Basics of End Mills Contents 1
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Milling & Drilling Machine Operating Manual
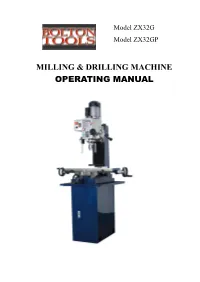
Model ZX32G Model ZX32GP MILLING & DRILLING MACHINE OPERATING MANUAL Please read this manual carefully before using your machine. 1. SPECIFICATION Model Specification Max. Drilling capacity 1 1/4" Max. Face milling capacity 2 1/2" Max. End milling capacity 13/16" Swivel angle of head-stock at perpendicular direction ±90° Swivel angle of head-stock at level direction 360° Spindle travel 3 3/8" Max. Distance between spindle nose and table 17 5/16" Distance between spindle axis and surface of column7 3/8" Spindle taper MT3 50Hz 95、180、270、500、930、1420 r/min Spindle speed (1400r/min motor) 60Hz 115、220、320、600、1120、1700 r/min T-solt Forward and backward travel of table 5 1/2" Left and right travel of table 16 1/8" Table size 27 9/16" x 7 1/16" Motor 0.75KW Net weight 232kg Milling cutter holder Ø63 Vice 90mm Special accessories end mill cutter 2-20mm drill 1-20mm machine stand Double-head wrench 19mm×22mm 1pc Allen wrench 5mm,6mm 1pc each Screw driver(-) 150mm 1pc Drill stock MT3 1pc Standard accessories Drill chuck 1-13mm 1pc Wedge Drawbar 1pc Drawbar washer 1pc 1 No. Description No. Description 1 bolt 11 Scale 2 Head handle 12 Adjustable lock screw 3 nut 13 Longitudinal table feed handle wheel 4 Combined switch 14 Micro feed handle wheel 5 Speed handle 15 Operate bar 6 Gauge bar 16 Head body 7 Plexiglass protective cover 17 Oil filler plug 8 Longitudinal table feed handle wheel 18 To raise and lower body 9 Stop block 19 Arbor bolt cover 10 Cross table feed handle wheel 20 Column 2.USES AND FEATURES 2.1This machine has several functions: milling, drilling, boring, grinding, working face and tapping etc. -

Grinding Your Own Lathe Tools
WEAR YOUR SAFETY GLASSES FORESIGHT IS BETTER THAN NO SIGHT READ INSTRUCTIONS BEFORE OPERATING Grinding Your Own Left Hand Right Hand Boring Tool Cutting Tool Cutting Tool Lathe Tools As with any machining operation, grinding requires the Dressing your grinding wheel is a part of maintaining the utmost attention to “Eye Protection.” Be sure to use it when bench grinder. Grinding wheels should be considered cutting attempting the following instructions. tools and have to be sharpened. A wheel dresser sharpens Joe Martin relates a story about learning to grind tools. “My by “breaking off” the outer layer of abrasive grit from the first experience in metal cutting was in high school. The wheel with star shaped rotating cutters which also have to teacher gave us a 1/4" square tool blank and then showed be replaced from time to time. This leaves the cutting edges us how to make a right hand cutting tool bit out of it in of the grit sharp and clean. a couple of minutes. I watched closely, made mine in ten A sharp wheel will cut quickly with a “hissing” sound and minutes or so, and went on to learn enough in one year to with very little heat by comparison to a dull wheel. A dull always make what I needed. I wasn’t the best in the class, wheel produces a “rapping” sound created by a “loaded just a little above average, but it seemed the below average up” area on the cutting surface. In a way, you can compare students were still grinding on a tool bit three months into the what happens to grinding wheels to a piece of sandpaper course. -
Educational CNC Machines and Curricula
Educational CNC Machines and Curricula Your Local Techno Dealer: HTO05571102 H803 CNC PLASMA CUTTER FEATURES • Comes fully assembled – NO ASSEMBLY REQUIRED! • Welded steel frame construction for rigidity and accuracy, designed to hold up to 1 inch thick steel • Automatic Torch Height Control for high cut quality and virtually no dross • “SMART CUT” Software sets the cutting parameters without guess work for near perfect cut first time, every time • Optional water table available to reduce up to 80% of smoke and dust • Magnetic Breakaway Torch Mount prevents torch damage • Plasma arc confirmation monitoring and continuous or fixed step JOG • High-speed cutting available for good cut quality even with thinner metal sheets • Compatible with standard GCODE files, simple intuitive user interface • Mastercam and Enroute post processors available • Cuts up to 1 inch thick steel capacity • Ball screw drives on all axes, patented anti-backlash ball nuts provide play free motion and long term reliability • Built in Emergency Stop Control, programmable in inch or metric units • Cutting files can be resized on the machine, built-in on screen file editor • Available with either Hypertherm or Thermal Dynamics Plasma Torches • Preview software built into interface with ZOOM and 3D perspective SPECIFICATIONS: Dimensions in inch Machine Work Envelope Foot Print Repeatability Resolution High Power Model X Y Z W L H Speed in/min 4848 48 81 4896 48 96 1.5 75 123 55 Less than Less than 900 59120 60 120 98 145 .001 .001 Techno, Inc. reserves the right to change -

A Fully Symmetrical High Performance Modular Milling Cutter
S S symmetry Article A Fully Symmetrical High Performance Modular Milling Cutter Mircea-Viorel Dragoi *, Dorin Mircea Rosca, Milena Flavia Folea and Gheorghe Oancea * Department of Manufacturing Engineering, Transilvania University of Brasov, B-dul Eroilor 29, 500036 Bras, ov, Romania; [email protected] (D.M.R.); [email protected] (M.F.F.) * Correspondence: [email protected] (M.-V.D.); [email protected] (G.O.) Abstract: Milling cutters belong to a widely used category of cutting tools. In this category, modular milling cutters are a narrow niche, less studied, and developed. Usually, they are symmetrical cutting tools. A milling cutting tool that can be reconfigured due to its modularity and still keeps its symmetry becomes more interesting and useful for machining. The paper presents such a new concept in a computer aided design (CAD) model of a cutting tool based on some novel features. The tool itself is designed as a modular complex. The way the torque is transmitted from the shaft to the elementary cutters is an original one, as they are joined together based on a profiled assembling. The profile is one formed of filleted circular sectors and segments. The reaming of the elementary cutters has two sections each of them assuming a task: transmitting the torque, and precisely centring, respectively. The cooling system, which is a component of the tool, provides the cutting area with coolant both on the front and side face of the cutting tool. Some nozzles placed around the cutting tool send jets or curtains of coolant towards the side surface of the cutter, instead of parallel, as some existing solutions do. -

Optimization of Broaching Tool Design
Intelligent Computation in Manufacturing Engineering - 4 OPTIMIZATION OF BROACHING TOOL DESIGN U. Kokturk, E. Budak Faculty of Engineering and Natural Sciences, Sabanci University, Orhanli, Tuzla, 34956, Istanbul, Turkey Abstract Broaching is a very common manufacturing process for the machining of internal or external complex shapes into parts. Due to the process geometry, broaching tool is the most critical parameter of the broaching process. Therefore, optimal design of the tools is needed in order to improve the productivity of the process. In this paper, a methodology is presented for optimal design of the broaching tools by respecting the geometric and physical constraints. The method has also been implemented on a computer code. Keywords: Broaching, optimization, tooling 1 INTRODUCTION Broaching is commonly used for machining of internal or methods that use databases [6], have also been used. external complex profiles that are difficult to generate by Combinations of different approaches have also been other machining processes such as milling and turning. utilized with a mixture of fuzzy basics [7]. Erol and Ferrel Originally, broaching was developed for noncircular [8] also used fuzzy methods among many others. In most internal profiles and keyways. The process is very simple, of these studies, the mechanics of the process such as and decreases the need for talented machine operator forces, deflections, vibrations etc., other than tool wear, while providing high production rate and quality. Because were not included in the analysis. of the straight noncircular motion, very high quality surface Although there have been many studies on various finish can be obtained. In addition, roughing and finishing machining processes, there has been only a few on operations can be completed in one pass reducing total broaching. -

Milling Machine Operations
SUBCOURSE EDITION OD1644 8 MILLING MACHINE OPERATIONS US ARMY WARRANT OFFICER ADVANCED COURSE MOS/SKILL LEVEL: 441A MILLING MACHINE OPERATIONS SUBCOURSE NO. OD1644 EDITION 8 US Army Correspondence Course Program 6 Credit Hours NEW: 1988 GENERAL The purpose of this subcourse is to introduce the student to the setup, operations and adjustments of the milling machine, which includes a discussion of the types of cutters used to perform various types of milling operations. Six credit hours are awarded for successful completion of this subcourse. Lesson 1: MILLING MACHINE OPERATIONS TASK 1: Describe the setup, operation, and adjustment of the milling machine. TASK 2: Describe the types, nomenclature, and use of milling cutters. i MILLING MACHINE OPERATIONS - OD1644 TABLE OF CONTENTS Section Page TITLE................................................................. i TABLE OF CONTENTS..................................................... ii Lesson 1: MILLING MACHINE OPERATIONS............................... 1 Task 1: Describe the setup, operation, and adjustment of the milling machine............................ 1 Task 2: Describe the types, nomenclature, and use of milling cutters....................................... 55 Practical Exercise 1............................................. 70 Answers to Practical Exercise 1.................................. 72 REFERENCES............................................................ 74 ii MILLING MACHINE OPERATIONS - OD1644 When used in this publication "he," "him," "his," and "men" represent both -

Introduction to Turning Tools and Their Application Identification and Application of Cutting Tools for Turning
Introduction to Turning Tools and their Application Identification and application of cutting tools for turning The variety of cutting tools available for modern CNC turning centers makes it imperative for machine operators to be familiar with different tool geometries and how they are applied to common turning processes. This course curriculum contains 16-hours of material for instructors to get their students ready to identify different types of turning tools and their uses. ©2016 MachiningCloud, Inc. All rights reserved. Table of Contents Introduction .................................................................................................................................... 2 Audience ..................................................................................................................................... 2 Purpose ....................................................................................................................................... 2 Lesson Objectives ........................................................................................................................ 2 Anatomy of a turning tool............................................................................................................... 3 Standard Inserts .............................................................................................................................. 3 ANSI Insert Designations ............................................................................................................. 3 Insert Materials -

High Pressure Waterjet
Application Note High Pressure Waterjet A water jet is a cutting tool capable of slicing metal or other materials by using a narrow stream of water at high velocity and pressure, or a mixture of water and an abrasive substance. The process erodes the materials in the same way as water erosion found in nature but accelerated and concentrated through high pressure. It is often used in the fabrication or manufacture of parts for machinery and other industries. It is used in applications in the mining to aerospace industries where it performs operations such as cutting, shaping, carving, and reaming. The water jet is usually connected to a high-pressure water pump (Viatran supplies units at 60K PSI) where the water is then ejected from the nozzle, cutting through the material by spraying it with the jet of high-speed water. Adding suspended grit or other abrasives, such as garnet and aluminum oxide, can accelerate this process. Because the characteristics of the cutting stream can be easily modified, water jets can be used to cut materials from processed food to exotic metals. There are few materials that cannot be effectively cut with a water jet cutter. Two of these are tempered glass and certain ceramics are resistant to water jet cutting. Water jet cuts are not typically limited by the thickness of the material, and are capable of cutting materials over a foot (30 cm) thick. An important benefit of the water jet cutter is the ability to cut material without compromising the material's inherent structure. The effects of heat are minimized by the water jet. -

Broaching Principles
Broaching Principles Broaching is a machining process that pushes or pulls a cutting tool (called a broach) over or through the surface being machined. Its high-production, metal-removal process is sometimes required to make one-of-a-kind parts. The concept of broaching as a legitimate machining process can be traced back to the early 1850s. Early broaching applications were cutting keyways in pulleys and gears. After World War 1, broaching contributed to the rifling of gun barrels. Advances in broaching machines and form grinding during the 1920s and 30s enabled tolerances to be tightened and broaching costs to become competitive with other machining processes. Today, almost every conceivable type of form and material can be broached. It represents a machining operation that, while known for many years, is still in its infancy. New uses for broaching are being devised every day. Figure 1. Cutting action of a broaching tool. Broaching is similar to planing, turning, milling, and other metal cutting operations in that each tooth removes a small amount of material (Figure 1 ). Figure 2. Typical push keyway broaching tools and a shim. The broaching tool has a series of teeth so arranged that they cut metal when the broach is given a linear movement as indicated in figure 1. The broach cuts away the material since its teeth are progressively increasing in height. Properly used, broaching can greatly increase productivity, hold tight tolerance, and produce precision finishes. Tooling is the heart of broaching. The broach tool's construction is unique for it combines rough, semi-finish, and finish teeth in one tool (Figure 3). -

Waterjet Cutting
Waterjet Cutting Waterjet cutting is one of today’s fastest-growing technologies and is quickly becoming a leading fabrication process. Waterjet cutting uses a high-pressure stream of water with an abrasive such as garnet to make the cut. No heat is generated during Waterjet cutting, eliminating the risk of material distortion. Edge finish of Waterjet machined parts is smooth and satiny, with no jagged edges, slag or burrs, eliminating the need for other finishing processes such as grinding. Water jet cutting technology utilizes high pressure water with an abrasive substance to create a cutting tool that travels at three times the speed of sound. With this tool, virtually any material can be cut with or without an abrasive in some Hi-Tech Welding is a one-stop service center for welding and cases. The Mitsubishi control, combined with a CAD-CAM fabrication in Lee’s Summit, MO. generated CNC code, allows for simple or complex shapes to be cut. Speed and accuracy (compensation is within In 1985 Hi-Tech Welding originally began as a tool and die welding ±0.005” per 36” length) are easy to achieve with the Waterjet facility. Over the years it has grown into a full welding and fabrication Intelligent Taper ControlTM System. shop. Waterjet Cuts Virtually Any Material Services offered • Laser Welding Waterjet cutting is suitable for nearly any material, and can • Tool and Die Welding cut any material up to 6” thick. • Waterjet Cutting • Welding Repair We have software that allows us to make high quality ducts, • Repair and Refurbishment fittings, flanges and brackets. -

Ring-Bending Machines
THE CHRONICLE OF THE COMPANY 1965 Foundation of the company as an one-man-business, trading of gates, metal doors and door frames, window bars and grills. Glaser headquarter is still at Kleestadt, near Groß-Umstadt. First exhibitions in Erbach, Groß-Umstadt and Frankfurt. 1971 Company moves to Groß-Umstadt; building of the first storage- and production hall "Am Brüchelsteg" Extension of the production line: windows, doors, benches and fences made out of plastic, wrought iron works and wrought-iron machines. Automatic Machines 1976 Achieving of the Master Craftsman's Diploma of the Handwerkskammer Darmstadt. 1977 Opening up the second production hall. Extension of teh production line for wrought-iron articles 1982 For the first time GLASER is represented at the International Handwerkermesse München and the Hannover Fair. First pioneering success, mostly in the construction of machinery 1986 Buildingof the fourth factory hall for the production of machines and tools. Achieving the license to train in wrought-iron crafts and constructing of tools and machines. Export business is extended. Attachments for GDM 1990 Demolition of the first factory hall and putting up the new exhibition and administration building. GLASER's 25th anniversary on 8th December 1990 1992 Opening up a new establishment at Bamberg (Bavaria) of 2.000 square meters for the production of wrought-iron articles. 1995 Erection of the fifth hall of 3.000 m² with the most modern bending centre and facilities for stainless Automatic Scroll Benders Scroll steel- and CAD trainings as well as production of machinery and tools. 1997 Wining award »Staatspreis der Bayerischen Staatsregierung« and the »Bundespreis für hervorragende innovative Leistungen für das Handwerk« . -

Thomas C. Wilson, LLC Trusted to Perform to Place Orders Call Toll Free (800) 230-2636 Or Fax (718) 361-2872 Thomas C
Boiler Tube Expanders and Accessories Tools for the maintenance and repair of... GTT OnSET FIRE TUBE BOILERS 5629 McAdam Road WATER TUBE BOILERS Mississauga, ON L4Z 1N9 T: 905-847-9300 SUPER HEATERS E: [email protected] PRESSURE VESSELS and other tubular structures and pressure vessels Thomas C. Wilson, LLC www.tcwilson.com Trusted to Perform To place orders call Toll Free (800) 230-2636 or fax (718) 361-2872 Thomas C. Wilson, LLC Wilson... A Family Tradition Service Hotline If you have technical questions about tube cleaning and expanding, or any Thomas C. Wilson, LLC product, call us toll free at (800) 230-2636 Thomas C. Wilson was founded and talk to a knowledgeable Thomas C. Wilson, LLC representative. in New York, N.Y. by the late Mr. There is a Thomas C. Wilson, LLC representative or distributor in every Thomas Wilson in 1925. While major city, domestically and internationally. Please write, call, or fax us to serving in the United States Navy locate your area representative. as a Chief Engineer, operating the boilers for main propulsion sys- Customer Satisfaction/Money Back Guarantee tems aboard Naval ships, Mr. If, for any reason, you are not satisfied with your purchase, simply Wilson developed the first return it to us within 10 days, and we will refund the purchase price of mechanical brush system to the unit, exclusive of shipping and handling costs. clean scales in the tubes of boil- ers. The Wilson Company, from One Year Limited Warranty that first product has been the All Thomas C. Wilson, LLC products are manufactured, tested, and inspected in accordance with strict engineering requirements and are innovators in many tools for heat warranted to be free from defects in materials and workmanship.* exchangers, boilers and other tubular apparatus.