Millwright Apprenticeship. Related Training Modules. 440P
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Machining Accuracy of Machine Tools
Technical Information Machining Accuracy of Machine Tools Productivity and accuracy of machine tools are important competition aspects. Rapidly changing operating conditions for machine tools, however, make it diffi cult to increase productivity and accuracy. In the manufacture of parts, increasingly small batch sizes have to be produced economically, and yet accurately. In the aerospace industry, maximum cutting capacity is needed for the roughing processes, whereas the subsequent fi nishing processes must be executed with maximum precision. For milling high-quality molds, high material removal rates are required during roughing and excellent surface quality must be obtained after fi nishing. At the same time, maximum contouring feed rates are necessary to realize the required minimum distances between the paths within acceptable machining times. Thermal accuracy of machine tools is becoming increasingly important considering the strongly varying operating conditions in manufacturing. Especially with small production batches that require constantly changing machining tasks, a thermally stable condition cannot be reached. At the same time, the accuracy of the fi rst workpiece is becoming very important for the profi tability of production orders. Constant changes between drilling, roughing and fi nishing operations contribute to the fl uctuations in the thermal condition of a machine tool. During the roughing operations, the milling rates increase to values above 80 %, whereas values below 10 % are reached during fi nishing operations. The increasingly high accelerations and feed rates cause heating of the recirculating ball screw in linear feed drives. Position measurement in the feed drives therefore plays a central role in stabilizing the thermal behavior of machine tools. -

Introduction to Selecting Milling Tools Iimportant Decisions for the Selection of Cutting Tools for Standard Milling Operations
Introduction to Selecting Milling Tools IImportant decisions for the selection of cutting tools for standard milling operations The variety of shapes and materials machined on modern milling machines makes it impera- tive for machine operators to understand the decision-making process for selecting suitable cutting tools for each job. This course curriculum contains 16-hours of material for instructors to get their students ready to make basic decisions about which tools are suitable for standard milling operations. ©2016 MachiningCloud, Inc. All rights reserved. Table of Contents Introduction .................................................................................................................................... 2 Audience ..................................................................................................................................... 2 Purpose ....................................................................................................................................... 2 Lesson Objectives ........................................................................................................................ 2 Where to Start: A Blueprint and a Plan .......................................................................................... 3 Decision 1: What type of machining is needed? ............................................................................ 7 Decision 2: What is the workpiece material? ................................................................................. 7 ISO Material -

Lapping Plate
Lapping Plate 05M20.20 Patent Pending Lapping is the process of rubbing two surfaces together with an abrasive and a lubricant to improve the quality of at least one of the surfaces. Although lapping can be used to create fl at surfaces, in the context of woodworking, lapping better serves to minimize the roughness of a surface – known as surface conditioning. By minimizing the roughness in the sole of a plane, there is reduced friction between the plane and the workpiece, which in turn reduces abrasion. For blades or chisels, the cutting edge can be made sharper if both intersecting surfaces are free of scratches, even if the back of the blade isn’t perfectly fl at. Straight cutting edge on a lapped blade. Jagged cutting edge on a ground blade. Figure 1: A ground blade versus a lapped blade. Lapping can remove only small amounts of material. If the sole of your plane or the back of your blade is twisted, wavy or bowed, it will be necessary to sand or grind off the high points prior to lapping. Lapping is always performed with an abrasive oil slurry, which not only allows the object to slide Small Abrasive about the lapping plate (called a lap), but also Particles provides a means to remove abraded particles and worn abrasive. Oil Object Abraded Metal Lap Groove in Lap Large Abrasive Particles Figure 2: Lapping mechanics. 2 Important Notes The lapping plate is made of soft iron and will wear over time. These instructions provide information on how to ensure the lap remains fl at for a lifetime. -
Application-Carpenter-Millwright-Floor Layer-Lather-Piledriver- Cabinetmaker Apprenticeship Program
APPLICATION FOR APPRENTICESHIP PROGRAM YOU MUST BE 17 YEARS OF AGE TO BE IN THIS PROGRAM LOG #(S):______________________________________________ UBC ID:__________________________ I hereby make application for the __________________________________________________Apprenticeship Program. (List all trades interested in) NAME ____________________________________________________ DATE OF BIRTH Last First Middle Initial ADDRESS CITY STATE ZIP HOME PHONE CELL PHONE EMAIL _____________________________________________ GENDER ______ ETHNICITY __________________ 1. Are you at least 17 years of age? Yes No 2. Do you have a high school Diploma or GED? Yes No Date:__________________________ If no, what is the highest level of education completed? ______________________________________ 3. Are you aware that it may be necessary to comply with City, County, State or Federal requirements for work permits, health and safety permits, licenses or citizenship as required by law? Yes No 4. Are you a U.S. Military veteran? Yes No Branch ____________ Yr. Discharged ______Yrs. Service____ If yes, are you registered with helmets to hardhats? Yes No 5. Did you learn about the trades from a source other than a friend or family member? Yes No If yes, how did you learn about apprenticeship? _____________________________________________________ 6. Mark the appropriate box indicating the total number of months of work experience in any of the trades below. Can you provide documentation for all previous construction related work history? Yes No a. None b. 1-6 Months c. 7-12 Months d. 13-18 Months e. 19-24 Months f. 25-30 Months Concrete Forms Finish Carpentry Residential Frame Metal Frame Millwright Insulation Cabinet Maker Floor Layer Pile Driver Mechanic Acoustical Ceiling Drywall Drywall Finishing Plastering Machinist 7. -

