Introduction to Aluminum Sheet the Aluminum Transportation Group Presenter
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Guide to Stainless Steel Finishes
Guide to Stainless Steel Finishes Building Series, Volume 1 GUIDE TO STAINLESS STEEL FINISHES Euro Inox Euro Inox is the European market development associa- Full Members tion for stainless steel. The members of Euro Inox include: Acerinox, •European stainless steel producers www.acerinox.es • National stainless steel development associations Outokumpu, •Development associations of the alloying element www.outokumpu.com industries. ThyssenKrupp Acciai Speciali Terni, A prime objective of Euro Inox is to create awareness of www.acciaiterni.com the unique properties of stainless steels and to further their use in existing applications and in new markets. ThyssenKrupp Nirosta, To assist this purpose, Euro Inox organises conferences www.nirosta.de and seminars, and issues guidance in printed form Ugine & ALZ Belgium and electronic format, to enable architects, designers, Ugine & ALZ France specifiers, fabricators, and end users, to become more Groupe Arcelor, www.ugine-alz.com familiar with the material. Euro Inox also supports technical and market research. Associate Members British Stainless Steel Association (BSSA), www.bssa.org.uk Cedinox, www.cedinox.es Centro Inox, www.centroinox.it Informationsstelle Edelstahl Rostfrei, www.edelstahl-rostfrei.de Informationsstelle für nichtrostende Stähle SWISS INOX, www.swissinox.ch Institut de Développement de l’Inox (I.D.-Inox), www.idinox.com International Chromium Development Association (ICDA), www.chromium-asoc.com International Molybdenum Association (IMOA), www.imoa.info Nickel Institute, www.nickelinstitute.org -

A Comparison of Thixocasting and Rheocasting
A Comparison of Thixocasting and Rheocasting Stephen P. Midson The Midson Group, Inc. Denver, Colorado USA Andrew Jackson Arthur Jackson & Co., Ltd. Brighouse UK Abstract The first semi-solid casting process to be commercialized was thixocasting, where a pre-cast billet is re-heated to the semi-solid solid casting temperature. Advantages of thixocasting include the production of high quality components, while the main disadvantage is the higher cost associated with the production of the pre-cast billets. Commercial pressures have driven casters to examine a different approach to semi-solid casting, where the semi-solid slurry is generated directly from the liquid adjacent to a die casting machine. These processes are collectively referred to as rheocasting, and there are currently at least 15 rheocasting processes either in commercial production or under development around the world. This paper will describe technical aspects of both thixocasting and rheocasting, comparing the procedures used to generate the globular, semi-solid slurry. Two rheocasting processes will be examined in detail, one involved in the production of high integrity properties, while the other is focusing on reducing the porosity content of conventional die castings. Key Words Semi-solid casting, thixocasting, rheocasting, aluminum alloys 22 / 1 Introduction Semi-solid casting is a modified die casting process that reduces or eliminates the porosity present in most die castings [1] . Rather than using liquid metal as the feed material, semi-solid processing uses a higher viscosity feed material that is partially solid and partially liquid. The high viscosity of the semi-solid metal, along with the use of controlled die filling conditions, ensures that the semi-solid metal fills the die in a non-turbulent manner so that harmful gas porosity can be essentially eliminated. -

Love That Door Catalog
Welcome Home. Nothing adds a “wow” factor to a new home design like wrought iron doors and this is the #1 reason many homeowners make this front door statement. The juxtaposition of iron with brick construction visually suggests a permanence that no synthetic building material can emulate. The single or double wrought iron doors, manufactured by Love That Door and available from Acme Brick Stone & Tile stores, have multi-hued designs that demand attention, especially when framed by the rich patina of brick. We have over 100 designs to choose from and can custom design and build anything you desire in wrought iron access doors, iron garages and access gates, iron wine cellar doors, lighting fixtures and more. Wrought Iron Access Gates and Doors offer greater security than traditional wood doors. Keep your family and office more secure with a low maintenance, durable and custom iron door while increasing your curb appeal. Wrought Iron makes a fine choice for many reasons, but none more important than security. 2 lovethatdoor.com • brick.com 3 Transform Your Home Customers are amazed by the transformation that their iron dooor makes to their property. Versatile, robust and beautiful, it’s little wonder that a growing number of individuals are deciding on iron doors as the best option. We ensure that every single component of your iron entry door is tested and styled for optimal performance and durability. From compression tested locks to heavy duty barrel hinges, every part of the products we produce is fashioned with an exemplary end result in mind. 4 lovethatdoor.com • brick.com 5 Within an Arm’s Reach. -

