Aluminum Cast Alloys: Enabling Tools for Improved Performance
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Treatise on Combined Metalworking Techniques: Forged Elements and Chased Raised Shapes Bonnie Gallagher
Rochester Institute of Technology RIT Scholar Works Theses Thesis/Dissertation Collections 1972 Treatise on combined metalworking techniques: forged elements and chased raised shapes Bonnie Gallagher Follow this and additional works at: http://scholarworks.rit.edu/theses Recommended Citation Gallagher, Bonnie, "Treatise on combined metalworking techniques: forged elements and chased raised shapes" (1972). Thesis. Rochester Institute of Technology. Accessed from This Thesis is brought to you for free and open access by the Thesis/Dissertation Collections at RIT Scholar Works. It has been accepted for inclusion in Theses by an authorized administrator of RIT Scholar Works. For more information, please contact [email protected]. TREATISE ON COMBINED METALWORKING TECHNIQUES i FORGED ELEMENTS AND CHASED RAISED SHAPES TREATISE ON. COMBINED METALWORKING TECHNIQUES t FORGED ELEMENTS AND CHASED RAISED SHAPES BONNIE JEANNE GALLAGHER CANDIDATE FOR THE MASTER OF FINE ARTS IN THE COLLEGE OF FINE AND APPLIED ARTS OF THE ROCHESTER INSTITUTE OF TECHNOLOGY AUGUST ( 1972 ADVISOR: HANS CHRISTENSEN t " ^ <bV DEDICATION FORM MUST GIVE FORTH THE SPIRIT FORM IS THE MANNER IN WHICH THE SPIRIT IS EXPRESSED ELIEL SAARINAN IN MEMORY OF MY FATHER, WHO LONGED FOR HIS CHILDREN TO HAVE THE OPPORTUNITY TO HAVE THE EDUCATION HE NEVER HAD THE FORTUNE TO OBTAIN. vi PREFACE Although the processes of raising, forging, and chasing of metal have been covered in most technical books, to date there is no major source which deals with the functional and aesthetic requirements -

Love That Door Catalog
Welcome Home. Nothing adds a “wow” factor to a new home design like wrought iron doors and this is the #1 reason many homeowners make this front door statement. The juxtaposition of iron with brick construction visually suggests a permanence that no synthetic building material can emulate. The single or double wrought iron doors, manufactured by Love That Door and available from Acme Brick Stone & Tile stores, have multi-hued designs that demand attention, especially when framed by the rich patina of brick. We have over 100 designs to choose from and can custom design and build anything you desire in wrought iron access doors, iron garages and access gates, iron wine cellar doors, lighting fixtures and more. Wrought Iron Access Gates and Doors offer greater security than traditional wood doors. Keep your family and office more secure with a low maintenance, durable and custom iron door while increasing your curb appeal. Wrought Iron makes a fine choice for many reasons, but none more important than security. 2 lovethatdoor.com • brick.com 3 Transform Your Home Customers are amazed by the transformation that their iron dooor makes to their property. Versatile, robust and beautiful, it’s little wonder that a growing number of individuals are deciding on iron doors as the best option. We ensure that every single component of your iron entry door is tested and styled for optimal performance and durability. From compression tested locks to heavy duty barrel hinges, every part of the products we produce is fashioned with an exemplary end result in mind. 4 lovethatdoor.com • brick.com 5 Within an Arm’s Reach. -