Appendix D – Machining Guidelines
Appendix D – Machining Guidelines A. Holding and Chucking When holding any composite billet or part it is important to remember that, unlike metallic materials, polymers will deform/distort under excessive holding pressures. This is very important when machining parts/billets with a thin cross-section (0.250 in / 6.35 mm or under) and for finish machining. Parts/billets that are held too tightly may spring back after release from the holding mechanism and result in parts that are not concentric and/or undesirable dimensions. 1. Standard Jaw Chucking Four or six jaw chucks are acceptable for thick cross-section parts and billets. Ensure medium chucking jaw pressure to prevent material distortion. 2. Pie Jaw Chucking Pie jaw chucking, contacting as close to 90% of the OD as possible, is a superior holding method over standard jaw chucking. This works well for any operation and is preferred over standard chucking for finish machine operations. 3. Adhesive Bonding / Gluing As an alternate to standard chucking directly to the composite, a billet can be glued to a fixture of alternate material prior to machining operations. If this method is used, it is recommended that guidelines from the adhesive manufacturer be followed to ensure sufficient quantity and coverage. Both Loctite® 4090 and 3MTM Scotch-WeldTM Acrylic Adhesive 8405NS have been successfully used. 4. Holding Fixtures Use holding fixtures to grip composite components during finish machining operations. Holding fixtures shall contact 100%of either the OD or ID and should be a snug fit (in/out by hand). PTFE is the best material of construction for fixtures with PVC being a close (slightly more rigid) second choice. -

Love That Door Catalog
Welcome Home. Nothing adds a “wow” factor to a new home design like wrought iron doors and this is the #1 reason many homeowners make this front door statement. The juxtaposition of iron with brick construction visually suggests a permanence that no synthetic building material can emulate. The single or double wrought iron doors, manufactured by Love That Door and available from Acme Brick Stone & Tile stores, have multi-hued designs that demand attention, especially when framed by the rich patina of brick. We have over 100 designs to choose from and can custom design and build anything you desire in wrought iron access doors, iron garages and access gates, iron wine cellar doors, lighting fixtures and more. Wrought Iron Access Gates and Doors offer greater security than traditional wood doors. Keep your family and office more secure with a low maintenance, durable and custom iron door while increasing your curb appeal. Wrought Iron makes a fine choice for many reasons, but none more important than security. 2 lovethatdoor.com • brick.com 3 Transform Your Home Customers are amazed by the transformation that their iron dooor makes to their property. Versatile, robust and beautiful, it’s little wonder that a growing number of individuals are deciding on iron doors as the best option. We ensure that every single component of your iron entry door is tested and styled for optimal performance and durability. From compression tested locks to heavy duty barrel hinges, every part of the products we produce is fashioned with an exemplary end result in mind. 4 lovethatdoor.com • brick.com 5 Within an Arm’s Reach. -

