S2P Conference
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Magazine Lip Forming Tools
MAGAZINE LIP FORMING TOOLS Brownells Lip Forming Anvil and Yoke help the gunsmith alter original equipment-style, .45 caliber, 1911 Auto magazines to properly feed ammuni- tion with semi-wadcutter bullets. Issue-style feed lips are designed for round nose, 230 grain, jacketed bul- lets which have a long ogive and ride up the barrel’s feed ramp easily. Rounds loaded with shorter, lighter, blunt nosed or semi-wadcutter bullets can ei- ther run into the feed ramp as the slide carries them forward or “stand up” too soon and cause a smokestack jam. Changing the lip contour with these tools causes the magazine to release the rear of the cartridge sooner so the extractor can pick it up and help direct it up the ramp and into the chamber. Most aftermarket magazines like those made by Metalform, Wilson, Mc- Cormick, Pachmayr and others, already have a similar feed lip shape. The Lip Forming Anvil and Yoke can often be used to restore the lips on these magazines if they get damaged. READ & FOLLOW THESE m WARNING m Never attempt to disassemble or reassemble a firearm unless you are INSTRUCTIONS absolutely certain that it is empty and unloaded. Visually inspect the chamber, the magazine and firing mechanism to be absolutely certain that no ammunition remains in the firearm. Disassembly and reas- BROWNELLS GUNSMITHS DATA RING BINDER GUNSMITHS BROWNELLS DATA sembly should follow the manufacturer’s instructions. If such instruc- tions are not immediately available, contact the manufacturer to see if they are available. If they are not available at all, then you should 200 S. -

Metalworking & Forging Safety and Tool Use Certification (STUC
Metalworking & Forging Safety and Tool Use Certification (STUC) STUC-at-Home; Fall 2020 Thank you for registering for 1 or more Department STUCs! Fall 2020 OSA dates are September 14- December 23. We look forward to having you in the Shops soon! In this STUC packet, you will find: 1. CIADC Health Safety Guidelines (Before Entering and In-Shop) • Our guide on health safety measures that Staff, Students, Members, and Visitors must follow to ensure the health safety of everyone while at CIADC. We appreciate your cooperation with this! For more details about our Healthy Safety Plan, click here. 2. Metal Shop-Specific PPE – Shared vs. Purchase • What PPE is required in the Metal Shop, and what we require/recommend YOU purchase 3. Metalworking & Forging Department STUC • **NEW** Items in Department • General and Department-specific information for you to know 4. Metalworking & Forging Department Material & Supply Purchase Form • What is currently offered 4-Sale in the Metal Shop 5. Metalworking & Forging Department Resource List • Where else to purchase material, supplies, PPE, etc. specific to Department 6. **NEW** Members: CNC Machining Services 7. OSA Reservation Procedure • To ensure we do not exceed the maximum safe amount of people in Shops during OSA, we are implementing an OSA reservation system 8. Programming Schedule • Class and OSA schedule for the upcoming term To Complete STUC: 1. Submit shop-specific online STUC quiz (click here for link) 2. Pre-Pay for 5-OSAs (Access Members only; will be invoiced) 3. Renew Liability Waiver (as -

