Monumental Iron Works®
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Fire Protection of Steel Structures: Examples of Applications
Fire protection of steel structures: examples of applications Autor(en): Brozzetti, Jacques / Pettersson, Ove / Law, Margaret Objekttyp: Article Zeitschrift: IABSE proceedings = Mémoires AIPC = IVBH Abhandlungen Band (Jahr): 7 (1983) Heft P-61: Fire protection of steel structures: examples of applications PDF erstellt am: 06.10.2021 Persistenter Link: http://doi.org/10.5169/seals-37489 Nutzungsbedingungen Die ETH-Bibliothek ist Anbieterin der digitalisierten Zeitschriften. Sie besitzt keine Urheberrechte an den Inhalten der Zeitschriften. Die Rechte liegen in der Regel bei den Herausgebern. Die auf der Plattform e-periodica veröffentlichten Dokumente stehen für nicht-kommerzielle Zwecke in Lehre und Forschung sowie für die private Nutzung frei zur Verfügung. Einzelne Dateien oder Ausdrucke aus diesem Angebot können zusammen mit diesen Nutzungsbedingungen und den korrekten Herkunftsbezeichnungen weitergegeben werden. Das Veröffentlichen von Bildern in Print- und Online-Publikationen ist nur mit vorheriger Genehmigung der Rechteinhaber erlaubt. Die systematische Speicherung von Teilen des elektronischen Angebots auf anderen Servern bedarf ebenfalls des schriftlichen Einverständnisses der Rechteinhaber. Haftungsausschluss Alle Angaben erfolgen ohne Gewähr für Vollständigkeit oder Richtigkeit. Es wird keine Haftung übernommen für Schäden durch die Verwendung von Informationen aus diesem Online-Angebot oder durch das Fehlen von Informationen. Dies gilt auch für Inhalte Dritter, die über dieses Angebot zugänglich sind. Ein Dienst der ETH-Bibliothek ETH Zürich, Rämistrasse 101, 8092 Zürich, Schweiz, www.library.ethz.ch http://www.e-periodica.ch J% IABSE periodica 2/1983 IABSE PROCEEDINGS P-61/83 69 Fire Protection of Steel Structures — Examples of Applications Protection contre le feu des structures acier — Quelques exemples d'applications Brandschutz der Stahlkonstruktionen — Einige Anwendungsbeispiele Jacques BROZZETTI Margaret LAW Dir., Dep. -

A Comparison of Thixocasting and Rheocasting
A Comparison of Thixocasting and Rheocasting Stephen P. Midson The Midson Group, Inc. Denver, Colorado USA Andrew Jackson Arthur Jackson & Co., Ltd. Brighouse UK Abstract The first semi-solid casting process to be commercialized was thixocasting, where a pre-cast billet is re-heated to the semi-solid solid casting temperature. Advantages of thixocasting include the production of high quality components, while the main disadvantage is the higher cost associated with the production of the pre-cast billets. Commercial pressures have driven casters to examine a different approach to semi-solid casting, where the semi-solid slurry is generated directly from the liquid adjacent to a die casting machine. These processes are collectively referred to as rheocasting, and there are currently at least 15 rheocasting processes either in commercial production or under development around the world. This paper will describe technical aspects of both thixocasting and rheocasting, comparing the procedures used to generate the globular, semi-solid slurry. Two rheocasting processes will be examined in detail, one involved in the production of high integrity properties, while the other is focusing on reducing the porosity content of conventional die castings. Key Words Semi-solid casting, thixocasting, rheocasting, aluminum alloys 22 / 1 Introduction Semi-solid casting is a modified die casting process that reduces or eliminates the porosity present in most die castings [1] . Rather than using liquid metal as the feed material, semi-solid processing uses a higher viscosity feed material that is partially solid and partially liquid. The high viscosity of the semi-solid metal, along with the use of controlled die filling conditions, ensures that the semi-solid metal fills the die in a non-turbulent manner so that harmful gas porosity can be essentially eliminated. -

Love That Door Catalog