Galvalume Facts
GALVALUME FACTS Soldering Although GALVALUME® steel sheet can be soldered, the presence of a thin film of aluminum oxide on the surface makes soldering more difficult than when soldering galvanized products. When soldering is necessary, the techniques and fluxes used to solder aluminum should be used. Welding GALVALUME® steel sheet can be welded by conventional resistance and arc welding processes. The safety precautions are similar to those for hot-dip galvanized sheet. Because the surface contact resistance is low when compared with uncoated sheet, resistance welding of GALVALUME® steel sheet requires welding currents, welding times and electrode forces higher than those required for similar thicknesses of uncoated cold rolled steel. These welding parameters are similar to those normally used on galvanized steel. However, experience has shown that even more frequent electrode dressing is required, as compared with galvanized sheet, to achieve good welds. There is less fuming when welding GALVALUME® steel sheet than when welding galvanized sheet. The coating contains less zinc than a comparably thick galvanized coating. Nevertheless, adequate ventilation is required to remove the zinc oxide fumes. Fastening From a mechanical standpoint, any style of fastener suitable for use with sheet metal can be used to join GALVALUME® steel sheet to itself or to other parts, provided the fastener design is appropriate for the structural requirement of the application. The list of acceptable devices includes common fasteners like nuts and bolts, screws and rivets of all types, and special types like clamp fasteners, clips and blind screws. Corrosion characteristics of the fastener material should be carefully considered from two standpoints. -

Procedure 4.0—Hot Work Program (Hwp)
Hamilton College Occupational Health and Safety Procedures PROCEDURE 4.0—HOT WORK PROGRAM (HWP) 4.1 INTRODUCTION Purpose Regulations promulgated by the Occupational Safety and Health Administration (OSHA—29 CFR 1910.252— Welding, Cutting and Brazing) and the NYS Fire Code (Code Chapter 26—Hot Work) require facilities to develop procedures to protect both human health and welfare, and the facility itself, from the hazards posed by hot work in the workplace. This program is intended to provide the Hamilton College community with the guidance necessary to comply with these regulations. Scope Hamilton College is committed to providing a safe and healthful work environment for its students, employees and the greater college community. The following Hot Work Program (HWP) has been developed to eliminate or minimize risks to personnel, students, and campus facilities. While the greatest hot work risks arise from spark/slag producing activity (welding, cutting, brazing), other forms of hot work (pipe soldering, pipe thawing, etc.) may also present risks in the form of radiant heat and/or open flame. As such, certain elements of this program will pertain to all types of hot work activity, and others will only address the more dangerous activities that produce sparks. This HWP includes: • Identification of Responsibilities • Prohibited Hot Work Areas/Activities • Welding/Cutting/Brazing Authorization Process • Hot Work Permits • Special Considerations for Soldering/Other Hot Work Activities • Fire Watch • Contractors Applicability The Director of Environmental Protection, Safety & Sustainability (EPS&S) will maintain and update the College’s written Hot Work Program, and will work primarily with other relevant parties (the Physical Plant and certain academic departments) for training and compliance purposes. -

Implementation of Metal Casting Best Practices
Implementation of Metal Casting Best Practices January 2007 Prepared for ITP Metal Casting Authors: Robert Eppich, Eppich Technologies Robert D. Naranjo, BCS, Incorporated Acknowledgement This project was a collaborative effort by Robert Eppich (Eppich Technologies) and Robert Naranjo (BCS, Incorporated). Mr. Eppich coordinated this project and was the technical lead for this effort. He guided the data collection and analysis. Mr. Naranjo assisted in the data collection and analysis of the results and led the development of the final report. The final report was prepared by Robert Naranjo, Lee Schultz, Rajita Majumdar, Bill Choate, Ellen Glover, and Krista Jones of BCS, Incorporated. The cover was designed by Borys Mararytsya of BCS, Incorporated. We also gratefully acknowledge the support of the U.S. Department of Energy, the Advanced Technology Institute, and the Cast Metals Coalition in conducting this project. Disclaimer This report was prepared as an account of work sponsored by an Agency of the United States Government. Neither the United States Government nor any Agency thereof, nor any of their employees, makes any warranty, expressed or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any Agency thereof. The views and opinions expressed by the authors herein do not necessarily state or reflect those of the United States Government or any Agency thereof. -

