Fundamental Good Practice Guide in the Design and Interpretation of Engineering Drawings for Measurement Processes
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

527 White Rose Lane Renovation
6 5 4 3 2 1 STANDARD ABBREVIATIONS SYMBOLOGY LEGEND 527 WHITE ROSE LANE RENOVATION & AND MTL METAL 1 @ AT FCU FAN COIL UNIT ADDM ADDENDUM FD FLOOR DRAIN NA NOT APPLICABLE 1 2 A7 -01 3 ELEVATION REFERENCE ADJ ADJUSTABLE FDN FOUNDATION NIC NOT IN CONTRACT A2 -01 AFF ABOVE FINISHED FLOOR FE FIRE EXTINGUISHER NO NUMBER AGG AGGREGATE FEC FIRE EXTINGUISHER CABINET NOM NOMINAL 4 2060 Craigshire Road BUILDING CODE INFORMATION GENERAL NOTES AHU AIR HANDLING UNIT FEP FINISH END PANEL NTS NOT TO SCALE EXTERIOR INTERIOR Saint Louis, MO 63146 ALT ALTERNATE FF&E FURNITURE, FIXTURE & EQUIPMENT T. 314.241.8188 PROJECT SUMMARY: 1. THE CONSTRUCTION DOCUMENTS HAVE BEEN CAREFULLY PREPARED BUT MAY NOT DEPICT ALUM ALUMINUM FFE FINISH FLOOR ELEVATION OC ON CENTER SIM F. 314.241.0125 PROJECT INCLUDES THE RENOVATION OF AN EXISTING SINGLE FAMILY EVERY CONDITION TO BE ENCOUNTERED. IT IS THEREFORE THE GENERAL CONTRACTOR & APPROX APPROXIMATE(LY) FG FIBERGLASS OD OUTSIDE DIAMETER ______1 BUILDING SECTION REFERENCE D RESIDENTIAL DWELLING, NEW CONSTRUCTION OF A TWO CAR GARAGE SUBCONTRACTORS RESPONSIBILITY TO FIELD VERIFY ALL CONDITIONS OF THE AFFECTED ARCH ARCHITECT FHCSK FLAT HEAD COUNTERSUNK OFF OFFICE A101 www.kai-db.com TO THE REAR OF THE EXISTING STRUCTURE, AND A COVERED WORK PRIOR TO SUBMITTING A BID. IF CONDITIONS DIFFER OR ADDITIONAL WORK IS REQUIRED ASPH ASPHALT FIN FINISH OH OPPOSITE HAND Missouri State Certificate of Authority #1234567 CONDITIONED CORRIDOR TO CONNECT THE TWO. BEYOND THAT STATED IN THE CONSTRUCTION DOCUMENTS IT IS THE CONTRACTORS AUTO AUTOMATIC FIXT FIXTURE OPNG OPENING SIM RESPONSIBILITY TO BRING SUCH MATTERS TO THE ATTENTION OF THE ARCHITECT IN A WALL SECTION REFERENCE APPLICABLE ST. -

Love That Door Catalog
Welcome Home. Nothing adds a “wow” factor to a new home design like wrought iron doors and this is the #1 reason many homeowners make this front door statement. The juxtaposition of iron with brick construction visually suggests a permanence that no synthetic building material can emulate. The single or double wrought iron doors, manufactured by Love That Door and available from Acme Brick Stone & Tile stores, have multi-hued designs that demand attention, especially when framed by the rich patina of brick. We have over 100 designs to choose from and can custom design and build anything you desire in wrought iron access doors, iron garages and access gates, iron wine cellar doors, lighting fixtures and more. Wrought Iron Access Gates and Doors offer greater security than traditional wood doors. Keep your family and office more secure with a low maintenance, durable and custom iron door while increasing your curb appeal. Wrought Iron makes a fine choice for many reasons, but none more important than security. 2 lovethatdoor.com • brick.com 3 Transform Your Home Customers are amazed by the transformation that their iron dooor makes to their property. Versatile, robust and beautiful, it’s little wonder that a growing number of individuals are deciding on iron doors as the best option. We ensure that every single component of your iron entry door is tested and styled for optimal performance and durability. From compression tested locks to heavy duty barrel hinges, every part of the products we produce is fashioned with an exemplary end result in mind. 4 lovethatdoor.com • brick.com 5 Within an Arm’s Reach. -

Implementation of Metal Casting Best Practices
Implementation of Metal Casting Best Practices January 2007 Prepared for ITP Metal Casting Authors: Robert Eppich, Eppich Technologies Robert D. Naranjo, BCS, Incorporated Acknowledgement This project was a collaborative effort by Robert Eppich (Eppich Technologies) and Robert Naranjo (BCS, Incorporated). Mr. Eppich coordinated this project and was the technical lead for this effort. He guided the data collection and analysis. Mr. Naranjo assisted in the data collection and analysis of the results and led the development of the final report. The final report was prepared by Robert Naranjo, Lee Schultz, Rajita Majumdar, Bill Choate, Ellen Glover, and Krista Jones of BCS, Incorporated. The cover was designed by Borys Mararytsya of BCS, Incorporated. We also gratefully acknowledge the support of the U.S. Department of Energy, the Advanced Technology Institute, and the Cast Metals Coalition in conducting this project. Disclaimer This report was prepared as an account of work sponsored by an Agency of the United States Government. Neither the United States Government nor any Agency thereof, nor any of their employees, makes any warranty, expressed or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any Agency thereof. The views and opinions expressed by the authors herein do not necessarily state or reflect those of the United States Government or any Agency thereof. -