Introduction to Turning Tools and Their Application Identification and Application of Cutting Tools for Turning
Introduction to Turning Tools and their Application Identification and application of cutting tools for turning The variety of cutting tools available for modern CNC turning centers makes it imperative for machine operators to be familiar with different tool geometries and how they are applied to common turning processes. This course curriculum contains 16-hours of material for instructors to get their students ready to identify different types of turning tools and their uses. ©2016 MachiningCloud, Inc. All rights reserved. Table of Contents Introduction .................................................................................................................................... 2 Audience ..................................................................................................................................... 2 Purpose ....................................................................................................................................... 2 Lesson Objectives ........................................................................................................................ 2 Anatomy of a turning tool............................................................................................................... 3 Standard Inserts .............................................................................................................................. 3 ANSI Insert Designations ............................................................................................................. 3 Insert Materials -

Implementation of Metal Casting Best Practices
Implementation of Metal Casting Best Practices January 2007 Prepared for ITP Metal Casting Authors: Robert Eppich, Eppich Technologies Robert D. Naranjo, BCS, Incorporated Acknowledgement This project was a collaborative effort by Robert Eppich (Eppich Technologies) and Robert Naranjo (BCS, Incorporated). Mr. Eppich coordinated this project and was the technical lead for this effort. He guided the data collection and analysis. Mr. Naranjo assisted in the data collection and analysis of the results and led the development of the final report. The final report was prepared by Robert Naranjo, Lee Schultz, Rajita Majumdar, Bill Choate, Ellen Glover, and Krista Jones of BCS, Incorporated. The cover was designed by Borys Mararytsya of BCS, Incorporated. We also gratefully acknowledge the support of the U.S. Department of Energy, the Advanced Technology Institute, and the Cast Metals Coalition in conducting this project. Disclaimer This report was prepared as an account of work sponsored by an Agency of the United States Government. Neither the United States Government nor any Agency thereof, nor any of their employees, makes any warranty, expressed or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any Agency thereof. The views and opinions expressed by the authors herein do not necessarily state or reflect those of the United States Government or any Agency thereof. -

Hand-Forging and Wrought-Iron Ornamental Work
This is a digital copy of a book that was preserved for generations on library shelves before it was carefully scanned by Google as part of a project to make the world’s books discoverable online. It has survived long enough for the copyright to expire and the book to enter the public domain. A public domain book is one that was never subject to copyright or whose legal copyright term has expired. Whether a book is in the public domain may vary country to country. Public domain books are our gateways to the past, representing a wealth of history, culture and knowledge that’s often difficult to discover. Marks, notations and other marginalia present in the original volume will appear in this file - a reminder of this book’s long journey from the publisher to a library and finally to you. Usage guidelines Google is proud to partner with libraries to digitize public domain materials and make them widely accessible. Public domain books belong to the public and we are merely their custodians. Nevertheless, this work is expensive, so in order to keep providing this resource, we have taken steps to prevent abuse by commercial parties, including placing technical restrictions on automated querying. We also ask that you: + Make non-commercial use of the files We designed Google Book Search for use by individuals, and we request that you use these files for personal, non-commercial purposes. + Refrain from automated querying Do not send automated queries of any sort to Google’s system: If you are conducting research on machine translation, optical character recognition or other areas where access to a large amount of text is helpful, please contact us. -
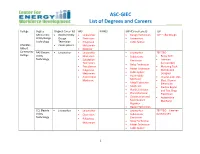
ASC-GIEC List of Degrees and Careers
ASC-GIEC List of Degrees and Careers College Degree Original Career list APS PVNGS SRP (Career Levels) TEP AAS Electric Electric Utility Lineworker Design Technician TEP – T&D Design Utility Design Design Electrician Lineworker Technology Technician Polyphase Cable Splicer Chandler- Cable splicers Meterman Gilbert Designer Community AAS Electric Lineworker Lineworker Lineworker TEP T&D College Utility Electrician Substations Relay Tech. Technology Substation Electrician Lineman Technician (Lineworker) Relay Technician Troubleman Metering Tech. Meter Technician Polyphase Distribution Meterman Cable Splicer Designer Automobile Automobile Heavy Equip. Ops Mechanic Mechanic Elect./Comm. Metal Fabricator Electrician Machinist Electric Repair Plant Electrician and Test Shop Plant Mechanic Electrician Construction and Automotive Maintenance Mechanic Repairer Design Technician CCL Electric Lineworker Lineworker Lineworker TEP T&D – Lineman Utility Electrician Substations (Lineworker) Technology Polyphase Electrician Relay Technician Meterman Meter Technician Cable Splicer 1 ASC-GIEC List of Degrees and Careers Automobile Mechanic Metal Fabricator Machinist Plant Electrician Plant Mechanic Construction and Maintenance Repairer AAS Engineering Engineering Engineering Technician Technician Technology I & C Relay Technician Technician Communications E&I Technician Technician Boilermaker Control Technician Millwright Electrical Repairman Pipefitter OR Pathway to Eng. Bachelor’s; Elect, -

Job Opening: Tig Welder Millwright
Job Opening: Tig Welder Millwright Position Overview The role of Journeyman Tig Welder Millwright is to compliment our current team of technicians and assist Knack’s food and beverage customer base with advanced welding, fabrication, and industrial support, to maintain and improve their processing operations. The scope ranges anywhere from day to day maintenance or welding repairs, up to the plant project scale. This takes place on the customer job site or at our shop. Required Personal Responsibilities: • Display Initiative and ability to work self-sufficiently with minimal supervision. Journeyman level experience. • Ability to be resourceful and independently creative to get the job done under pressure or tight timelines. • Work within a team environment and maintain a positive attitude. • Professional, informative, and responsive communication to the manager, staff and customers. • Interacts with customers to understand their requests or concerns. • Interacts with customers to provide feedback on job completion or the necessary performance of tasks. • Must be able to respond to plant emergencies as directed outside of normal working hours. • Operation, maintenance and repair of responsible tools and equipment. • High level of integrity. Required Technical Skills: • Understand, install, troubleshoot and maintain various types of food processing equipment including but not limited to: pumps, conveyors, agitators, tanks, exchangers, valving, etc. • Advanced Journeyman level sanitary stainless steel tig welding experience. • Journeyman ability to design, fabricate and build basic and/or complex structures, supports or framework. • Ability to perform oxy fuel and plasma cutting processes. • Perform safe rigging procedures for lifting or installing various equipment. • Perform demolition of equipment/systems and the ability to properly isolate, rig and remove safely and in proper sequence. -

Terry O'neil Mine Inspector St. Louis County 307 South First Street Virginia, MN 55792 218-7 42-9841 Joseph Austin Safety &
This document is made available electronically by the Minnesota Legislative Reference Library as part of an ongoing digital archiving project. http://www.leg.state.mn.us/lrl/lrl.asp the Terry O'Neil Joseph Austin Mine Inspector Safety & Risk Mgmt.' Director St. Louis County St. Louis County 307 South First Street 2503 Rice 'Lak~ Road Virginia, MN 55792 Duluth, MN 55811 218-7 42-9841 218-726-2139 The ANNUAL REPORT of the INSPECTOR OF MINES St. Louis County, Minnesota ******************** 2013 ******************** INSPECTOR OF MINES SAFETY & RISK MANAGEMENT DIRECTOR Terry O'Neil Joseph J. Austin 616 S. Main Street, Box 294 5888 Sunny Lane Biwabik, Minnesota 55708 Caribou Lake, MN 55811 HOME PHONE: 218-865-6978 OFFICE PHONE: 218-742-9841 OFFICE PHONE: 218-726-2139 CEll PHONE: 218-780-1306 CELL PHONE: 218-348-0355 E-MAIL: oneilt@ stlouiscountymn.gov E-MAIL: [email protected] FAX: 218-471-7270 FAX: 218-722-8860 ASSISTANT MINE INSPECTOR ASSISTANT MINE INSPECTOR Paul Wier Steve Manninen 2311 Station 44 Road 4502 Cedar Island Drive Eveleth, Minnesota 55734 Eveleth, Minnesota 55734 HOME PHONE: 218-744-2806 HOME PHONE: 218-744-2817 OFFICE PHONE: 218-742-9843 OFFICE PHONE: 218-742-9840 OFFICE AT NORTHLAND OFFICE BUILDING 307 South First Street, Virginia, Minnesota 55792 PHONE: 218-742-9841 ****************** THE ST. LOUIS COUNTY BOARD OF COMMISSIONERS District 1 .............................................................. Frank Jewel, Duluth, Minnesota District 2 ............................................................ Steven O'Neil, Duluth, Minnesota Angie Miller, Duluth, Minnesota District 3 .......................................................... Chris Dahlberg, Duluth, MiP.nesota District 4 ................................................................ Mike Forsman, Ely, Minnesota District 5 ................................................... Pete Stauber, Hermantown, Minnesota District 6 ............................................................ Keith Nelson, Virginia, Minnesota District 7 .....................................................