Photochemical Machining
Design Guide to Photochemical Machining A World Apart in a World of Parts This “Design Guide to Photochemical Machining” was cre- ated for those involved with the designing or purchasing of Fotofab uses a special process called Photochemical Machining. Also known as chemical etching, acid etching, or milling, this process metal parts. While it provides general guidelines, Fotofab’s offers many advantages over traditional metal fabrication methods: Technical Sales Staff is available to assist Speed you with your specifi c requirements. • Tooling can be produced rapidly. • Parts can be produced and shipped within hours of receiving a print. By designing with an awareness of our process capabilities, you will minimize Flexibility • Many intricate part geometries, like those found in fi ne resolution the cost and delivery time of your metal screens, can be photochemically machined easily and economically. parts. We are ready to work with you, • Revisions to part designs are implemented quickly and inexpensively. • Brittle metals, which often fracture during conventional stamping, are machined without diffi culty. Just tell us what you need! Repeatability • Prototype and production quantities can be made using the same process and tooling. Contents • Extremely thin metal can be machined without distortion; dimensional accuracy actually increases as metal thickness decreases. The Fotofab Process • page 4 • Physical properties of the metal, such as hardness, strength and formability, are not changed by the process. Value-Added Services • page 7 • Magnetically soft materials can be fabricated while retaining their optimum permeability. Applications • page 8 • Parts are inherently free of burrs. Material Selection • page 10 Cost Effectiveness • Tooling and set-up costs are extremely low compared to hard tooling. -

Roofinox Soldering
Roofinox Soldering Soldering is the creation of a durable but detachable joining of two metals by melting a filling metal into a joint. This soft soldering process requires temperatures below 842°F, the typical soldering temperature for stainless steel tin-sol- der is around 480°F. Due to its specific surface Roofinox® stainless steel is readily solderable. The surfaces to be joined must be free of grease, dirt or other foreign matter. Stainless steel requires some adaptations such as a different flux than for copper and zinc. With the use of proper flux, techniques and tools Roofinox is easily solderable and provides durable water- proofing joints. By observing the following points, you will achieve an outstanding soldering quality. For durable and clean soldering joints the following tools are required: • Soldering iron with soldering bit • Solder (30 %, 40 %, 50 % solder possible) • Soldering stone / ammoniac stone (pure ammoniac, no tinned ammoniac stone) • Flux - Roofinox FLM • Flux brush • Cleaning tissue • Fresh water Flux For Roofinox and Roofinox tin-plated fluxes based on phosphoric acid are suitable. Not suitable are fluxes based on hydro- chloric acid or dilute hydrochloric acid or containing chloride ions. The industry offers a range of soldering fluxes suitable for stainless steel. Best results are achieved with Roofinox FLM. Roofinox FLM guarantees sufficient removal of the thin passive layer and prevents its renewed formation during soldering. They provide optimal wetting and cleanliness of the soldering area. If the soldered joint will be subjected to particular stress, please contact us. Conducting a solder test is recommended before beginning the job to ensure that the desired result will be achieved. -
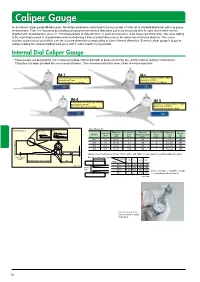
Caliper Gauge
Caliper Gauge As to internal caliper gauge IM-880 series, the distance between contact points facing outside is firstly set at standard dimension with ring gauge or micrometer. Then, it is measured by inserting contact point into internal dimension part to be measured after its outer dial of which moves together with rotated bezel is set at “0”. The displacement of indicator from “0” point of outer dial is to be measured at that time. The value adding to the read displacement to standard dimension or deducting it from standard dimension is the dimension of internal diameter. This series attaches spare contact point which cam set accurate dimension corresponding to size of internal dimension. External caliper gauge is opposite, namely reading the value by holding work piece with 2 contact points facing outside. Internal Dial Caliper Gauge • These gauges are designed for use in measuring deep internal diameter of bores of castings etc, and for internal reading in fabrications. Clearance has been provided for use in recessed bores. The convenient retraction lever allows one-hand operation. IM-1 IM-2 Maximum measuring depth 130mm Maximum measuring depth 180mm Graduation 0.1mm Graduation 0.1mm Measuring Range 10~100mm Measuring Range 10~100mm IM-4 Maximum measuring depth 100mm IM-5 Graduation 0.01mm Maximum measuring depth 150mm Measuring Range 10~30mm Graduation 0.01mm Measuring Range 20~40mm Specifications IM-1,2,4 IM-5 Dimensions (2.5) Measuring Indication Maximum Contact Point Measuring R1.5 Graduation Weight (2.5) 4 Model Range Error Measuring Depth Height Force φ2.5 (mm) (g) (mm) (mm) (mm) (mm) (N) IM-1 0.1 10~100 ±0.1 130 2 5 or less 500 IM-2 0.1 10~100 ±0.1 180 2 5 or less 620 IM-4 0.01 10~30 ±0.02 100 2 5 or less 500 24 IM-5 0.01 20~40 ±0.02 150 4 5 or less 600 Measuring Range Internal size of workpiece is 10mm, 15mm, 20mm and 30mm or over against measuring applicable depth. -

