2015 TMX Cutting Tools Catalog
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Milling & Drilling Machine Operating Manual
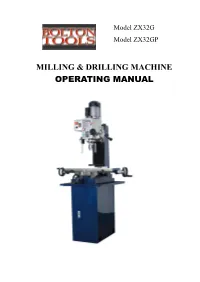
Model ZX32G Model ZX32GP MILLING & DRILLING MACHINE OPERATING MANUAL Please read this manual carefully before using your machine. 1. SPECIFICATION Model Specification Max. Drilling capacity 1 1/4" Max. Face milling capacity 2 1/2" Max. End milling capacity 13/16" Swivel angle of head-stock at perpendicular direction ±90° Swivel angle of head-stock at level direction 360° Spindle travel 3 3/8" Max. Distance between spindle nose and table 17 5/16" Distance between spindle axis and surface of column7 3/8" Spindle taper MT3 50Hz 95、180、270、500、930、1420 r/min Spindle speed (1400r/min motor) 60Hz 115、220、320、600、1120、1700 r/min T-solt Forward and backward travel of table 5 1/2" Left and right travel of table 16 1/8" Table size 27 9/16" x 7 1/16" Motor 0.75KW Net weight 232kg Milling cutter holder Ø63 Vice 90mm Special accessories end mill cutter 2-20mm drill 1-20mm machine stand Double-head wrench 19mm×22mm 1pc Allen wrench 5mm,6mm 1pc each Screw driver(-) 150mm 1pc Drill stock MT3 1pc Standard accessories Drill chuck 1-13mm 1pc Wedge Drawbar 1pc Drawbar washer 1pc 1 No. Description No. Description 1 bolt 11 Scale 2 Head handle 12 Adjustable lock screw 3 nut 13 Longitudinal table feed handle wheel 4 Combined switch 14 Micro feed handle wheel 5 Speed handle 15 Operate bar 6 Gauge bar 16 Head body 7 Plexiglass protective cover 17 Oil filler plug 8 Longitudinal table feed handle wheel 18 To raise and lower body 9 Stop block 19 Arbor bolt cover 10 Cross table feed handle wheel 20 Column 2.USES AND FEATURES 2.1This machine has several functions: milling, drilling, boring, grinding, working face and tapping etc. -
2018 Line Card
H.D. Chasen Company Inc. H. D. CHASEN TOOL GROUP INVENTORY SOLUTIONS LOGISTICS www.steelerectortools.com “OTHERS TALK... WE STOCK.” 2018 LINE CARD 40 Lake Street|Somerville, MA|02143 P|617.666.9090 www.hdchasen.com INDEX OF PRODUCTS INDEX OF PRODUCTS A B Abrasive Back Stand Idler Units Abrasives - Abrasive Mounted Points Back Support Systems Abrasives - Bristle Discs - Roloc / Cup Wheel Bags - Tool Bags Abrasives - Cartridge Rolls Balldriver Hex Screwdrivers Abrasives - Cloth Sanding Rolls Balldriver Insert Bits Abrasives - Coated Abrasives Balldriver L-Wrench / Sets Abrasives - Combiwheels Abrasive / Scotchbrite Balldriver Power Bits Abrasives - Diamond Lapping Film Discs Balldriver T-Handle - Sets & Singles Abrasives - Diamond Lapping Film Sheets Bandsaws - Electric Abrasives - Diamond Products Bars - Boring Abrasives - Disc Pad Holder Bars - Breaker 3/8,1/2,3/4 Drive Abrasives - Discs PSA Cloth / Paper, Resin Fibre Bars - Claw Bar 5' Abrasives - Discs Quick Change Bars - Connecting Bars Abrasives - Discs Resin Fibre Bars - Diamond Point 5' Abrasives - Discs Roloc A/O, Regalite Polycut Bars - Grizzly Bar Abrasives - Discs Velcro S/C, Gold Bars - Jimmy Bars Abrasives - Flap Wheels Bars - Offset Pinch Bars - 14" - 48" Abrasives - Lapping Film Discs Bars - Pinch Bars 13-1/2" - 48" Abrasives - Lapping Film Sheets Bars - Pinch Point Crow Bar / 3' - 5-1/2' Abrasives - Microfinishing Film Discs Bars - Pry Abrasives - Microfinishing Film Sheets Bars - San Angelo Digging 5' - 7' Abrasives - Mounted Points / Cotton Abrasive Bars - Telegraph Lining -