Technical Specifications Part 1 Civil, Structural And
Civil, Structural & Architectural Specifications ANNEX VIII TECHNICAL SPECIFICATIONS PART 1 CIVIL, STRUCTURAL AND ARCHITECTURAL Page 1 of 234 Civil, Structural & Architectural Specifications ANNEX VIII TABLE OF CONTENTS CHAPTER CHAPTER ONE - SITE PREPARATION & DEMOLITION General Building Demolition CHAPTER THREE - CONCRETE WORKS Cast In Place Concrete Concrete Topping (Decorative Stamped Concrete) CHAPTER FOUR - MASONRY Unit Masonry Exterior Stonework CHAPTER FIVE - METAL WORK Metal Fabrications Round Handrail Diameter 40 mm Plexi Shed CHAPTER SIX - WOODWORK Joinery CHAPTER SEVEN - THERMAL AND MOISTURE PROTECTION Sheet Waterproofing Membrane Roofing Tiles Roofing Metal Roofing Roof Drainage Roof Accessories Flashing And Sheet Metal Joint Sealers (Expansion Joint) CHAPTER EIGHT - DOORS AND WINDOWS Metal Door Frames Wood Doors Aluminum Doors And Windows Glass & Glazing Door Hardware (Ironmongery) CHAPTER NINE - FINISHES Lath And Plaster Floor and Wall Cladding Suspended Ceilings Non-Structural Metal Framing Gypsum Board Interior Stonework Painting CHAPTER TEN - SPECIALTIES Toilet Accessories Epoxy Resin Work Anti-Shatter Window Film Access Control CHAPTER ELEVEN - DRINKING WATER Page 2 of 234 Civil, Structural & Architectural Specifications ANNEX VIII Lebanese Standard Page 3 of 234 Civil, Structural & Architectural Specifications ANNEX VIII CHAPTER ONE SITE PREPARATION & DEMOLITION Page 4 of 234 Civil, Structural & Architectural Specifications ANNEX VIII CHAPTER ONE SITE PREPARATION & DEMOLITION PART 1 - GENERAL SCOPE OF WORK The work comprises of the rehabilitation of the Building. SITE PROTECTION The contractor should take all measures to protect the site and to protect the users during the rehabilitation period as per the Engineer instructions. The contractor should not allow or add any load to the existing body to avoid any risk in construction works. -
Caliper Gauge
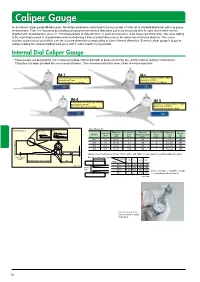
Caliper Gauge As to internal caliper gauge IM-880 series, the distance between contact points facing outside is firstly set at standard dimension with ring gauge or micrometer. Then, it is measured by inserting contact point into internal dimension part to be measured after its outer dial of which moves together with rotated bezel is set at “0”. The displacement of indicator from “0” point of outer dial is to be measured at that time. The value adding to the read displacement to standard dimension or deducting it from standard dimension is the dimension of internal diameter. This series attaches spare contact point which cam set accurate dimension corresponding to size of internal dimension. External caliper gauge is opposite, namely reading the value by holding work piece with 2 contact points facing outside. Internal Dial Caliper Gauge • These gauges are designed for use in measuring deep internal diameter of bores of castings etc, and for internal reading in fabrications. Clearance has been provided for use in recessed bores. The convenient retraction lever allows one-hand operation. IM-1 IM-2 Maximum measuring depth 130mm Maximum measuring depth 180mm Graduation 0.1mm Graduation 0.1mm Measuring Range 10~100mm Measuring Range 10~100mm IM-4 Maximum measuring depth 100mm IM-5 Graduation 0.01mm Maximum measuring depth 150mm Measuring Range 10~30mm Graduation 0.01mm Measuring Range 20~40mm Specifications IM-1,2,4 IM-5 Dimensions (2.5) Measuring Indication Maximum Contact Point Measuring R1.5 Graduation Weight (2.5) 4 Model Range Error Measuring Depth Height Force φ2.5 (mm) (g) (mm) (mm) (mm) (mm) (N) IM-1 0.1 10~100 ±0.1 130 2 5 or less 500 IM-2 0.1 10~100 ±0.1 180 2 5 or less 620 IM-4 0.01 10~30 ±0.02 100 2 5 or less 500 24 IM-5 0.01 20~40 ±0.02 150 4 5 or less 600 Measuring Range Internal size of workpiece is 10mm, 15mm, 20mm and 30mm or over against measuring applicable depth. -