Welcome Home. Nothing adds a “wow” factor to a new home design like wrought iron doors and this is the #1 reason many homeowners make this front door statement. The juxtaposition of iron with brick construction visually suggests a permanence that no synthetic building material can emulate. The single or double wrought iron doors, manufactured by Love That Door and available from Acme Brick Stone & Tile stores, have multi-hued designs that demand attention, especially when framed by the rich patina of brick. We have over 100 designs to choose from and can custom design and build anything you desire in wrought iron access doors, iron garages and access gates, iron wine cellar doors, lighting fixtures and more. Wrought Iron Access Gates and Doors offer greater security than traditional wood doors. Keep your family and office more secure with a low maintenance, durable and custom iron door while increasing your curb appeal. Wrought Iron makes a fine choice for many reasons, but none more important than security. 2 lovethatdoor.com • brick.com 3 Transform Your Home Customers are amazed by the transformation that their iron dooor makes to their property. Versatile, robust and beautiful, it’s little wonder that a growing number of individuals are deciding on iron doors as the best option. We ensure that every single component of your iron entry door is tested and styled for optimal performance and durability. From compression tested locks to heavy duty barrel hinges, every part of the products we produce is fashioned with an exemplary end result in mind. 4 lovethatdoor.com • brick.com 5 Within an Arm’s Reach. -

Implementation of Metal Casting Best Practices
Implementation of Metal Casting Best Practices January 2007 Prepared for ITP Metal Casting Authors: Robert Eppich, Eppich Technologies Robert D. Naranjo, BCS, Incorporated Acknowledgement This project was a collaborative effort by Robert Eppich (Eppich Technologies) and Robert Naranjo (BCS, Incorporated). Mr. Eppich coordinated this project and was the technical lead for this effort. He guided the data collection and analysis. Mr. Naranjo assisted in the data collection and analysis of the results and led the development of the final report. The final report was prepared by Robert Naranjo, Lee Schultz, Rajita Majumdar, Bill Choate, Ellen Glover, and Krista Jones of BCS, Incorporated. The cover was designed by Borys Mararytsya of BCS, Incorporated. We also gratefully acknowledge the support of the U.S. Department of Energy, the Advanced Technology Institute, and the Cast Metals Coalition in conducting this project. Disclaimer This report was prepared as an account of work sponsored by an Agency of the United States Government. Neither the United States Government nor any Agency thereof, nor any of their employees, makes any warranty, expressed or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any Agency thereof. The views and opinions expressed by the authors herein do not necessarily state or reflect those of the United States Government or any Agency thereof. -

S2P Conference
The 9th International Conference on Semi-Solid Processing of Alloys and Composites —S2P Busan, Korea, Conference September 11-13, 2006 Qingyue Pan, Research Associate Professor Metal Processing Institute, WPI Worcester, Massachusetts Busan, a bustling city of approximately 3.7 million resi- Pusan National University, in conjunction with the Korea dents, is located on the Southeastern tip of the Korean Institute of Industrial Technology, and the Korea Society peninsula. It is the second largest city in Korea. Th e natu- for Technology of Plasticity hosted the 9th S2P confer- ral environment of Busan is a perfect example of harmony ence. About 180 scientists and engineers coming from 23 between mountains, rivers and sea. Its geography includes countries attended the conference to present and discuss all a coastline with superb beaches and scenic cliff s, moun- aspects on semi-solid processing of alloys and composites. tains which provide excellent hiking and extraordinary Eight distinct sessions contained 113 oral presentations views, and hot springs scattered throughout the city. and 61 posters. Th e eight sessions included: 1) alloy design, Th e 9th International Conference on Semi-Solid Pro- 2) industrial applications, 3) microstructure & properties, cessing of Alloys and Composites was held Sept. 11-13, 4) novel processes, 5) rheocasting, 6) rheological behavior, 2006 at Paradise Hotel, Busan. Th e fi ve-star hotel off ered a modeling and simulation, 7) semi-solid processing of high spectacular view of Haeundae Beach – Korea’s most popular melting point materials, and 8) semi-solid processing of resort, which was the setting for the 9th S2P conference. -
Caliper Gauge
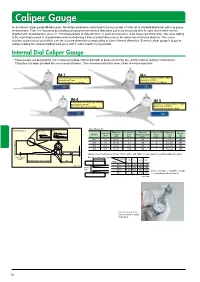
Caliper Gauge As to internal caliper gauge IM-880 series, the distance between contact points facing outside is firstly set at standard dimension with ring gauge or micrometer. Then, it is measured by inserting contact point into internal dimension part to be measured after its outer dial of which moves together with rotated bezel is set at “0”. The displacement of indicator from “0” point of outer dial is to be measured at that time. The value adding to the read displacement to standard dimension or deducting it from standard dimension is the dimension of internal diameter. This series attaches spare contact point which cam set accurate dimension corresponding to size of internal dimension. External caliper gauge is opposite, namely reading the value by holding work piece with 2 contact points facing outside. Internal Dial Caliper Gauge • These gauges are designed for use in measuring deep internal diameter of bores of castings etc, and for internal reading in fabrications. Clearance has been provided for use in recessed bores. The convenient retraction lever allows one-hand operation. IM-1 IM-2 Maximum measuring depth 130mm Maximum measuring depth 180mm Graduation 0.1mm Graduation 0.1mm Measuring Range 10~100mm Measuring Range 10~100mm IM-4 Maximum measuring depth 100mm IM-5 Graduation 0.01mm Maximum measuring depth 150mm Measuring Range 10~30mm Graduation 0.01mm Measuring Range 20~40mm Specifications IM-1,2,4 IM-5 Dimensions (2.5) Measuring Indication Maximum Contact Point Measuring R1.5 Graduation Weight (2.5) 4 Model Range Error Measuring Depth Height Force φ2.5 (mm) (g) (mm) (mm) (mm) (mm) (N) IM-1 0.1 10~100 ±0.1 130 2 5 or less 500 IM-2 0.1 10~100 ±0.1 180 2 5 or less 620 IM-4 0.01 10~30 ±0.02 100 2 5 or less 500 24 IM-5 0.01 20~40 ±0.02 150 4 5 or less 600 Measuring Range Internal size of workpiece is 10mm, 15mm, 20mm and 30mm or over against measuring applicable depth. -

Quick Guide to Precision Measuring Instruments
E4329 Quick Guide to Precision Measuring Instruments Coordinate Measuring Machines Vision Measuring Systems Form Measurement Optical Measuring Sensor Systems Test Equipment and Seismometers Digital Scale and DRO Systems Small Tool Instruments and Data Management Quick Guide to Precision Measuring Instruments Quick Guide to Precision Measuring Instruments 2 CONTENTS Meaning of Symbols 4 Conformance to CE Marking 5 Micrometers 6 Micrometer Heads 10 Internal Micrometers 14 Calipers 16 Height Gages 18 Dial Indicators/Dial Test Indicators 20 Gauge Blocks 24 Laser Scan Micrometers and Laser Indicators 26 Linear Gages 28 Linear Scales 30 Profile Projectors 32 Microscopes 34 Vision Measuring Machines 36 Surftest (Surface Roughness Testers) 38 Contracer (Contour Measuring Instruments) 40 Roundtest (Roundness Measuring Instruments) 42 Hardness Testing Machines 44 Vibration Measuring Instruments 46 Seismic Observation Equipment 48 Coordinate Measuring Machines 50 3 Quick Guide to Precision Measuring Instruments Quick Guide to Precision Measuring Instruments Meaning of Symbols ABSOLUTE Linear Encoder Mitutoyo's technology has realized the absolute position method (absolute method). With this method, you do not have to reset the system to zero after turning it off and then turning it on. The position information recorded on the scale is read every time. The following three types of absolute encoders are available: electrostatic capacitance model, electromagnetic induction model and model combining the electrostatic capacitance and optical methods. These encoders are widely used in a variety of measuring instruments as the length measuring system that can generate highly reliable measurement data. Advantages: 1. No count error occurs even if you move the slider or spindle extremely rapidly. 2. You do not have to reset the system to zero when turning on the system after turning it off*1. -

Boilermaking Manual. INSTITUTION British Columbia Dept
DOCUMENT RESUME ED 246 301 CE 039 364 TITLE Boilermaking Manual. INSTITUTION British Columbia Dept. of Education, Victoria. REPORT NO ISBN-0-7718-8254-8. PUB DATE [82] NOTE 381p.; Developed in cooperation with the 1pprenticeship Training Programs Branch, Ministry of Labour. Photographs may not reproduce well. AVAILABLE FROMPublication Services Branch, Ministry of Education, 878 Viewfield Road, Victoria, BC V9A 4V1 ($10.00). PUB TYPE Guides Classroom Use - Materials (For Learner) (OW EARS PRICE MFOI Plus Postage. PC Not Available from EARS. DESCRIPTORS Apprenticeships; Blue Collar Occupations; Blueprints; *Construction (Process); Construction Materials; Drafting; Foreign Countries; Hand Tools; Industrial Personnel; *Industrial Training; Inplant Programs; Machine Tools; Mathematical Applications; *Mechanical Skills; Metal Industry; Metals; Metal Working; *On the Job Training; Postsecondary Education; Power Technology; Quality Control; Safety; *Sheet Metal Work; Skilled Occupations; Skilled Workers; Trade and Industrial Education; Trainees; Welding IDENTIFIERS *Boilermakers; *Boilers; British Columbia ABSTRACT This manual is intended (I) to provide an information resource to supplement the formal training program for boilermaker apprentices; (2) to assist the journeyworker to build on present knowledge to increase expertise and qualify for formal accreditation in the boilermaking trade; and (3) to serve as an on-the-job reference with sound, up-to-date guidelines for all aspects of the trade. The manual is organized into 13 chapters that cover the following topics: safety; boilermaker tools; mathematics; material, blueprint reading and sketching; layout; boilershop fabrication; rigging and erection; welding; quality control and inspection; boilers; dust collection systems; tanks and stacks; and hydro-electric power development. Each chapter contains an introduction and information about the topic, illustrated with charts, line drawings, and photographs. -
The Boilermaker Reporter ISSN No
The official publication of the International Brotherhood of Boilermakers, Iron Ship Builders, Blacksmiths, Forgers & Helpers, AFL-CIO/CLC THE REPORTER APRIL-JUNE 2019 AF FILI CLC Volume 58 | Number 2 ATED ~ AFL-CIO, Boilermakers revitalize shipbuilding in British Columbia SAFE. I AM ALWAYS WORKING SAFELY AND DEMAND THE SAME FROM THOSE AROUND ME. I AM A BOILERMAKER. LIVE THE CODE. ToTo learnlearn moremore aboutabout TheThe BoilermakerBoilermaker Code,Code, visitvisit BoilermakerCode.comBoilermakerCode.com THE contents APRIL-JUNE 2019 Volume 58, Number 2 NEWTON B. JONES features: International President and Editor-in-Chief WILLIAM T. CREEDEN International Secretary-Treasurer Boilermakers and Utility Workers INTERNATIONAL VICE PRESIDENTS sign historic agreement Lawrence McManamon, Great Lakes J. Tom Baca, Western States Warren Fairley, Southeast John T. Fultz, Northeast Arnie Stadnick, Canada EDITORIAL STAFF Amy Wiser 4 Managing Editor 51st annual Legislative Emily Allen Education Action Program Writer-Editor (LEAP) Conference Cynthia Stapp Writer-Editor Mary Echols Lead Designer Timothy Canon 22 Web Master Local 60 veterans receive Quilts of Valor The Boilermaker Reporter ISSN No. 1078-4101 is the official publication of the International Brotherhood of Boilermakers, Iron Ship Builders, Blacksmiths, Forgers, 31 and Helpers, AFL-CIO/CLC. It is published quarterly to disseminate information of use and interest to its members. Submissions from members, local lodges and subordinate or affiliated bodies are welcomed and encouraged. This publication is mailed free of charge to active members and retired members holding a Retired departments: Members Card. Others may subscribe for the price of $10 for three years. Standard Mail (A) postage paid at COMMENTARY ............................................. 2 Kansas City, Kan., and additional mailing offices. -

From Raw Plate to Finished Product, We Provide Full Manufacturing Capabilities and Quality Die Components
STANDARD DIE SUPPLY A DIVISION OF READY TECHNOLOGY Global Supplier of Quality Die Components for 45+ Years From Raw Plate to Finished Product, We Provide Full Manufacturing Capabilities and Quality Die Components STANDARD DIE SUPPLY is your single source from manufacturing complete machined dies to supplying all your die component needs. STANDARD DIE SUPPLY A DIVISION OF READY TECHNOLOGY We’re READY when From manufacturing to assembly to stocking you need us with the products, processes die componets, Standard Die Supply has it all! and people to meet your needs. Services We back up our line of products and machining capabilities with dedicated designers, engineers, skilled craftsman and administrative support on the inside with a sales team of tooling Camdrives Manifold Plates professionals on the outside at each of our locations whose job it is to get you what you need and service your requirements. Inventory • Half a million dollar inventory stocked in Dayton • In stock orders ship the next day Manifold Cylinders Multi Plate Dies Manufacturing Certifications • ISO 9001:2015 Certified • Inspection and Quality Control Systems Well stocked inventory Gas Springs READY Bender® Dies Hydraulic Cams R&D Lab STANDARD DIE SUPPLY A DIVISION OF READY TECHNOLOGY Our Machining Capabilities Vertical Milling CNC Machining Cincinnati CNC Vertical Mill Tree CNC Vertical Mill (1) 45 Taper (1) 50 Taper 40 Taper Max travel: 38” Max travel: 66” (allows L-R clamping) (allows L-R clamping) X Axis: 40” X Axis: 72” Y Axis: 24” Y Axis: 30” Z Axis: 25” Z Axis: 30” Max Rpm: 3000 Okuma CNC Vertical Mill Horizontal Milling (50 Taper) Table Size: 25 x 60 DeVlieg 4K60 Horizontal X Axis: 49.2913” CNC Jig Mill (50 Taper) Y Axis: 24.8819” Table Size: 40 x 60 Z Axis: 24.13” X Axis: 60” Max RPM: 3000 Y Axis: 60” W: 20” Onsrud CNC Vertical Column Mill Z: 20” (50 Taper) Table Size: 120” x 48” X Axis: 125” Radial Drilling Y Axis: 61” Max power tap: 1-1/4” dia. -

Introduction and Classification of Forging Processes
NPTEL - Mechanical Engineering - Forming Introduction and classification of forging processes 1.1 Introduction: Bulk deformation processes involve shaping of materials to finished products which have small surface area to thickness or surface area to volume ratio. Sheet metal forming produces parts having large surface area to thickness ratio. In sheet metal forming thickness variations are not desirable. Examples for sheet metal forming are: beverage cans, automobile body etc. Bulk forming processes may be primary processes such as rolling of ingot to blooms or billets, in which the cast metal is formed into semi-finished raw material. In secondary forming, the raw materials, such as blooms, billets are converted into finished parts such as gears, wheels, spanners etc. Rolling, forging, extrusion and drawing are bulk forming processes. The present module describes the salient aspects of forging process. 1.2 Forging: In ancient times, people employed forging for making coins, jewelry, weapons, Forging is a deformation processing of materials through compressive stress. It is carried out either hot or cold. Hot forging is done at temperatures above recrystallization temperatures, typically 0.6 Tm, or above, where Tm is melting temperature. Warm forging is done in the temperature range: 0.3 Tm to 0.5 Tm. Cold forging has advantages such as good surface finish, high strength and greater accuracy. Hot forging requires lower loads, because flow stress gets reduced at higher temperatures. Strain rates in hot working may be high – 0.5 to 500 s-1. Strains in hot forging are also high – true strains of 2 to 4. Are common. Typical applications of forging include bolts, disks, gears, turbine disk, crank shaft, connecting rod, valve bodies, small components for hydraulic circuits etc. -
CHEMICAL GAUGE GUARDS Series
CHEMICAL GAUGE GUARDS Series GGS In the following text, the word “Instrument” refers to gauges, transducers, and sensors, used in conjunction with the gauge guard INSTALLATION & MAINTENANCE INSTRUCTIONS A. IMPORTANT – BEFORE INSTALLING Gauge guards will protect gauges and sensors from contact with chemicals, when properly installed and used within the recommended ranges of pressure, temperature, and chemical compatibility. The ultimate determination of material compatibility is previous successful use in the same application. Call our Technical Support for information about your application. VISUAL IDENTIFICATION OF MATERIAL BODY MATERIAL COLOR “PV” Dark Gray (Geon®) (PVC) (Polyvinylchloride) “GPP” Opaque (20% Glass-Filled Polypropylene) White “PF” Translucent (Kynar®) (PVDF) (Polyvinylidene Fluoride) White “CP” (Corzan CPVC) Light Gray Caution: Plastic materials degrade in ultraviolet (UV) light or sunlight. Caution: Instruments filled and installed at Plast-O-Matic are tested to the manufacturer's specified accuracy. Instrument accuracy is generally reduced by the guard, especially for low pressure range gauges. Caution: Do not apply pressure unless an instrument is installed. Release process pressure before removing the instrument from the guard. B. MAXIMUM PRESSURE RATING Series GGS Gauge Guards are rated for the full pressure range of the instrument supplied when the instrument is factory installed. When supplied without an instrument, they are rated according to the pressure/temperature de-rating chart printed in the catalog also available at: www.plastomatic.com/ggscatalog.pdf. C. FILLING & INSTRUMENT INSTALLATION Fill Liquid – Factory filled instruments are filled with an FDA approved Mineral Oil. Water can be used for room temperature applications. Guards that have an EPDM diaphragm should be filled with an EPDM compatible liquid such as Glycerin.