Table of Contents
Table of Contents Committees Preface Symposium A: Invited Lectures New Perspectives for Wrought Magnesium Alloys J. Bohlen, D. Letzig and K.U. Kainer 1 Automotive Mg Research and Development in North America J.A. Carpenter, J. Jackman, N.Y. Li, R.J. Osborne, B.R. Powell and P.S. Sklad 11 State of the Art in the Refining and Recycling of Magnesium L.F. Zhang and T. Dupont 25 Research and Development of Processing Technologies for Wrought Magnesium Alloys F.S. Pan, M.B. Yang, Y.L. Ma and G.S. Cole 37 Overview of CAST and Australian Magnesium Research D.H. StJohn 49 Development of Magnesium Alloys with High Performance S. Kamado and Y. Kojima 55 Symposium B: Cast Magnesium Alloys and Foundry Technologies Effects of Microstructure and Partial Melting on Tensile Properties of AZ91 Magnesium Cast Alloy T.P. Zhu, Z.W. Chen and W. Gao 65 Effect of Heat Treatment on the Microstructure and Creep Behavior of Mg-Sn-Ca Alloys T.A. Leil, Y.D. Huang, H. Dieringa, N. Hort, K.U. Kainer, J. Buršík, Y. Jirásková and K.P. Rao 69 Creep Behaviour and Microstructure of Magnesium Die Cast Alloys AZ91 and AE42 K. Wei, L.Y. Wei and R. Warren 73 Growth Rate of Small Fatigue Cracks of Cast Magnesium Alloy at Different Conditions X.S. Wang and J.H. Fan 77 A Cyclic Stress-Strain Constitutive Model for Polycrystalline Magnesium Alloy and its Application X.G. Zeng, Q.Y. Wang, J.H. Fan, Z.H. Gao and X.H. Peng 81 Dynamic Stress-Strain Behavior of AZ91 Alloy at High-Strain Rate G.Y. -

Quick Guide to Precision Measuring Instruments
E4329 Quick Guide to Precision Measuring Instruments Coordinate Measuring Machines Vision Measuring Systems Form Measurement Optical Measuring Sensor Systems Test Equipment and Seismometers Digital Scale and DRO Systems Small Tool Instruments and Data Management Quick Guide to Precision Measuring Instruments Quick Guide to Precision Measuring Instruments 2 CONTENTS Meaning of Symbols 4 Conformance to CE Marking 5 Micrometers 6 Micrometer Heads 10 Internal Micrometers 14 Calipers 16 Height Gages 18 Dial Indicators/Dial Test Indicators 20 Gauge Blocks 24 Laser Scan Micrometers and Laser Indicators 26 Linear Gages 28 Linear Scales 30 Profile Projectors 32 Microscopes 34 Vision Measuring Machines 36 Surftest (Surface Roughness Testers) 38 Contracer (Contour Measuring Instruments) 40 Roundtest (Roundness Measuring Instruments) 42 Hardness Testing Machines 44 Vibration Measuring Instruments 46 Seismic Observation Equipment 48 Coordinate Measuring Machines 50 3 Quick Guide to Precision Measuring Instruments Quick Guide to Precision Measuring Instruments Meaning of Symbols ABSOLUTE Linear Encoder Mitutoyo's technology has realized the absolute position method (absolute method). With this method, you do not have to reset the system to zero after turning it off and then turning it on. The position information recorded on the scale is read every time. The following three types of absolute encoders are available: electrostatic capacitance model, electromagnetic induction model and model combining the electrostatic capacitance and optical methods. These encoders are widely used in a variety of measuring instruments as the length measuring system that can generate highly reliable measurement data. Advantages: 1. No count error occurs even if you move the slider or spindle extremely rapidly. 2. You do not have to reset the system to zero when turning on the system after turning it off*1. -