Fire Protection of Steel Structures: Examples of Applications
Fire protection of steel structures: examples of applications Autor(en): Brozzetti, Jacques / Pettersson, Ove / Law, Margaret Objekttyp: Article Zeitschrift: IABSE proceedings = Mémoires AIPC = IVBH Abhandlungen Band (Jahr): 7 (1983) Heft P-61: Fire protection of steel structures: examples of applications PDF erstellt am: 06.10.2021 Persistenter Link: http://doi.org/10.5169/seals-37489 Nutzungsbedingungen Die ETH-Bibliothek ist Anbieterin der digitalisierten Zeitschriften. Sie besitzt keine Urheberrechte an den Inhalten der Zeitschriften. Die Rechte liegen in der Regel bei den Herausgebern. Die auf der Plattform e-periodica veröffentlichten Dokumente stehen für nicht-kommerzielle Zwecke in Lehre und Forschung sowie für die private Nutzung frei zur Verfügung. Einzelne Dateien oder Ausdrucke aus diesem Angebot können zusammen mit diesen Nutzungsbedingungen und den korrekten Herkunftsbezeichnungen weitergegeben werden. Das Veröffentlichen von Bildern in Print- und Online-Publikationen ist nur mit vorheriger Genehmigung der Rechteinhaber erlaubt. Die systematische Speicherung von Teilen des elektronischen Angebots auf anderen Servern bedarf ebenfalls des schriftlichen Einverständnisses der Rechteinhaber. Haftungsausschluss Alle Angaben erfolgen ohne Gewähr für Vollständigkeit oder Richtigkeit. Es wird keine Haftung übernommen für Schäden durch die Verwendung von Informationen aus diesem Online-Angebot oder durch das Fehlen von Informationen. Dies gilt auch für Inhalte Dritter, die über dieses Angebot zugänglich sind. Ein Dienst der ETH-Bibliothek ETH Zürich, Rämistrasse 101, 8092 Zürich, Schweiz, www.library.ethz.ch http://www.e-periodica.ch J% IABSE periodica 2/1983 IABSE PROCEEDINGS P-61/83 69 Fire Protection of Steel Structures — Examples of Applications Protection contre le feu des structures acier — Quelques exemples d'applications Brandschutz der Stahlkonstruktionen — Einige Anwendungsbeispiele Jacques BROZZETTI Margaret LAW Dir., Dep. -

A Comparison of Thixocasting and Rheocasting
A Comparison of Thixocasting and Rheocasting Stephen P. Midson The Midson Group, Inc. Denver, Colorado USA Andrew Jackson Arthur Jackson & Co., Ltd. Brighouse UK Abstract The first semi-solid casting process to be commercialized was thixocasting, where a pre-cast billet is re-heated to the semi-solid solid casting temperature. Advantages of thixocasting include the production of high quality components, while the main disadvantage is the higher cost associated with the production of the pre-cast billets. Commercial pressures have driven casters to examine a different approach to semi-solid casting, where the semi-solid slurry is generated directly from the liquid adjacent to a die casting machine. These processes are collectively referred to as rheocasting, and there are currently at least 15 rheocasting processes either in commercial production or under development around the world. This paper will describe technical aspects of both thixocasting and rheocasting, comparing the procedures used to generate the globular, semi-solid slurry. Two rheocasting processes will be examined in detail, one involved in the production of high integrity properties, while the other is focusing on reducing the porosity content of conventional die castings. Key Words Semi-solid casting, thixocasting, rheocasting, aluminum alloys 22 / 1 Introduction Semi-solid casting is a modified die casting process that reduces or eliminates the porosity present in most die castings [1] . Rather than using liquid metal as the feed material, semi-solid processing uses a higher viscosity feed material that is partially solid and partially liquid. The high viscosity of the semi-solid metal, along with the use of controlled die filling conditions, ensures that the semi-solid metal fills the die in a non-turbulent manner so that harmful gas porosity can be essentially eliminated. -

Hand-Forging and Wrought-Iron Ornamental Work
This is a digital copy of a book that was preserved for generations on library shelves before it was carefully scanned by Google as part of a project to make the world’s books discoverable online. It has survived long enough for the copyright to expire and the book to enter the public domain. A public domain book is one that was never subject to copyright or whose legal copyright term has expired. Whether a book is in the public domain may vary country to country. Public domain books are our gateways to the past, representing a wealth of history, culture and knowledge that’s often difficult to discover. Marks, notations and other marginalia present in the original volume will appear in this file - a reminder of this book’s long journey from the publisher to a library and finally to you. Usage guidelines Google is proud to partner with libraries to digitize public domain materials and make them widely accessible. Public domain books belong to the public and we are merely their custodians. Nevertheless, this work is expensive, so in order to keep providing this resource, we have taken steps to prevent abuse by commercial parties, including placing technical restrictions on automated querying. We also ask that you: + Make non-commercial use of the files We designed Google Book Search for use by individuals, and we request that you use these files for personal, non-commercial purposes. + Refrain from automated querying Do not send automated queries of any sort to Google’s system: If you are conducting research on machine translation, optical character recognition or other areas where access to a large amount of text is helpful, please contact us. -

