Plating S & Heat Treatment
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Bimetallic Corrosion Stainless Steel Fixing
Technical Data Sheet Bimetallic Corrosion Stainless Steel Fixing Nylon ‘Top Hat’ Washer Mild Steel Frame Neoprene Isolation Pad Stainless Steel Support Technical Data Bimetallic (galvanic) corrosion may occur when dissimilar metals are in contact in a common electrolyte (e.g. rain, condensation etc.), forming a galvanic corrosion cell. Current can then flow through the solution from the anodic or baser material to the cathodic or nobler material. If this reaction occurs the less noble material (the anode) corrodes at a faster rate than would have occurred if the metals were not in contact. Where contact in unavoidable in instances where moisture is likely to be Zinc Copper Copper Cast Iron Mild Steel present, the two metals should be isolated from one another with a non- Aluminium Stainless Steel Steel Stainless Phosphor Bronze Bronze Phosphor metal barrier. Aluminium Bronze The degree and rate of corrosion is dependant of a number of contributory Stainless Steel factors, including Mild Steel • The relative areas of the of the metals in contact Aluminium Bronze The differential in nobility of the anode and cathode Phosphor Bronze • Copper • The temperature and composition of the electrolyte Cast Iron The time that the galvanic corrosion cell remains wet/moist • Aluminium Avoidance & Prevention Zinc Prevention is possible by excluding water from the bimetallic interface by Key painting, taping or otherwise coating the joint. Alternatively the two Can be used in direct contact in all conditions materials should be isolated from one another by painting the contact Can be used in direct contact in dry conditions (e.g. above d.p.c. -
PMPA Member H & R Screw Machine Products Finds Success in Its Wide
Helping Precision Machine Shops Be More Productive and Profitable Helping Precision Machine Shops Be More Productive and Profitable PMPA Member H & R Screw Machine Products Finds Success in its Wide Customer Base and Diverse Machining Capabilities When it was founded in 1976, H & R Screw Machine Products was no more than a single Brown & Sharpe screw machine in a small building located behind the home of founder, David Halladay. Mr. Halladay, who spent years as a technician in several screw machine shops, dreamed of owning his own company one day. So, with the help of his business partner, Walter Randolph, the two opened H & R Screw Machine Products. What started as a small operation with just two customers evolved into a company that manufactures millions of precision machined components each month in a 38,000-square-foot facility in Reed City, Michigan. Today, the company is run by Mr. Halladay’s sons, Tim and Tom Halladay, who spent most of their lives working their way up through the company. “As a company, we all work very closely together and we try to treat our employees like family,” says Tom Halladay, president of H & R Screw Machine Products. “We have many people on staff who’ve been with the company 10 to 30 years, and they’re a major reason why we’ve succeeded over headquarters also features aqueous parts washing systems, a the years.” quality assurance lab and a scrap and oil processing system. The company’s state-of-the-art scrap and oil processing In the company’s early years, 100 percent of sales came system conveys steel and aluminum scrap material from its from the automotive industry. -
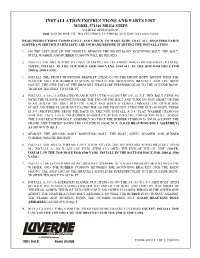
Installation Instructions and Parts List Model 571346 Mega Steps Vehicle Application: 2003 and Newer 155” Wb Chevrolet Express and Gmc Savana Vans
INSTALLATION INSTRUCTIONS AND PARTS LIST MODEL 571346 MEGA STEPS VEHICLE APPLICATION: 2003 AND NEWER 155” WB CHEVROLET EXPRESS AND GMC SAVANA VANS READ INSTRUCTIONS COMPLETELY AND CHECK TO MAKE SURE THAT ALL REQUIRED PARTS (LISTED ON SERVICE PARTS LIST) ARE ON HAND BEFORE STARTING THE INSTALLATION 1. ON THE LEFT SIDE OF THE VEHICLE, REMOVE THE FRONT BODY MOUNTING BOLT. THE BOLT, STEEL WASHER AND RUBBER CUSHION WILL BE REUSED. 2. INSTALL THE MULTI-THREAD U-NUT (ITEM #11) ON THE FRONT MOUNTING BRACKET (ITEM #2). (NOTE: INSTALL IN THE TOP HOLE FOR 1500 VANS. INSTALL IN THE BOTTOM HOLE FOR 2500 & 3500 VANS.) 3. INSTALL THE FRONT MOUNTING BRACKET (ITEM #2) TO THE FRONT BODY MOUNT WITH THE WASHER AND THE RUBBER CUSHION BETWEEN THE MOUNTING BRACKET AND THE BODY MOUNT. THE STEP END OF THE BRACKET SHOULD BE PERPENDICULAR TO THE OUTSIDE BODY. TIGHTEN THE BOLT TO 65 LB. FT 4. INSTALL A 3/8”-16 SERRATED FLANGE NUT (ITEM #10) ON THE 3/8”-16 X 5” HEX BOLT (ITEM #9) WITH THE FLANGE FACING TOWARD THE END OF THE BOLT AND TURN ON JUST SHORT OF THE HEAD. SCREW THE BOLT INTO THE U-NUT AND WHEN IT COMES THROUGH THE OTHER SIDE START ANOTHER FLANGE NUT FACING THE AS THE FIRST NUT. TURN THE NUT ON UNTIL THERE IS 3/4” PROTRUDING FROM THE FACE OF THE NUT, INSTALL A 3/8” FLAT WASHER (ITEM #18) AND THE .354 X 1.00 X .748 RUBBER WASHER (ITEM #14) INTO THE END OF THE BOLT. ADJUST THE LOAD REACTION BOLT ASSEMBLY SO THAT THE RUBBER CUSHION IS SNUG AGAINST THE FRAME AND TIGHTEN DOWN THE OUTSIDE FLANGE NUT. -