A Fully Symmetrical High Performance Modular Milling Cutter
S S symmetry Article A Fully Symmetrical High Performance Modular Milling Cutter Mircea-Viorel Dragoi *, Dorin Mircea Rosca, Milena Flavia Folea and Gheorghe Oancea * Department of Manufacturing Engineering, Transilvania University of Brasov, B-dul Eroilor 29, 500036 Bras, ov, Romania; [email protected] (D.M.R.); [email protected] (M.F.F.) * Correspondence: [email protected] (M.-V.D.); [email protected] (G.O.) Abstract: Milling cutters belong to a widely used category of cutting tools. In this category, modular milling cutters are a narrow niche, less studied, and developed. Usually, they are symmetrical cutting tools. A milling cutting tool that can be reconfigured due to its modularity and still keeps its symmetry becomes more interesting and useful for machining. The paper presents such a new concept in a computer aided design (CAD) model of a cutting tool based on some novel features. The tool itself is designed as a modular complex. The way the torque is transmitted from the shaft to the elementary cutters is an original one, as they are joined together based on a profiled assembling. The profile is one formed of filleted circular sectors and segments. The reaming of the elementary cutters has two sections each of them assuming a task: transmitting the torque, and precisely centring, respectively. The cooling system, which is a component of the tool, provides the cutting area with coolant both on the front and side face of the cutting tool. Some nozzles placed around the cutting tool send jets or curtains of coolant towards the side surface of the cutter, instead of parallel, as some existing solutions do. -

Atla Fibre Co Article Fabricating Cutting Thermoset
SpecialFocus Fabricating and Cutting Thermoset Materials Plastics Fabrication by Mark Mush s the machining of plastic materials cannot be mastered in one diameter run at 3,000-3,600 rpm will give good results cutting dry with a setting, the same can be said, probably more so, of thermosets good exhaust system. Material feed should be as fast possible without forcing A(FR4/G-10, G-11, phenolics). Glass epoxies and phenolics have the saw. Idling creates friction and heat, which cause excessive dulling and traditionally been unfairly characterized as materials that many machine burning. A flood of water or water-soluble coolants on the work and wheel shops or fabricators avoid due to their dust, wear and tear on equipment can be used when necessary to prevent overheating. Abrasive wheel cutting and tools and the overall toughness of the material. To the contrary, with under water is also recommended. a little bit of practice and patience, most fabricators can master the art of thermosets. What follows is a guide to get you started in that process. Turning Mastering these suggestions will not immediately make you an expert Paper and fabric grades machinist of these materials but should significantly improve your skills. Ordinary high-speed tool steel can be used in finishing operations for all Paper and fabric grades thermoset grades. However, carbide-tipped tools may prove more economi- cal and will hold sizes more accurately from piece to piece. About .010" stock Thermoset materials machine well with proper techniques. As a rule, they should be left for finishing. Thermosets can be turned at 400 surface feet per machine more readily than metals with standard machine tools such as minute with high-speed tools and about twice as fast with carbides. -

Milling Machine Operations
SUBCOURSE EDITION OD1644 8 MILLING MACHINE OPERATIONS US ARMY WARRANT OFFICER ADVANCED COURSE MOS/SKILL LEVEL: 441A MILLING MACHINE OPERATIONS SUBCOURSE NO. OD1644 EDITION 8 US Army Correspondence Course Program 6 Credit Hours NEW: 1988 GENERAL The purpose of this subcourse is to introduce the student to the setup, operations and adjustments of the milling machine, which includes a discussion of the types of cutters used to perform various types of milling operations. Six credit hours are awarded for successful completion of this subcourse. Lesson 1: MILLING MACHINE OPERATIONS TASK 1: Describe the setup, operation, and adjustment of the milling machine. TASK 2: Describe the types, nomenclature, and use of milling cutters. i MILLING MACHINE OPERATIONS - OD1644 TABLE OF CONTENTS Section Page TITLE................................................................. i TABLE OF CONTENTS..................................................... ii Lesson 1: MILLING MACHINE OPERATIONS............................... 1 Task 1: Describe the setup, operation, and adjustment of the milling machine............................ 1 Task 2: Describe the types, nomenclature, and use of milling cutters....................................... 55 Practical Exercise 1............................................. 70 Answers to Practical Exercise 1.................................. 72 REFERENCES............................................................ 74 ii MILLING MACHINE OPERATIONS - OD1644 When used in this publication "he," "him," "his," and "men" represent both -

Carbide Tipped Annular Cutters Are Engineered for Cutting 3” and 4” Thick Steel, Pipe, and Square Channel
Innovative Cutting Tool Solutions 2011 Product Catalog Your Productivity Partner Professional Grade Products Champion has been dedicated to servicing professionals with industrial grade products and services since 1897. Our product range includes twist drills, end mills, taps, dies, cutters, power tools, and masonry tools that are engineered for peak performance. Our distribution network serves cutting tool users in all fifty U.S. States, and is expanding internationally. Our commitment to same-day shipping and superior technical support give you, our customer, the Champion Edge. Innovative Cutting Tool Solutions Our CT5 Carbide tipped hole cutter has been completely redesigned. The result is faster hole penetration, and longer tool life. The design enhancements include a new carbide tip pocket for faster chip evacuation, improved carbide tips, stepped pilot drill for smoother penetration, and stiffer spring for positive slug ejection. The new CM95X series of SDS-Plus hammer bits features a “solid-tip” which penetrates rebar-imbedded concrete. These state of the art SDS-Plus bits penetrate the toughest aggregates including Vermont granite. Champion’s iPac system provides professional grade cutting tools in individual and combination packs. The iPac range includes twist drills, taps, and screw extractors. DT22HEX combination drill and taps create a hole and thread in one application. Available in NC/NF, and metric sizes, these industrial quality tools are available from 6-32 machine screw size to 1/2-13. Perfect for industrial, MRO and electrical professions. Champion’s CT9 was designed in conjunction with locksmiths whose work requires the installation of locksets in steel doors. CT9 hole cutters enable quick drilling of 1-1/2” and 2-1/8” holes in steel doors. -

Design and Development of Keyway Milling Attachmentfor Lathe Machine
International Journal of Engineering Research and Technology. ISSN 0974-3154 Volume 10, Number 1 (2017) © International Research Publication House http://www.irphouse.com Design and Development of Keyway Milling Attachmentfor Lathe Machine Indrajeet Baburao Shedbale Master Student, School of Mechanical and Building Sciences, VIT University, Vellore, Katpadi Road, Tamil Nadu, India. Amar S. Bhandare Assistant Professor, Department of Mechanical Engineering, ATS’s Sanjay Bhokare Group Of Institute, Miraj, India. Abstract axis of shaft and the vertical axis of end mill cutter are In manufacturing industry there are different types of perpendicular to each other; also the vertical axis of shaft and machining processes are required to convert raw material in to vertical axis of tool are coinciding with each other. final product. Some of machining process required separate machine to carry out machining of product. It means not only consumption of space and overall time increases but also expenses will increases. By developing the special attachment for machine will reduces consumption of time and space. Various operations like Turning, Drilling, Facing, slotting will be done on single machine. Instead of milling machine we are using the special attachment for lathe machine to machining of key way slot. In thispaperdiscussed aboutthemilling attachment for lathe machine through whichwe eliminated cost of slotting and milling. Machine operates through lathe machine. It consist of lathe machine slide, electric motor, power chuck, end mill cutter, dowel pin etc. Keywords:lathe machine, milling operations, end mill cutter, lathe machine slide, key way. Figure 1: Axis of Shaft and Axis of End mill cutter both are Introduction coincide with each other. -

IMTS 2018 Booth Previews
feature IMTS 2018 Booth Previews Affolter Technologies production North Hall, Booth 237223 machine with Affolter Technologies, in partnership with its U.S. representative, high precision Rotec Tools, will showcase their innovative gear hobbing center and efficiency,” AF110 plus at IMTS 2018. Ivo Straessle, The AF110 plus is the most advanced machine offered by president of Affolter Technologies. It convinces with its versatility, precision, Rotec Tools, power, rigidity and ease of use. The AF110 plus has eight axes, a said. “The simplicity cutter-spindle speed of up to 12,000 rpm capable to make gears of these machines is with a maximum DP17 and minimum of DP1270. Different remarkable. The user- automation systems for part loading and unloading are avail- friendly controls with able, such as universal grippers, drum loader or robot loading step-by-step and easy- as well as options such as deburring, dry cutting, centering to-follow functions will microscope and oil mist aspiration. simplify the gear-making “The loader system AF71 with two grippers ensures 24 hours process. With a relatively automatic production,” Vincent Affolter, managing director small investment, customers can keep know-how and technol- of Affolter Technologies, said. “While a gear is in the hobbing ogy in-house.” process, the other gripper already reaches out for the next part For more information: to load.” Affolter Technologies The AF110 plus can cut spur, helical, frontal, bevel, and Phone: +41 32 491-70-62 www.affelec.ch crown gears. Rotec Tools Worm Screw Power Skiving, a cutting-edge technology Phone: (845) 621-9100 developed by the Affolter engineers, is available as an option. -

1. Hand Tools 3. Related Tools 4. Chisels 5. Hammer 6. Saw Terminology 7. Pliers Introduction
1 1. Hand Tools 2. Types 2.1 Hand tools 2.2 Hammer Drill 2.3 Rotary hammer drill 2.4 Cordless drills 2.5 Drill press 2.6 Geared head drill 2.7 Radial arm drill 2.8 Mill drill 3. Related tools 4. Chisels 4.1. Types 4.1.1 Woodworking chisels 4.1.1.1 Lathe tools 4.2 Metalworking chisels 4.2.1 Cold chisel 4.2.2 Hardy chisel 4.3 Stone chisels 4.4 Masonry chisels 4.4.1 Joint chisel 5. Hammer 5.1 Basic design and variations 5.2 The physics of hammering 5.2.1 Hammer as a force amplifier 5.2.2 Effect of the head's mass 5.2.3 Effect of the handle 5.3 War hammers 5.4 Symbolic hammers 6. Saw terminology 6.1 Types of saws 6.1.1 Hand saws 6.1.2. Back saws 6.1.3 Mechanically powered saws 6.1.4. Circular blade saws 6.1.5. Reciprocating blade saws 6.1.6..Continuous band 6.2. Types of saw blades and the cuts they make 6.3. Materials used for saws 7. Pliers Introduction 7.1. Design 7.2.Common types 7.2.1 Gripping pliers (used to improve grip) 7.2 2.Cutting pliers (used to sever or pinch off) 2 7.2.3 Crimping pliers 7.2.4 Rotational pliers 8. Common wrenches / spanners 8.1 Other general wrenches / spanners 8.2. Spe cialized wrenches / spanners 8.3. Spanners in popular culture 9. Hacksaw, surface plate, surface gauge, , vee-block, files 10. -