Quick Guide to Precision Measuring Instruments
E4329 Quick Guide to Precision Measuring Instruments Coordinate Measuring Machines Vision Measuring Systems Form Measurement Optical Measuring Sensor Systems Test Equipment and Seismometers Digital Scale and DRO Systems Small Tool Instruments and Data Management Quick Guide to Precision Measuring Instruments Quick Guide to Precision Measuring Instruments 2 CONTENTS Meaning of Symbols 4 Conformance to CE Marking 5 Micrometers 6 Micrometer Heads 10 Internal Micrometers 14 Calipers 16 Height Gages 18 Dial Indicators/Dial Test Indicators 20 Gauge Blocks 24 Laser Scan Micrometers and Laser Indicators 26 Linear Gages 28 Linear Scales 30 Profile Projectors 32 Microscopes 34 Vision Measuring Machines 36 Surftest (Surface Roughness Testers) 38 Contracer (Contour Measuring Instruments) 40 Roundtest (Roundness Measuring Instruments) 42 Hardness Testing Machines 44 Vibration Measuring Instruments 46 Seismic Observation Equipment 48 Coordinate Measuring Machines 50 3 Quick Guide to Precision Measuring Instruments Quick Guide to Precision Measuring Instruments Meaning of Symbols ABSOLUTE Linear Encoder Mitutoyo's technology has realized the absolute position method (absolute method). With this method, you do not have to reset the system to zero after turning it off and then turning it on. The position information recorded on the scale is read every time. The following three types of absolute encoders are available: electrostatic capacitance model, electromagnetic induction model and model combining the electrostatic capacitance and optical methods. These encoders are widely used in a variety of measuring instruments as the length measuring system that can generate highly reliable measurement data. Advantages: 1. No count error occurs even if you move the slider or spindle extremely rapidly. 2. You do not have to reset the system to zero when turning on the system after turning it off*1. -

Boilermaking Manual. INSTITUTION British Columbia Dept
DOCUMENT RESUME ED 246 301 CE 039 364 TITLE Boilermaking Manual. INSTITUTION British Columbia Dept. of Education, Victoria. REPORT NO ISBN-0-7718-8254-8. PUB DATE [82] NOTE 381p.; Developed in cooperation with the 1pprenticeship Training Programs Branch, Ministry of Labour. Photographs may not reproduce well. AVAILABLE FROMPublication Services Branch, Ministry of Education, 878 Viewfield Road, Victoria, BC V9A 4V1 ($10.00). PUB TYPE Guides Classroom Use - Materials (For Learner) (OW EARS PRICE MFOI Plus Postage. PC Not Available from EARS. DESCRIPTORS Apprenticeships; Blue Collar Occupations; Blueprints; *Construction (Process); Construction Materials; Drafting; Foreign Countries; Hand Tools; Industrial Personnel; *Industrial Training; Inplant Programs; Machine Tools; Mathematical Applications; *Mechanical Skills; Metal Industry; Metals; Metal Working; *On the Job Training; Postsecondary Education; Power Technology; Quality Control; Safety; *Sheet Metal Work; Skilled Occupations; Skilled Workers; Trade and Industrial Education; Trainees; Welding IDENTIFIERS *Boilermakers; *Boilers; British Columbia ABSTRACT This manual is intended (I) to provide an information resource to supplement the formal training program for boilermaker apprentices; (2) to assist the journeyworker to build on present knowledge to increase expertise and qualify for formal accreditation in the boilermaking trade; and (3) to serve as an on-the-job reference with sound, up-to-date guidelines for all aspects of the trade. The manual is organized into 13 chapters that cover the following topics: safety; boilermaker tools; mathematics; material, blueprint reading and sketching; layout; boilershop fabrication; rigging and erection; welding; quality control and inspection; boilers; dust collection systems; tanks and stacks; and hydro-electric power development. Each chapter contains an introduction and information about the topic, illustrated with charts, line drawings, and photographs. -

Monumental Iron Works®
Monumental Iron Works® 1 The Finest Ornamental Iron Crafted Elegance, Ornamental iron fences and gates have been Customized Construction the architectural choice for attractive security Monumental Iron Works is a modular system, worldwide for hundreds of years. Combining consisting of component parts designed to today’s technology with traditional elegance support each other. When completely assembled, and craftsmanship, Master Halco is able to offer these parts create one of the strongest ornamental a unique, ornamental solution with the look of fence systems on the market. Using industrial fencing forged by the hands of master blacksmiths. rivets, the constructed panels have the solid look and feel of authentic ornamental iron. Monumental Iron Works® fences and gates bring a combination of aesthetic elegance and With a riveted panel system, you can be sure security to residential, commercial, industrial, and the factory applied coating will offer years of institutional properties. Monumental Iron Works is maintenance and rust free elegance. Monumental sure to satisfy your architectural goals with a wide Iron Works utilizes a multiple layer coating process variety of options, designs, and styles crafted for that ensures corrosion protection, durability outstanding value. Quality materials manufactured and a great appearance for years to come. to our exacting specifications allows us to provide Monumental Iron Works system will complement a durable, cost-effective fence system that will last any architectural design while providing elegance, for many years. security, and long lasting value. Top 3 Reasons to Buy Monumental Iron Works® 1. Made In America • Monumental Iron Works is made in America and can be ordered through your local Master Halco distributor location. -
The Datum Reference Frame1 Application of Datums Datums and Datum Reference Frames Are Considered to Be Absolutely Perfect, Which Makes Them Imaginary
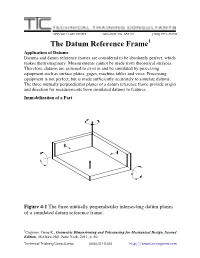
856 SALT LAKE COURT SAN JOSE, CA 95133 (408) 251–5329 The Datum Reference Frame1 Application of Datums Datums and datum reference frames are considered to be absolutely perfect, which makes them imaginary. Measurements cannot be made from theoretical surfaces. Therefore, datums are assumed to exist in and be simulated by processing equipment such as surface plates, gages, machine tables and vises. Processing equipment is not perfect, but is made sufficiently accurately to simulate datums. The three mutually perpendicular planes of a datum reference frame provide origin and direction for measurements from simulated datums to features. Immobilization of a Part Figure 4-1 The three mutually perpendicular intersecting datum planes of a simulated datum reference frame. 1Cogorno, Gene R., Geometric Dimensioning and Tolerancing for Mechanical Design, Second Edition, McGraw-Hill, New York, 2011, p. 50. Technical Training Consultants (408) 251-5329 http://www.ttc-cogorno.com Parts are thought to have six degrees of freedom, three degrees of translational freedom and three degrees of rotational freedom. A part can move back and forth in the X direction, in and out in the Y direction, and up and down in the Z direction, and rotate around the X-axis, around the Y-axis, and around the Z-axis as shown in Figure 4-1. A part is oriented and immobilized relative to the three mutually perpendicular intersecting datum planes of the datum reference frame in a selected order of precedence as shown in Figure 4-2. In order to properly place an imperfect, rectangular part in a simulated datum reference frame, the primary datum feature sits flat on one of the planes with a minimum of three points of contact that are not in a straight line. -
The Boilermaker Reporter ISSN No
The official publication of the International Brotherhood of Boilermakers, Iron Ship Builders, Blacksmiths, Forgers & Helpers, AFL-CIO/CLC THE REPORTER APRIL-JUNE 2019 AF FILI CLC Volume 58 | Number 2 ATED ~ AFL-CIO, Boilermakers revitalize shipbuilding in British Columbia SAFE. I AM ALWAYS WORKING SAFELY AND DEMAND THE SAME FROM THOSE AROUND ME. I AM A BOILERMAKER. LIVE THE CODE. ToTo learnlearn moremore aboutabout TheThe BoilermakerBoilermaker Code,Code, visitvisit BoilermakerCode.comBoilermakerCode.com THE contents APRIL-JUNE 2019 Volume 58, Number 2 NEWTON B. JONES features: International President and Editor-in-Chief WILLIAM T. CREEDEN International Secretary-Treasurer Boilermakers and Utility Workers INTERNATIONAL VICE PRESIDENTS sign historic agreement Lawrence McManamon, Great Lakes J. Tom Baca, Western States Warren Fairley, Southeast John T. Fultz, Northeast Arnie Stadnick, Canada EDITORIAL STAFF Amy Wiser 4 Managing Editor 51st annual Legislative Emily Allen Education Action Program Writer-Editor (LEAP) Conference Cynthia Stapp Writer-Editor Mary Echols Lead Designer Timothy Canon 22 Web Master Local 60 veterans receive Quilts of Valor The Boilermaker Reporter ISSN No. 1078-4101 is the official publication of the International Brotherhood of Boilermakers, Iron Ship Builders, Blacksmiths, Forgers, 31 and Helpers, AFL-CIO/CLC. It is published quarterly to disseminate information of use and interest to its members. Submissions from members, local lodges and subordinate or affiliated bodies are welcomed and encouraged. This publication is mailed free of charge to active members and retired members holding a Retired departments: Members Card. Others may subscribe for the price of $10 for three years. Standard Mail (A) postage paid at COMMENTARY ............................................. 2 Kansas City, Kan., and additional mailing offices. -
CHEMICAL GAUGE GUARDS Series
CHEMICAL GAUGE GUARDS Series GGS In the following text, the word “Instrument” refers to gauges, transducers, and sensors, used in conjunction with the gauge guard INSTALLATION & MAINTENANCE INSTRUCTIONS A. IMPORTANT – BEFORE INSTALLING Gauge guards will protect gauges and sensors from contact with chemicals, when properly installed and used within the recommended ranges of pressure, temperature, and chemical compatibility. The ultimate determination of material compatibility is previous successful use in the same application. Call our Technical Support for information about your application. VISUAL IDENTIFICATION OF MATERIAL BODY MATERIAL COLOR “PV” Dark Gray (Geon®) (PVC) (Polyvinylchloride) “GPP” Opaque (20% Glass-Filled Polypropylene) White “PF” Translucent (Kynar®) (PVDF) (Polyvinylidene Fluoride) White “CP” (Corzan CPVC) Light Gray Caution: Plastic materials degrade in ultraviolet (UV) light or sunlight. Caution: Instruments filled and installed at Plast-O-Matic are tested to the manufacturer's specified accuracy. Instrument accuracy is generally reduced by the guard, especially for low pressure range gauges. Caution: Do not apply pressure unless an instrument is installed. Release process pressure before removing the instrument from the guard. B. MAXIMUM PRESSURE RATING Series GGS Gauge Guards are rated for the full pressure range of the instrument supplied when the instrument is factory installed. When supplied without an instrument, they are rated according to the pressure/temperature de-rating chart printed in the catalog also available at: www.plastomatic.com/ggscatalog.pdf. C. FILLING & INSTRUMENT INSTALLATION Fill Liquid – Factory filled instruments are filled with an FDA approved Mineral Oil. Water can be used for room temperature applications. Guards that have an EPDM diaphragm should be filled with an EPDM compatible liquid such as Glycerin. -

Marking out -Metal
MARKING OUT - METAL ENGINEERS’ SQUARE SCRIBER Before cutting, shaping, drilling or just about doing anything to a piece of sheet metal, you should clearly mark out guidelines to help you work accurately. DIVIDERS There is a whole range of tools designed specifically to help you mark out your metal more easily. You will need to know how to describe these tools for the CENTRE PUNCH exam. Learn their names, their individual parts and learn how to describe how they are used. Click on the black squares above to find out more about the marking out tools used in metalwork. ODD LEG CALIPERS Brannock High School – Technology Department CRAFT & DESIGN SCRIBER WHAT IS IT ? A scriber – this one is double ended although they can be single ended. WHAT IS IT USED FOR ? It is basically used as a pencil when marking out in metalwork. If a pencil or pen was used to mark out in metalwork, the lines would easily rub off. The scriber scores a more permanent line on the surface of the metal which is easier to work with. Brannock High School – Technology Department CRAFT & DESIGN ENGINEERS` SQUARE WHAT IS IT ? An engineers` square is a metalwork tool used to mark out lines at right angles to an edge on metal. WHAT IS IT USED FOR ? The square is pushed against a straight side of the material (e.g. steel). An engineers scriber is then used to scratch a line onto the surface of the metal at right angles to the edge. Sometimes engineers blue (a dye/ink) is wiped onto the surface first so that the scratched line can be seen easily.