A Comparison of Thixocasting and Rheocasting
A Comparison of Thixocasting and Rheocasting Stephen P. Midson The Midson Group, Inc. Denver, Colorado USA Andrew Jackson Arthur Jackson & Co., Ltd. Brighouse UK Abstract The first semi-solid casting process to be commercialized was thixocasting, where a pre-cast billet is re-heated to the semi-solid solid casting temperature. Advantages of thixocasting include the production of high quality components, while the main disadvantage is the higher cost associated with the production of the pre-cast billets. Commercial pressures have driven casters to examine a different approach to semi-solid casting, where the semi-solid slurry is generated directly from the liquid adjacent to a die casting machine. These processes are collectively referred to as rheocasting, and there are currently at least 15 rheocasting processes either in commercial production or under development around the world. This paper will describe technical aspects of both thixocasting and rheocasting, comparing the procedures used to generate the globular, semi-solid slurry. Two rheocasting processes will be examined in detail, one involved in the production of high integrity properties, while the other is focusing on reducing the porosity content of conventional die castings. Key Words Semi-solid casting, thixocasting, rheocasting, aluminum alloys 22 / 1 Introduction Semi-solid casting is a modified die casting process that reduces or eliminates the porosity present in most die castings [1] . Rather than using liquid metal as the feed material, semi-solid processing uses a higher viscosity feed material that is partially solid and partially liquid. The high viscosity of the semi-solid metal, along with the use of controlled die filling conditions, ensures that the semi-solid metal fills the die in a non-turbulent manner so that harmful gas porosity can be essentially eliminated. -

2 Simple Machines
Name Class Date CHAPTER 13 Work and Energy SECTION 2 Simple Machines KEY IDEAS As you read this section, keep these questions in mind: • What are simple machines? • What simple machines are in the lever family? • What simple machines are in the inclined plane family? • What are compound machines? What Are Simple Machines? We are surrounded by many different electronics and READING TOOLBOX machines. In physics, a machine is a mechanical device Compare As you read that changes the motion of an object. Remember that this section, make a chart machines make work easier by changing the way a force showing the similarities and is applied. Many machines, such as cars and bicycles, differences between the six simple machines. Describe are complicated. However, even the most complicated how each machine affects machine is made from a combination of just six simple input and output forces machines. Simple machines are the most basic machines. and distances. Include the Scientists divide the six simple machines into two fam- mechanical advantage each machine provides. ilies: the lever family and the inclined plane family. The lever family includes the simple lever, the pulley, and the wheel and axle. The inclined plane family includes the simple inclined plane, the wedge, and the screw. The lever family Simple lever Pulley EHHDBG@<EHL>K Wheel and axle 1. Infer What do you think The is the reason that the wedge inclined and the simple inclined plane plane are in the same family of simple machines? family Screw Simple inclined Wedge plane How Do Levers Work? If you have ever used a claw hammer to remove a nail from a piece of wood, you have used a simple lever. -