Abana Controlled Hand Forging Study Guide As Paginated by the Guild of Metalsmiths - Abana Chapter - Jan 2020 Index
ABANA CONTROLLED HAND FORGING STUDY GUIDE AS PAGINATED BY THE GUILD OF METALSMITHS - ABANA CHAPTER - JAN 2020 INDEX Lesson Number Number Description of Pages Credits (click on box) L 1.01 Drawing Out: Draw a sharp point on a 1/2" square bar 3 Peter Ross and Doug Wilson L 2.01 Hot Punching: Create holes or recesses in bars or plate by driving 2 By Doug Wilson Illustrations by Tom Latané punches into or through hot material. L 3.01 Drawing Out a Round Taper 3 By Jay Close Illustrations by Tom Latané L 4.01 Bending Bar Stock 5 By Jay Close Illustrations by Tom Latané L 5.01 Twisting a Square Bar 4 By Bob Fredell Illustrations by Tom Latané L 6.01 Drawing , Punching, and Bending 4 By Peter Ross Illustrations by Tom Latané L 7.01 Upsetting a Square Bar 3 By Peter Ross Illustrations by Tom Latané L 8.01 Slitting and Drifting Two Mortises or Slots in a Square Sectioned Bar 5 By Jay Close llustrations by Doug Wilson, photos by Jay Close L 9.01 Mortise and Tenon Joinery 3 Text and Illustrations by Doug Wilson L 10.01 Forge Welding 6 By Dan Nauman Illustrations by Tom Latané Photos by Dan Nauman L 11.01 Drawing Down - Part One 6 by Jay Close Illustrations by Tom Latané, photos by Jay Close and Jane Gulden L 11.07 Drawing Down - Part Two 6 by Jay Close Illustrations by Tom Latané, photos by Jay Close and Jane Gulden L 12.01 Forging a Shoulder 4 by Bob Fredell Illustrations by Tom Latané L 13.01 Cutting a Bar 2 by Dan Nauman Illustrations by Doug Wilson L 14.01 Forging a 90-degree Corner 3 Text and Photos by Dan Nauman L 15.01 Forge an Eye on the -

Boilermaking Manual. INSTITUTION British Columbia Dept
DOCUMENT RESUME ED 246 301 CE 039 364 TITLE Boilermaking Manual. INSTITUTION British Columbia Dept. of Education, Victoria. REPORT NO ISBN-0-7718-8254-8. PUB DATE [82] NOTE 381p.; Developed in cooperation with the 1pprenticeship Training Programs Branch, Ministry of Labour. Photographs may not reproduce well. AVAILABLE FROMPublication Services Branch, Ministry of Education, 878 Viewfield Road, Victoria, BC V9A 4V1 ($10.00). PUB TYPE Guides Classroom Use - Materials (For Learner) (OW EARS PRICE MFOI Plus Postage. PC Not Available from EARS. DESCRIPTORS Apprenticeships; Blue Collar Occupations; Blueprints; *Construction (Process); Construction Materials; Drafting; Foreign Countries; Hand Tools; Industrial Personnel; *Industrial Training; Inplant Programs; Machine Tools; Mathematical Applications; *Mechanical Skills; Metal Industry; Metals; Metal Working; *On the Job Training; Postsecondary Education; Power Technology; Quality Control; Safety; *Sheet Metal Work; Skilled Occupations; Skilled Workers; Trade and Industrial Education; Trainees; Welding IDENTIFIERS *Boilermakers; *Boilers; British Columbia ABSTRACT This manual is intended (I) to provide an information resource to supplement the formal training program for boilermaker apprentices; (2) to assist the journeyworker to build on present knowledge to increase expertise and qualify for formal accreditation in the boilermaking trade; and (3) to serve as an on-the-job reference with sound, up-to-date guidelines for all aspects of the trade. The manual is organized into 13 chapters that cover the following topics: safety; boilermaker tools; mathematics; material, blueprint reading and sketching; layout; boilershop fabrication; rigging and erection; welding; quality control and inspection; boilers; dust collection systems; tanks and stacks; and hydro-electric power development. Each chapter contains an introduction and information about the topic, illustrated with charts, line drawings, and photographs. -

Monumental Iron Works®
Monumental Iron Works® 1 The Finest Ornamental Iron Crafted Elegance, Ornamental iron fences and gates have been Customized Construction the architectural choice for attractive security Monumental Iron Works is a modular system, worldwide for hundreds of years. Combining consisting of component parts designed to today’s technology with traditional elegance support each other. When completely assembled, and craftsmanship, Master Halco is able to offer these parts create one of the strongest ornamental a unique, ornamental solution with the look of fence systems on the market. Using industrial fencing forged by the hands of master blacksmiths. rivets, the constructed panels have the solid look and feel of authentic ornamental iron. Monumental Iron Works® fences and gates bring a combination of aesthetic elegance and With a riveted panel system, you can be sure security to residential, commercial, industrial, and the factory applied coating will offer years of institutional properties. Monumental Iron Works is maintenance and rust free elegance. Monumental sure to satisfy your architectural goals with a wide Iron Works utilizes a multiple layer coating process variety of options, designs, and styles crafted for that ensures corrosion protection, durability outstanding value. Quality materials manufactured and a great appearance for years to come. to our exacting specifications allows us to provide Monumental Iron Works system will complement a durable, cost-effective fence system that will last any architectural design while providing elegance, for many years. security, and long lasting value. Top 3 Reasons to Buy Monumental Iron Works® 1. Made In America • Monumental Iron Works is made in America and can be ordered through your local Master Halco distributor location. -
Monte Carlo Stock
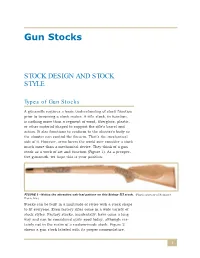
Gun Stocks STOCK DESIGN AND STOCK STYLE Types of Gun Stocks A gunsmith requires a basic understanding of stock function prior to becoming a stock maker. A rifle stock, in function, is nothing more than a segment of wood, fiberglass, plastic, or other material shaped to support the rifle’s barrel and action. It also functions to conform to the shooter’s body so the shooter can control the firearm. That’s the mechanical side of it. However, arms lovers the world over consider a stock much more than a mechanical device. They think of a gun stock as a work of art and function (Figure 1). As a prospec- tive gunsmith, we hope this is your position. FIGURE 1—Notice the attractive oak-leaf pattern on this Bishop-III stock. (Photo courtesy of Reinhart Fajen, Inc.) Stocks can be built in a multitude of styles with a stock shape to fit everyone. Even factory rifles come in a wide variety of stock styles. Factory stocks, incidentally, have come a long way and can be considered quite good today, although cer- tainly not in the realm of a custom-made stock. Figure 2 shows a gun stock labeled with its proper nomenclature. 1 FIGURE 2—Become familiar with the names of the parts of a gun stock. Early Stock Design Turning the pages of gun history to an earlier time reveals that the first stocks well known to American shooters had a great deal to do with contemporary stock designs. However, such muzzleloader stocks left a lot to be desired. -

BULK DEFORMATION PROCESSES in METALWORKING Introduction 1
Introduction BULK DEFORMATION • Input: bulk materials in a form of cylindrical bars PROCESSES IN and billets, rectangular billets and slabs or METALWORKING elementary shapes • Process: large plastic deformation - Rolling, 1. Rolling Forging, Extrusion and Wire and Bar drawing 2. Forging under cold, warm and hot working conditions 3. Extrusion • Output: work materials for subsequent processes or final products (net shaping) 4. Wire and Bar Drawing 1 2 1. Rolling Process Information • Thickness of a work material is reduced by the • Cold Rolling compressive forces exerted by two opposing rolls. • Ingot casting – Input: Molten metal – tight tolerance, better – plates (>6mm or 1/4 in) - ship hull, bridge surface and mechanical – sheets (<6mm) - car bodies, appliance – Output: Ingot properties – foil (<0.1mm) - aluminum foil • Soaking • Hot Rolling • Flat (typical) and shape rolling – Input: Ingot – above recrystallization temp. • Equipment: roll mills (expansive) – Output: heated Ingot (450C for Al alloy, 1250C for steel alloy and 1650C for • Hot rolling – large deformation, low force, no residual • Rolling refractory alloy) converts the stress and isotropic properties but problems with – Input: Heated Ingot cast structure to a wrought tolerance and surface finish – Output: bloom, billet or structure slab • Cold Rolling - strengthen, tight tolerance, better surface – Heavy scale forms on the surface. 3 4 Flat rolling Spreading: Conservation of Mass Rolling Analysis I • Friction at the entrance controls the maximum possible draft. towo Lo = t f wf L f dmax = maximum draft (mm); vr or towovo = t f wf v f 2 µ = the coefficient of friction; dmax = µ R where R R = Roll Radius (mm) Draft: d = to − t f θ d • It however depending on lubrication, work and roller materials Reduction:r = and temperature. -

Development of Guidelines for Warm Forging of Steel Parts
Development of Guidelines for Warm Forging of Steel Parts THESIS Presented in Partial Fulfillment of the Requirements for the Degree Master of Science in the Graduate School of The Ohio State University By Niranjan Rajagopal, B.Tech Graduate Program in Industrial and Systems Engineering The Ohio State University 2014 Master's Examination Committee: Dr.Taylan Altan, Advisor Dr.Jerald Brevick Copyright by Niranjan Rajagopal 2014 ABSTRACT Warm forging of steel is an alternative to the conventional hot forging technology and cold forging technology. It offers several advantages like no flash, reduced decarburization, no scale, better surface finish, tight tolerances and reduced energy when compared to hot forging and better formability, lower forming pressures and higher deformation ratios when compared to cold forging. A system approach to warm forging has been considered. Various aspects of warm forging process such as billet, tooling, billet/die interface, deformation zone/forging mechanics, presses for warm forging, warm forged products, economics of warm forging and environment & ecology have been presented in detail. A case study of forging of a hollow shaft has been discussed. A comparison of forging loads and energy required to forge the hollow shaft using cold, warm and hot forging process has been presented. ii DEDICATION This document is dedicated to my family. iii ACKNOWLEDGEMENTS I am grateful to my advisor, Prof. Taylan Altan for accepting me in his research group, Engineering Research Center for Net Shape Manufacturing (ERC/NSM) and allowing me to do thesis under his supervision. The support of Dr. Jerald Brevick along with other professors at The Ohio State University was also very important in my academic and professional development. -

Design of Forming Processes: Bulk Forming
1 Design of Forming Processes: Bulk Forming Chester J. Van Tyne Colorado School of Mines, Golden, Colorado, U.S.A. I. BULK DEFORMATION atures relative to the melting point of the metal. Hot working occurs at temperatures above tJllerecrystalliza- Bulk defonnation is a metal-fonning process where the tion temperature of the metal. There is a third temper- defonnation is three-dimensional in nature. The pri- ature range, warm working, which is being critically mary use of the tenn bulk deformation is to distinguish it examined due to energy savings and is, in some cases, from sheet-fonning processes. In sheet-forming opera- used by industries. tions, the defonnation stressesare usually in the plane of the sheet metal, whereas in bulk defonnation, the 1. Cold Working Temperatures defonnation stresses possess components in all three Cold working usually refers to metal deformation that is coordinate directions. Bulk defonnation includes metal carried out at room temperature. Th,~ phenomenon working processes such as forging, extrusion, rolling, associated with cold work occurs wht:n the metal is and drawing. deformed at temperatures that are about 30% or less of its melting temperature on an absolute temperature scale. During cold work, the metal ,~xperiences an II. CLASSIFICATION OF DEFORMATION increased number of dislocations and elltanglement of PROCESSES these dislocations, causing strain hardening. With strain hardening, the strength of the metal increases with The classification of deformation processescan be done deformation. To recrystallize the metal, ;i thermal treat- in one of several ways. The more common classification ment, called an anneal, is often needed. During anneal- schemes are based on temperature, flow behavior, and ing, the strength of the metal can be drastically reduced stressstate.