Implementation of Metal Casting Best Practices
Implementation of Metal Casting Best Practices January 2007 Prepared for ITP Metal Casting Authors: Robert Eppich, Eppich Technologies Robert D. Naranjo, BCS, Incorporated Acknowledgement This project was a collaborative effort by Robert Eppich (Eppich Technologies) and Robert Naranjo (BCS, Incorporated). Mr. Eppich coordinated this project and was the technical lead for this effort. He guided the data collection and analysis. Mr. Naranjo assisted in the data collection and analysis of the results and led the development of the final report. The final report was prepared by Robert Naranjo, Lee Schultz, Rajita Majumdar, Bill Choate, Ellen Glover, and Krista Jones of BCS, Incorporated. The cover was designed by Borys Mararytsya of BCS, Incorporated. We also gratefully acknowledge the support of the U.S. Department of Energy, the Advanced Technology Institute, and the Cast Metals Coalition in conducting this project. Disclaimer This report was prepared as an account of work sponsored by an Agency of the United States Government. Neither the United States Government nor any Agency thereof, nor any of their employees, makes any warranty, expressed or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any Agency thereof. The views and opinions expressed by the authors herein do not necessarily state or reflect those of the United States Government or any Agency thereof. -

Heat Treating of Aluminum Alloys
ASM Handbook, Volume 4: Heat Treating Copyright © 1991 ASM International® ASM Handbook Committee, p 841-879 All rights reserved. DOI: 10.1361/asmhba0001205 www.asminternational.org Heat Treating of Aluminum Alloys HEAT TREATING in its broadest sense, • Aluminum-copper-magnesium systems The mechanism of strengthening from refers to any of the heating and cooling (magnesium intensifies precipitation) precipitation involves the formation of co- operations that are performed for the pur- • Aluminum-magnesium-silicon systems herent clusters of solute atoms (that is, the pose of changing the mechanical properties, with strengthening from Mg2Si solute atoms have collected into a cluster the metallurgical structure, or the residual • Aluminum-zinc-magnesium systems with but still have the same crystal structure as stress state of a metal product. When the strengthening from MgZn2 the solvent phase). This causes a great deal term is applied to aluminum alloys, howev- • Aluminum-zinc-magnesium-copper sys- of strain because of mismatch in size be- er, its use frequently is restricted to the tems tween the solvent and solute atoms. Conse- specific operations' employed to increase quently, the presence of the precipitate par- strength and hardness of the precipitation- The general requirement for precipitation ticles, and even more importantly the strain hardenable wrought and cast alloys. These strengthening of supersaturated solid solu- fields in the matrix surrounding the coher- usually are referred to as the "heat-treat- tions involves the formation of finely dis- ent particles, provide higher strength by able" alloys to distinguish them from those persed precipitates during aging heat treat- obstructing and retarding the movement of alloys in which no significant strengthening ments (which may include either natural aging dislocations. -

Building a Slip-Joint Folder
Building a Slip Joint Folder By Steve Culver, Master Smith [email protected] www.culverart.com Part 1 of 2 This is part 1of 2 of Building a Slip Joint Folder by Steve Culver, Master Smith. This is a step by step tutorial on building a slip joint folder with a single bolster. Raw materials for the knife: ATS-34 steel for the blade and spring, 410 stainless sheet for the liners and bolsters, amber stag for the handle material. Page 1 of 23 Surface grinding a few thousands off each side of the ATS-34 to remove the mill scale. I will also surface grind the liner and bolster material as I believe that removing the mill finish helps with making a sound connection when spot welding the bolsters to the liners. Tracing around the pattern onto the ATS-34 for drilling the blade pivot and spring pin holes. Page 2 of 23 Drilling the blade pivot and spring pin holes. The spring pattern is aligned with the previously drilled rear pin hole and clamped to the ATS-34. The center pin hole is drilled through the hole in the pattern. Page 3 of 23 The ATS-34 is covered with layout dye, then the patterns for the blade and spring are aligned with pins and the outlines of the patterns are scribed onto the ATS-34 with an Exacto knife. Sawing out the blade and spring. Page 4 of 23 Profile grinding the blade on my KMG belt grinder. I have carefully adjusted the platen to 90 degrees to the work rest. -

Microalloyed Structural Plate Rolling Heat Treatment and Applications
MICROALLOYED STRUCTURAL PLATE ROLLING HEAT TREATMENT AND APPLICATIONS A. Streisselberger, V. Schwinn and R. Hubo AG der Dillinger Huettenwerke 66748 Dillingen, Germany Abstract Structural plates with a superior combination of mechanical properties and weldability are the result of a synergistic effect of microalloyed low carbon equivalent composition plus sophisticated thermo-mechanical control process variants or heat treatment during production in the plate mill. The paper considers both the production routes of such plate and the applications based on the beneficial type of microstructure and property profile. Introduction At the beginning of the 21st century sophisticated materials are used in the challenging field of civil engineering, construction and architecture. As an important type of material modern structural heavy plates are considered in this paper in terms of their development, production and use. The understanding of the role of microstructural features in relation to alloying elements, in particular microalloying elements, will be explored. In addition the exploitation of modern facilities in a plate mill, the tayloring of property combinations and the resulting possibilities for the construction industries are explained and illustrated with selected examples. Production of Structural Plates Requirements Made on the Plate Production Process The following requirements are generally made on heavy plate: It must possess: · The specified dimensions within narrow tolerances and with good flatness (thicknesses may range from 5 to 500mm and widths from around 1 to 5m ); · The yield and tensile strength required by the designers (yield strengths from around 235N/mm² to above 1100N/mm² can be specified); · The toughness required by designers which may include low temperature; · Ease the fabrication (e.g. -

Rolling Temperatures on Sticking Behavior of Ferritic Stainless Steels
ISIJ International, Vol. 38 (1998), No. 7, pp. 739-743 Effect of Roll and Rolling Temperatures on Sticking Behavior of Ferritic Stainless Steels WonJIN. Jeom-YongCHOIand Yun-YongLEE Stainless Steel Research Team, Technical Research Laboratories, Pohanglron & Steel Co,, Ltd.. PohangP.O. Box 36, 1, Koedong-dong, Pohang-shi. Kyungbuk, Korea, E-mail: pc543552@smail,posco.kr (Received on December5. 1997.• accepted in final form on February 23. 1998) The sticking behavior of several austenitic and ferritic stainless steels under the hot roiling conditions wasexaminedin detail using a two disk type hot rolling simulator. Thesticking of bare metal to roll surfaces wasstrong!y dependenton the high temperature tensile strength and the oxidation resistance of the stainless steel, Asteel having higher tensile strength and lower oxidation resistance exhibited better resistance against sticking. The sticking occurred in increasing severity in the order of 430J1 L, 436L, 430 and 409L. It was clarified that a high speedsteel (HSS) rol[ wasmorebeneficial to prevent sticking compared to a Hi-Cr roll. KEYWORDS: ferritic stainless steel; sticking behavior; hot rolling; high speedsteel roll; high chromiumroll. l. Introduction 2. Experiments Thesticking phenomenonoccurs frequently during the A sticking simulator wasused to investigate the effect hot rolling of ferritic stainless steels, causing surface of hot rolling conditions on sticking behavior. Figure 1 defects on the mill product andscoring on the roll surface. showsthe schematic diagram of the sticking -

Main Steel Your Perfect Supply Chain
MAIN STEEL CORPORATE IDENTITY RANGED LOGO VERSIONS & COLOR PALETTE NOTE: PREFERRED VERSION 5-8-12 MAIN STEEL CORPORATE IDENTITY RANGED LOGO VERSIONS & COLOR PALETTE NOTE: PREFERRED VERSION 5-8-12 4C GRADIENT 4C GRADIENT USE: ALL 4C/DIGITAL PRINTING USE: ALL 4C/DIGITAL PRINTING NOTE: FOR WEB, STRAIGHT CONVERT TO RGB OR REFERENCE RGB/HEX VALUES BELOW. NOTE: FOR WEB, STRAIGHT CONVERT TO RGB OR REFERENCE RGB/HEX VALUES BELOW. 4C GRADIENT REVERSE USE: ALL 4C/DIGITAL PRINTING ON DARK BACKGROUND MAIN STEEL 3C SPOT COLOR YOUR PERFECTUSE: RESTRICTIVE PRINTING, EMBROIDERY 4C GRADIENT REVERSE SUPPLY CHAIN USE: ALL 4C/DIGITAL PRINTING ON DARK BACKGROUND GRAYSCALE MAIN STEEL CORPORATE IDENTITY RANGED LOGO VERSIONS & COLOR PALETTE USE: B/W PRINTING NOTE: PREFERRED VERSION 5-8-12 As part of the Shale-Inland family of companies, Main Steel is 4C GRADIENT USE: ALL 4C/DIGITAL PRINTING NOTE: FOR WEB, STRAIGHT CONVERT TO RGB a North American steel service center that provides stainless, OR REFERENCE RGB/HEX VALUES BELOW. aluminum, high nickel alloys, and carbon steel to a wide range of Atlanta, GA 404-873-2881 industries. Our in-house processing allows us to deliver parts ready 4C GRADIENT REVERSE USE: ALL 4C/DIGITAL PRINTING ON DARK BACKGROUND for the next stage of processing or assembly. Chicago, IL 800-624-6785 u Serving customers in a broad range of markets, including transportation, Dallas, TX 800-947-9823 fabrication, petrochemical and food service 3C SPOT COLOR Houston, TX 800-231-8890USE: RESTRICTIVE PRINTING, EMBROIDERY LINE ART u 8 locations nationwide -
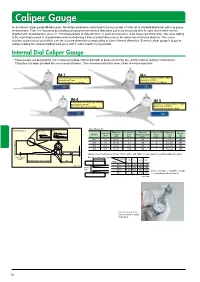
Caliper Gauge
Caliper Gauge As to internal caliper gauge IM-880 series, the distance between contact points facing outside is firstly set at standard dimension with ring gauge or micrometer. Then, it is measured by inserting contact point into internal dimension part to be measured after its outer dial of which moves together with rotated bezel is set at “0”. The displacement of indicator from “0” point of outer dial is to be measured at that time. The value adding to the read displacement to standard dimension or deducting it from standard dimension is the dimension of internal diameter. This series attaches spare contact point which cam set accurate dimension corresponding to size of internal dimension. External caliper gauge is opposite, namely reading the value by holding work piece with 2 contact points facing outside. Internal Dial Caliper Gauge • These gauges are designed for use in measuring deep internal diameter of bores of castings etc, and for internal reading in fabrications. Clearance has been provided for use in recessed bores. The convenient retraction lever allows one-hand operation. IM-1 IM-2 Maximum measuring depth 130mm Maximum measuring depth 180mm Graduation 0.1mm Graduation 0.1mm Measuring Range 10~100mm Measuring Range 10~100mm IM-4 Maximum measuring depth 100mm IM-5 Graduation 0.01mm Maximum measuring depth 150mm Measuring Range 10~30mm Graduation 0.01mm Measuring Range 20~40mm Specifications IM-1,2,4 IM-5 Dimensions (2.5) Measuring Indication Maximum Contact Point Measuring R1.5 Graduation Weight (2.5) 4 Model Range Error Measuring Depth Height Force φ2.5 (mm) (g) (mm) (mm) (mm) (mm) (N) IM-1 0.1 10~100 ±0.1 130 2 5 or less 500 IM-2 0.1 10~100 ±0.1 180 2 5 or less 620 IM-4 0.01 10~30 ±0.02 100 2 5 or less 500 24 IM-5 0.01 20~40 ±0.02 150 4 5 or less 600 Measuring Range Internal size of workpiece is 10mm, 15mm, 20mm and 30mm or over against measuring applicable depth. -

5V Crimp Detail Manual
Table of Contents Important Information 2 Installation Information 4 Technical Information 5 Trims and Flashings Illustration 6 Roofing Installation Details Fascia Cover (FC-5/FC-7/FC-9) 8 Eave Drip (ED-1) 9 Eave Flashing (EF-3) 10 Preformed Valley (PV-1/PV-2) 11 End Wall Flashing (EW-1) 12 Side Wall Flashing (SW-1) 13 Transition Flashing (TF-1) 14 Gambrel Flashing (GF-1) 15 Gable Rake (GR-2) 16 Gable Rake (GR-4) 17 High Side Eave (HS-2) 18 Hip Cap (RC-2) 19 Ridge Cap (RC-3) 20 Ridge Cap (RC-8) 21 Vented Ridge with Venturi Vent 22 Vented Ridge with Miami Dade Profile Vent 23 Pipe Boot 24 Fastener Guide 25 Sealants and Accessories 26 Helpful Formulas 27 Flashing Angle Specifier Chart 28 5V-Crimp Important Information Miami-Dade County and Local Code Compliance Southeastern Metals’ 26 Gauge 5V-Crimp products are Finishes Miami-Dade County approved and comply with the 40-year warranted SemCoat Plus is a fluoroceram most recent testing requirements. Contact our techni- premium coating manufactured by BASF/Morton cal department for a copy of our current Miami-Dade International Inc. It contains 70% Kynar 500 or Hylar County NOA compliance report if one is required for 5000 PVDF resin over Galvalume ASTM-A792 your purposes. structural steel grade 50. Building codes for metal roofing applications vary 35-year warranted SemCoat SP is a siliconized poly- by county and project. For information regarding ester premium coating applied to a galvanized steel pertinent building code requirements and ordinances, substrate coated with zinc (G90). -

H-Shaped Steel Manufacturing Technology
NIPPON STEEL & SUMITOMO METAL TECHNICAL REPORT No. 111 MARCH 2016 Technical Report UDC 621 . 771 . 261 - 423 . 1 H-shaped Steel Manufacturing Technology Eiji SAIKI* Katsuya MATSUDA Abstract The outline of the H-shaped steel manufacturing technologies of Nippon Steel & Sumitomo Metal Corporation is introduced. Compared with the conventional technologies of manufactur- ing general H-shaped steel, the technologies introduced here are characterized by four features for producing H-shaped steel of various dimensions with high efficiency. The features enable the production of H-shaped steel having (1) different web height dimensions without any sig- nificant difficulty using a pair of skewed rolls and free size finishing rolls (barrel-length adjust- able finishing rolls), (2) high flange/web thickness ratio using rolling temperature control tech- nology, (3) different flange width without changing edging rolls using free-size edging rolls (caliber-depth adjustable edging rolls), and (4) enable production of a variety of sizes of H- shaped steel from a single rectangular cross-sectional material using sizing rolling technology. 1. Introduction exists a limit in the size range of producible H-shaped steel because The conventional rolling method of H-shaped steel comprises of internal stress caused by the temperature difference within a sec- the process of, as shown in Fig. 1, shaping a material heated in a re- tion developed by a difference in the transition of temperature dur- heating furnace to a beam blank shape by a roughing mill, shaping ing rolling, which causes web buckling when it grows excessively to the final product size by reducing the flange and web thicknesses large.