1.5 Mm Headless Compression Screw Surgical Technique
For Fixation of Small Bones and Small Bone Fragments 1.5 mm Headless Compression Screw Surgical Technique Table of Contents Introduction 1.5 mm Headless Compression Screw 2 Technique Overview—Lag Screw Technique 3 with Compression Sleeve Indications 4 Surgical Technique Predrill 5 Determine Screw Length 6 Pick Up Screw 6 Insert Screw and Compress 8 Countersink Screw 9 Screw Extraction 11 Product Information Implants 12 Instruments 13 Set Lists 15 MR Information The Headless Compression Screws System has not been evaluated for safety and compatibility in the MR environment. It has not been tested for heating, migration or image artifact in the MR environment. The safety of the Headless Compression Screws System in the MR environment is unknown. Scanning a patient who has this device may result in patient injury. Image intensifier control 1.5 mm Headless Compression Screw Surgical Technique DePuy Synthes 1 1.5 mm Headless Compression Screw T4 StarDriveTM Recess For optimal torque transmission Cutting fl utes on screwhead Facilitate countersinking of the screw Identical pitch of head and 2.2 mm diameter shaft threads head thread Maintains compression when countersinking the head Available in stainless steel and titanium All Headless Compression Screws from DePuy Synthes are available in both implant quality 316L stainless steel and titanium alloy (Ti-6Al-7Nb) 1.2 mm shaft diameter 1.5 mm diameter shaft thread Self-drilling and self-tapping tip For simplifi ed surgical technique 2 DePuy Synthes 1.5 mm Headless Compression Screw Surgical Technique Technique Overview—Lag Screw Technique With Compression Sleeve 1 2 3 Insert screw Compress Countersink Thread the head of the screw into the The tip of the compression sleeve acts Once the desired amount of compression tip of the compression sleeve. -

Heat Treating of Aluminum Alloys
ASM Handbook, Volume 4: Heat Treating Copyright © 1991 ASM International® ASM Handbook Committee, p 841-879 All rights reserved. DOI: 10.1361/asmhba0001205 www.asminternational.org Heat Treating of Aluminum Alloys HEAT TREATING in its broadest sense, • Aluminum-copper-magnesium systems The mechanism of strengthening from refers to any of the heating and cooling (magnesium intensifies precipitation) precipitation involves the formation of co- operations that are performed for the pur- • Aluminum-magnesium-silicon systems herent clusters of solute atoms (that is, the pose of changing the mechanical properties, with strengthening from Mg2Si solute atoms have collected into a cluster the metallurgical structure, or the residual • Aluminum-zinc-magnesium systems with but still have the same crystal structure as stress state of a metal product. When the strengthening from MgZn2 the solvent phase). This causes a great deal term is applied to aluminum alloys, howev- • Aluminum-zinc-magnesium-copper sys- of strain because of mismatch in size be- er, its use frequently is restricted to the tems tween the solvent and solute atoms. Conse- specific operations' employed to increase quently, the presence of the precipitate par- strength and hardness of the precipitation- The general requirement for precipitation ticles, and even more importantly the strain hardenable wrought and cast alloys. These strengthening of supersaturated solid solu- fields in the matrix surrounding the coher- usually are referred to as the "heat-treat- tions involves the formation of finely dis- ent particles, provide higher strength by able" alloys to distinguish them from those persed precipitates during aging heat treat- obstructing and retarding the movement of alloys in which no significant strengthening ments (which may include either natural aging dislocations. -

Finishing Workshop Columbus, Ohio May 16-17, 2017
Finishing Workshop Columbus, