Quick Guide to Precision Measuring Instruments
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
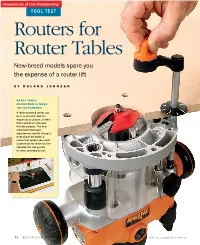
Routers for Router Tables New-Breed Models Spare You the Expense of a Router Lift
Compliments of Fine Woodworking TOOL TEST Routers for Router Tables New-breed models spare you the expense of a router lift BY ROLAND JOHNSON ABOVE-TABLE ADJUSTMENTS MAKE THE DIFFERENCE A table-mounted router can be very versatile. But it’s important to choose a router that’s designed expressly for that purpose. The best allow both bit-height adjustments and bit changes from above the table. A router that makes you reach underneath for these routine adjustments will quickly become annoying to use. 54 FINE WOODWO R K in G Photo, this page (right): Michael Pekovich outers are among the most versatile tools in the shop—the go-to gear Height adjustment Rwhen you want molded edges on lumber, dadoes in sheet stock, mortises for Crank it up. All the tools for adjusting loose tenons, or multiple curved pieces bit height worked well. Graduated that match a template. dials on the Porter-Cable Routers are no longer just handheld and the Triton are not tools. More and more woodworkers keep very useful. one mounted in a table. That gives more precise control over a variety of work, us- ing bits that otherwise would be too big to use safely. A table allows the use of feather- boards, hold-downs, a miter gauge, and other aids that won’t work with a hand- held router. With a table-mounted router, you can create moldings on large or small stock, make raised panels using large bits, cut sliding dovetails, and much more. Until recently, the best way to marry router and table was with a router lift, an expensive device that holds the router and allows you to change bits and adjust cut- ting height from above the table. -
Matchfit 360 System Workbench Plans Project Overview
MATCHFIT 360 SYSTEM WORKBENCH PLANS PROJECT OVERVIEW The MATCHFIT 360 System Workbench is an all-in-one multifunctional workbench. Using MATCHFIT Dovetail Clamps and Dovetail Hardware, it allows you to go beyond the edge and clamp anywhere on the surface for hassle-free assembly. TOOLS & MATERIALS - Table Saw - 3/4” MDF, 32”x72” - Router table - 16’ 1-1/2” thick hard maple - 5” wide - MATCHFIT Dovetail Router bit, or comparable - Adjustable Locking Router Guide - free plans HERE 14º, 1/2” diameter dovetail router bit - Vertical Edge Routing Guide - free plans HERE - 1/4” diameter straight router bit - 3/4” diameter forstner bit - 1” diameter forstner bit - 1-1/2” 10-32 panhead screws and washers - 1/2” diameter forstner bit - MATCHFIT Dovetail Hardware - 45 degree chamfer router bit - 3/4” good quality plywood, 32”x72” FREE DOWNLOADABLE JIG PLANS Scan this QR code for access to our library of free jig plans and for more information about the MATCHFIT 360 System. microjig.com/matchfitplans INSTRUCTIONS STEP 1 - CUT THE STOCK TO SIZE To create the top and vertical side of the 360 workbench, cut a sheet of 3/4” plywood to 45-1/2” x 29-1/2”, and another at 29-1/2” x 18-1/2” on the table saw. Next, cut a sheet of 3/4” MDF to 45-1/4” x 29-1/4”, and another at 29-1/4” x 17-1/4”. INSTRUCTIONS STEP 2 - LAMINATE PLYWOOD AND MDF TOGETHER Glue MDF and plywood together leaving 1/8” reveal on all sides. This is to ensure that you have a flat edge to run along the fence when cutting laminated pieces to final size on the table saw. -

Check Points for Measuring Instruments
Catalog No. E12024 Check Points for Measuring Instruments Introduction Measurement… the word can mean many things. In the case of length measurement there are many kinds of measuring instrument and corresponding measuring methods. For efficient and accurate measurement, the proper usage of measuring tools and instruments is vital. Additionally, to ensure the long working life of those instruments, care in use and regular maintenance is important. We have put together this booklet to help anyone get the best use from a Mitutoyo measuring instrument for many years, and sincerely hope it will help you. CONVENTIONS USED IN THIS BOOKLET The following symbols are used in this booklet to help the user obtain reliable measurement data through correct instrument operation. correct incorrect CONTENTS Products Used for Maintenance of Measuring Instruments 1 Micrometers Digimatic Outside Micrometers (Coolant Proof Micrometers) 2 Outside Micrometers 3 Holtest Digimatic Holtest (Three-point Bore Micrometers) 4 Holtest (Two-point/Three-point Bore Micrometers) 5 Bore Gages Bore Gages 6 Bore Gages (Small Holes) 7 Calipers ABSOLUTE Coolant Proof Calipers 8 ABSOLUTE Digimatic Calipers 9 Dial Calipers 10 Vernier Calipers 11 ABSOLUTE Inside Calipers 12 Offset Centerline Calipers 13 Height Gages Digimatic Height Gages 14 ABSOLUTE Digimatic Height Gages 15 Vernier Height Gages 16 Dial Height Gages 17 Indicators Digimatic Indicators 18 Dial Indicators 19 Dial Test Indicators (Lever-operated Dial Indicators) 20 Thickness Gages 21 Gauge Blocks Rectangular Gauge Blocks 22 Products Used for Maintenance of Measuring Instruments Mitutoyo products Micrometer oil Maintenance kit for gauge blocks Lubrication and rust-prevention oil Maintenance kit for gauge Order No.207000 blocks includes all the necessary maintenance tools for removing burrs and contamination, and for applying anti-corrosion treatment after use, etc. -

Active Extensional Faults in the Central-Eastern Iberian Chain, Spain
ISSN (print): 1698-6180. ISSN (online): 1886-7995 www.ucm.es/info/estratig/journal.htm Journal of Iberian Geology 38 (1) 2012: 127-144 http://dx.doi.org/10.5209/rev_JIGE.2012.v38.n1.39209 Active extensional faults in the central-eastern Iberian Chain, Spain Fallas activas extensionales en la Cordillera Ibérica centro-oriental J.L. Simón*, L.E. Arlegui, P. Lafuente, C.L. Liesa Dpt. Ciencias de la Tierra, Facultad de Ciencias, Universidad de Zaragoza, c/ Pedro Cerbuna 12, E-50009 Zaragoza, Spain [email protected], [email protected], [email protected], [email protected] *Corresponding author Received: 27/06/2011 / Accepted: 29/02/2012 Abstract Among the conspicuous extensional structures that accommodate the onshore deformation of the Valencia Trough at the central- eastern Iberian Chain, a number of large faults show evidence of activity during Pleistocene times. At the eastern boundary of the Jiloca graben, the Concud fault has moved since mid Pliocene times at an average rate of 0.07-0.08 mm/y, while rates from 0.08 to 0.33 mm/y have been calculated using distinct stratigraphic markers of Middle to Late Pleistocene age. A total of nine paleoseisms associated to this fault have been identified between 74.5 and 15 ka BP, with interseismic periods ranging from 4 to 11 ka, estimated coseismic displacements from 0.6 to 2.7 m, and potential magnitudes close to 6.8. The other master faults of the Jiloca graben (Ca- lamocha and Sierra Palomera faults) have also evidence of Pliocene to Late Pleistocene displacement, with average slip rates of 0.06 and 0.11-0.15 mm/y, respectively. -

Micro-Ruler MR-1 a NPL (NIST Counterpart in the U.K.)Traceable Certified Reference Material
Micro-Ruler MR-1 A NPL (NIST counterpart in the U.K.)Traceable Certified Reference Material . ATraceable “Micro-Ruler”. Markings are all on one side. Mirror image markings are provided so right reading numbers are always seen. The minimum increment is 0.01mm. The circles (diameter) and square boxes (side length) are 0.02, 0.05, 0.10, 0.50, 1.00, 2.00 and 5.00mm. 150mm OVERALL LENGTH 150mm uncertainty: ±0.0025mm, 0-10mm: ±0.0005mm) 0.01mm INCREMENTS, SQUARES & CIRCLES UP TO 5mm TED PELLA, INC. Microscopy Products for Science and Industry P. O. Box 492477 Redding, CA 96049-2477 Phone: 530-243-2200 or 800-237-3526 (USA) • FAX: 530-243-3761 [email protected] www.tedpella.com DOES THE WORLD NEED A TRACEABLE RULER? The MR-1 is labeled in mm. Its overall scale extends According to ISO, traceable measurements shall be over 150mm with 0.01mm increments. The ruler is designed to be viewed from either side as the markings made when products require the dimensions to be are both right reading and mirror images. This allows known to a specified uncertainty. These measurements the ruler marking to be placed in direct contact with the shall be made with a traceable ruler or micrometer. For sample, avoiding parallax errors. Independent of the magnification to be traceable the image and object size ruler orientation, the scale can be read correctly. There is must be measured with calibration standards that have a common scale with the finest (0.01mm) markings to traceable dimensions. read. We measure and certify pitch (the distance between repeating parallel lines using center-to-center or edge-to- edge spacing. -
A Mean-Line Model to Predict the Design Performance of Radial Inflow Turbines in Organic Rankine Cycles
UNIVERSITÀ DEGLI STUDI DI PADOVA DIPARTIMENTO DI INGEGNERIA INDUSTRIALE CORSO DI LAUREA MAGISTRALE IN INGEGNERIA ENERGETICA TECHNISCHE UNIVERSITÄT BERLIN INSTITUT FÜR ENERGIETECHNIK Tesi di Laurea Magistrale in Ingegneria Energetica A MEAN-LINE MODEL TO PREDICT THE DESIGN PERFORMANCE OF RADIAL INFLOW TURBINES IN ORGANIC RANKINE CYCLES Relatori: Prof. Andrea Lazzaretto Prof.ssa Tatjana Morozyuk (Technische Universität Berlin) Correlatore: Ing. Giovanni Manente Laureando: ANDREA PALTRINIERI ANNO ACCADEMICO 2013/2014 ii Abstract This Master Thesis contributes to the knowledge and the optimization of radial inflow turbine for the Organic Rankine Cycles application. A large amount of literature sources is analysed to understand in the better way the context in which this work is located. First of all, the ORC technology is studied, taking care of all the scientific aspects that characterize it: applications, cycle configurations and selection of the optimal working fluids. After that, the focus is pointed on the expanders, as they are the most important components of this kind of power production plants. Nevertheless. Their behaviour is not always wisely considered in an organic vision of the cycle. In fact, it has been noticed that mostly literature concerning the optimization of ORC considers the performances of the expander as a constant, omitting in this way an essential part of the optimisation process. Starting from these observations, in this Master Thesis radial inflow turbines are carefully analysed, performing a theoretical investigation of the achievable performance. Starting from a critical study of publications concerning the design of radial expanders, a theoretical model is proposed. Then, a design procedure of the geometrical and thermo dynamical characteristics of radial inflow turbine operating whit fluid R-245fa is implemented in a Matlab code. -

Multimedia Foundations Glossary of Terms Chapter 8 – Text
Multimedia Foundations Glossary of Terms Chapter 8 – Text Ascender Any part of a lowercase character that extends above the x-height, such as in the vertical stem of the letter b or h. Baseline And imaginary plane where the bottom edge of each character’s main body rests. Baseline Shift Refers to shifting the base of certain characters (up or down) to a new position. Capline An imaginary line denoting the tops of uppercase letters. Counter The enclosed or partially enclosed open area in letters such as O and G. Descender Any part of a character that extends below the baseline; such as in the bottom stroke of a y or p. Flush Left The alignment of text along a common left-edged line. Font Family A collection of related fonts – all of the bolds, italics, and so forth, in their various sizes. Gridline A matrix of evenly spaced vertical and horizontal lines that are superimposed overtop of the design window as a visual aid for aligning objects. Justification The term used when both the left and right edges of a paragraph are vertically aligned. Kerning A technique that selectively varies the amount of space between a single pair of letters and accounts for letter shape; allowing letters like A and V to extend into one another’s virtual blocks. Leading A term used to define the amount of space between vertically adjacent lines of text. Legibility Refers to a typeface’s characteristics and can change depending on font size. The more legible a typeface, the easier it is at a glance to distinguish and identify letters, numbers, and symbols. -

Wildland Fire Incident Management Field Guide
A publication of the National Wildfire Coordinating Group Wildland Fire Incident Management Field Guide PMS 210 April 2013 Wildland Fire Incident Management Field Guide April 2013 PMS 210 Sponsored for NWCG publication by the NWCG Operations and Workforce Development Committee. Comments regarding the content of this product should be directed to the Operations and Workforce Development Committee, contact and other information about this committee is located on the NWCG Web site at http://www.nwcg.gov. Questions and comments may also be emailed to [email protected]. This product is available electronically from the NWCG Web site at http://www.nwcg.gov. Previous editions: this product replaces PMS 410-1, Fireline Handbook, NWCG Handbook 3, March 2004. The National Wildfire Coordinating Group (NWCG) has approved the contents of this product for the guidance of its member agencies and is not responsible for the interpretation or use of this information by anyone else. NWCG’s intent is to specifically identify all copyrighted content used in NWCG products. All other NWCG information is in the public domain. Use of public domain information, including copying, is permitted. Use of NWCG information within another document is permitted, if NWCG information is accurately credited to the NWCG. The NWCG logo may not be used except on NWCG-authorized information. “National Wildfire Coordinating Group,” “NWCG,” and the NWCG logo are trademarks of the National Wildfire Coordinating Group. The use of trade, firm, or corporation names or trademarks in this product is for the information and convenience of the reader and does not constitute an endorsement by the National Wildfire Coordinating Group or its member agencies of any product or service to the exclusion of others that may be suitable. -

U.S. Natural Climate Solutions Accelerator Finalist: Forests of the Future: Replanting Burn Scars for Carbon Sequestration and Ecosystem Services
U.S. Natural Climate Solutions Accelerator Finalist: Forests of the Future: Replanting Burn Scars for Carbon Sequestration and Ecosystem Services. Collaboration between Coalitions and Collaboratives, Inc. (COCO) and RenewWest. Forests of the Future initiative aims to reforest post-fire landscapes that are not naturally recovering, and to develop an investable carbon-focused market mechanism and a “carbon reforestation fund” model to bring additional capital for reforestation and carbon sequestration. By quantifying tree growth into a carbon offset equivalent, an additional source of value is created for forest owners, which can be brought for sale to carbon offset buyers in the Western Climate Initiative (WCI) compliance marketplace in California and voluntary carbon markets. Conservation co-benefits include habitat restoration promoting biodiversity, improving soil health and preventing erosion, maintaining watershed health through improved stream clarity and temperature. Economic co-benefits include improving value of degraded lands, re-establishing working lands to sustainable Forest Stewardship Council (FSC) certified wood production, and creating a source of employment for rural communities engaged in a deforestation-free timber supply chain. Investors seeking low-correlated, attractive risk-adjusted prospects, can consider a fund of combined projects, which aims to provide predictable long-term market-rate returns and quantifiable environmental and social impacts. How it works: The pilot project will be implemented in Modoc County, California on an 11,516- acre parcel of land owned by Collins Timber, which is not naturally recovering after it burned in the 2012 Barry Point Fire. Following the 30-year project period, Collins Timber will retain the ability to use the lands for sustainable, mixed-age selective-harvest forestry, certified by FSC. -
Gauge Blocks and Accessories
for more than 70 Made in Germany years Gauge Blocks and Accessories Wear resistant Special Steel Ceramic Carbide DAkkS-Calibration Laboratory scope of accreditation according to the current annexe: KOLB & BAUMANN GMBH & CO. KG www.dakks.de PRECISION MEASURING TOOLS MAKERS DE-63741 ASCHAFFENBURG · DAIMLERSTR. 24 GERMANY PHONE +49 (6021) 3463-0 · FAX +49 (6021) 3463-40 www.koba.de · [email protected] Catalogue No. 1000/E/01/2012 Dear Customer, Today you have the documents of KOLB & BAUMANN in your hands. We are glad that you are interested in our products. The foundations of KOBA were laid more than 70 years ago and at the beginning the manufacture of gauge blocks was the major line. At that time gauge blocks were made out of steel. Later carbide and ceramic were added. Furthermore we manufacture accessories in order to extend the application of our gauge blocks. In order to complete the product range we started the manufacture of gauges. It was in 1979 when KOLB & BAUMANN got accredited by the PTB as the 8th DKD-calibration laboratory in Germany. This accreditation comprises the measured value "length” up to 1000 mm. Besides, KOBA is accredited laboratory for gauges and other measuring instruments. KOBA supplies world-wide into more than 70 countries and is also supplier for gauge blocks and calibration masters to various National Physical Laboratories. Our world-wide customers trust in KOBA-gauge blocks and gauges as a high- grade German quality product. Being a German family-based company we will do all efforts to keep the confidence in our products. -

Calibration Methods – Nomenclature and Classification
CHAPTER 8 CALIBRATION METHODS – NOMENCLATURE AND CLASSIFICATION Paweł Kościelniak Institute of Analytical Chemistry, Faculty of Chemistry, Jagiellonian University, R. Ingardena 3, 30-060 Kraków, Poland ABSTRACT Reviewing the analytical literature, including academic textbooks, one can notice that in fact there is no precise and clear terminology dealing with the analytical calibration. Especially a great confusion exists in nomenclature related to the calibration methods: not only different names are used with reference to a given method, but they do not express the principles and the nature of different methods properly (e.g. "the set of standard method" or "the internal standard method"). The problem mentioned above is of great importance. A lack of good terminology can be a source of misunderstandings and, consequently, can be even a reason of carrying out an analytical treatment against the rules. Finally, the aspect of rather psychological nature is worth to be stressed, namely just an analyst is (or should be at least) especially sensitive to such terms as "order" and "purity" irrespectively of what analytical area is considered. Chapter 8 1 INTRODUCTION Reading the professional literature, one is bound to arrive at the conclusion that in analytical chemistry there is a lack of clearly defined, current nomenclature relating to the problems of analytical calibration. It is characteristic that, among other things, in spite of the inevitable necessity of carrying out calibration in instrumental analysis and the common usage of the term ‘analytical calibration’ itself, it is not defined even in texts on nomenclature problems in chemistry [1,2], or otherwise the definitions are not connected with analytical practice [3]. -

Pressure Measuring Instruments
testo-312-2-3-4-P01 21.08.2012 08:49 Seite 1 We measure it. Pressure measuring instruments For gas and water installers testo 312-2 HPA testo 312-3 testo 312-4 BAR °C www.testo.com testo-312-2-3-4-P02 23.11.2011 14:37 Seite 2 testo 312-2 / testo 312-3 We measure it. Pressure meters for gas and water fitters Use the testo 312-2 fine pressure measuring instrument to testo 312-2 check flue gas draught, differential pressure in the combustion chamber compared with ambient pressure testo 312-2, fine pressure measuring or gas flow pressure with high instrument up to 40/200 hPa, DVGW approval, incl. alarm display, battery and resolution. Fine pressures with a resolution of 0.01 hPa can calibration protocol be measured in the range from 0 to 40 hPa. Part no. 0632 0313 DVGW approval according to TRGI for pressure settings and pressure tests on a gas boiler. • Switchable precision range with a high resolution • Alarm display when user-defined limit values are • Compensation of measurement fluctuations caused by exceeded temperature • Clear display with time The versatile pressure measuring instrument testo 312-3 testo 312-3 supports load and gas-rightness tests on gas and water pipelines up to 6000 hPa (6 bar) quickly and reliably. testo 312-3 versatile pressure meter up to Everything you need to inspect gas and water pipe 300/600 hPa, DVGW approval, incl. alarm display, battery and calibration protocol installations: with the electronic pressure measuring instrument testo 312-3, pressure- and gas-tightness can be tested.