Ring-Bending Machines
THE CHRONICLE OF THE COMPANY 1965 Foundation of the company as an one-man-business, trading of gates, metal doors and door frames, window bars and grills. Glaser headquarter is still at Kleestadt, near Groß-Umstadt. First exhibitions in Erbach, Groß-Umstadt and Frankfurt. 1971 Company moves to Groß-Umstadt; building of the first storage- and production hall "Am Brüchelsteg" Extension of the production line: windows, doors, benches and fences made out of plastic, wrought iron works and wrought-iron machines. Automatic Machines 1976 Achieving of the Master Craftsman's Diploma of the Handwerkskammer Darmstadt. 1977 Opening up the second production hall. Extension of teh production line for wrought-iron articles 1982 For the first time GLASER is represented at the International Handwerkermesse München and the Hannover Fair. First pioneering success, mostly in the construction of machinery 1986 Buildingof the fourth factory hall for the production of machines and tools. Achieving the license to train in wrought-iron crafts and constructing of tools and machines. Export business is extended. Attachments for GDM 1990 Demolition of the first factory hall and putting up the new exhibition and administration building. GLASER's 25th anniversary on 8th December 1990 1992 Opening up a new establishment at Bamberg (Bavaria) of 2.000 square meters for the production of wrought-iron articles. 1995 Erection of the fifth hall of 3.000 m² with the most modern bending centre and facilities for stainless Automatic Scroll Benders Scroll steel- and CAD trainings as well as production of machinery and tools. 1997 Wining award »Staatspreis der Bayerischen Staatsregierung« and the »Bundespreis für hervorragende innovative Leistungen für das Handwerk« . -
Planing and Profiling
Anpassung der Rückenstärke für Druck noch nicht ausgeführt Planing and profiling Leitz Lexicon Edition 7 Version 2 Explanation of abbreviations A = dimension A LH = left hand rotation ae = cutting thickness (radial) ap = cutting depth (axial) M = metric thread ABM = dimension MBM = minimum order quantity APL = panel raising length MC = multi-purpose steel, coated APT = panel raising depth MD = thickness of knife AL = working length min-1 = revolutions per minute (RPM) AM = number of knives MK = morse taper AS = anti sound (low noise design) m min-1 = metres per minute m s-1 = metres per second b = overhang B = width n = RPM BDD = thickness of shoulder nmax. = maximum permissible RPM BEM = note NAL = position of hub BEZ = description ND = thickness of hub BH = tipping height NH = zero height BO = bore diameter NL = cutting length NLA = pinhole dimensions CNC = Computerized Numerical Control NT = grooving depth d = diameter P = profile D = cutting circle diameter POS = cutter position D0 = zero diameter PT = profile depth DA = outside Diameter PG = profile group DB = diameter of shoulder DFC = Dust Flow Control (optimised chip clearance) QAL = cutting material quality DGL = number of links DIK = thickness R = radius DKN = double keyway RD = right hand twist DP = polycrystalline diamond RH = right hand rotation DRI = rotation RP = radius of cutter FAB = width of rebate S = shank dimension FAT = depth of rebate SB = cutting width FAW = bevel angle SET = set FLD = flange diameter SLB = slotting width fz = tooth feed SLL = slotting length fz eff = effective tooth feed SLT = slotting depth SP = tool steel GEW = thread ST = Cobalt-basis cast alloys, GL = total length e.g. -

Key Machines & Parts
ORDER ONLINE www.SouthernLock.com KEY MACHINES & PARTS SECTION 8 Section Table of Contents C KEY MACHINES & PARTS Code Cards .................................. 407 For Key Programming Systems D see Section 1 - Automotive Deburring Brush ............................. 419 F Futura Pro ................................... 412 I ITL Key Machines ........................... 420 K Key Cutters ................ 411, 413, 419, 426 Key Machines ........................... 420–426 Key Punch .................. 402, 408, 423, 425 M Marking Devices.... 401–402, 404-412, 421-426 P Punch Machines ........... 402, 408, 423, 425 T Tubular Key Machines .......... 402, 403, 410 Vendors Bianchi ................................ 421–422 Framon ............................... 402–404 HPC .................................... 404–413 Ilco .................................... 401–402 Intralock ................................... 420 Keyline ..................................... 421 Laser Key Products ...................... 422 Medeco ............................... 420–421 Mul-T-Lock ................................ 423 Pro-Lok ............................... 423–424 Rytan .................................. 424–425 KEY MACHINES & PARTS Call, Toll Free Prices may not reflect recent price increases or manufacturer’s surcharges 1.800.282.2837 Section 8 - 400 Call, Toll Free 1.800.282.2837 KEY MACHINES & PARTS KEY MARKING DEVICES ™ ™ Engrave•It Engrave•It PRO Engrave-It is the perfect complement to This unit is capable of marking keys, typical lock cylinders (in- key