Boilermaking Manual. INSTITUTION British Columbia Dept
DOCUMENT RESUME ED 246 301 CE 039 364 TITLE Boilermaking Manual. INSTITUTION British Columbia Dept. of Education, Victoria. REPORT NO ISBN-0-7718-8254-8. PUB DATE [82] NOTE 381p.; Developed in cooperation with the 1pprenticeship Training Programs Branch, Ministry of Labour. Photographs may not reproduce well. AVAILABLE FROMPublication Services Branch, Ministry of Education, 878 Viewfield Road, Victoria, BC V9A 4V1 ($10.00). PUB TYPE Guides Classroom Use - Materials (For Learner) (OW EARS PRICE MFOI Plus Postage. PC Not Available from EARS. DESCRIPTORS Apprenticeships; Blue Collar Occupations; Blueprints; *Construction (Process); Construction Materials; Drafting; Foreign Countries; Hand Tools; Industrial Personnel; *Industrial Training; Inplant Programs; Machine Tools; Mathematical Applications; *Mechanical Skills; Metal Industry; Metals; Metal Working; *On the Job Training; Postsecondary Education; Power Technology; Quality Control; Safety; *Sheet Metal Work; Skilled Occupations; Skilled Workers; Trade and Industrial Education; Trainees; Welding IDENTIFIERS *Boilermakers; *Boilers; British Columbia ABSTRACT This manual is intended (I) to provide an information resource to supplement the formal training program for boilermaker apprentices; (2) to assist the journeyworker to build on present knowledge to increase expertise and qualify for formal accreditation in the boilermaking trade; and (3) to serve as an on-the-job reference with sound, up-to-date guidelines for all aspects of the trade. The manual is organized into 13 chapters that cover the following topics: safety; boilermaker tools; mathematics; material, blueprint reading and sketching; layout; boilershop fabrication; rigging and erection; welding; quality control and inspection; boilers; dust collection systems; tanks and stacks; and hydro-electric power development. Each chapter contains an introduction and information about the topic, illustrated with charts, line drawings, and photographs. -

Monumental Iron Works®
Monumental Iron Works® 1 The Finest Ornamental Iron Crafted Elegance, Ornamental iron fences and gates have been Customized Construction the architectural choice for attractive security Monumental Iron Works is a modular system, worldwide for hundreds of years. Combining consisting of component parts designed to today’s technology with traditional elegance support each other. When completely assembled, and craftsmanship, Master Halco is able to offer these parts create one of the strongest ornamental a unique, ornamental solution with the look of fence systems on the market. Using industrial fencing forged by the hands of master blacksmiths. rivets, the constructed panels have the solid look and feel of authentic ornamental iron. Monumental Iron Works® fences and gates bring a combination of aesthetic elegance and With a riveted panel system, you can be sure security to residential, commercial, industrial, and the factory applied coating will offer years of institutional properties. Monumental Iron Works is maintenance and rust free elegance. Monumental sure to satisfy your architectural goals with a wide Iron Works utilizes a multiple layer coating process variety of options, designs, and styles crafted for that ensures corrosion protection, durability outstanding value. Quality materials manufactured and a great appearance for years to come. to our exacting specifications allows us to provide Monumental Iron Works system will complement a durable, cost-effective fence system that will last any architectural design while providing elegance, for many years. security, and long lasting value. Top 3 Reasons to Buy Monumental Iron Works® 1. Made In America • Monumental Iron Works is made in America and can be ordered through your local Master Halco distributor location.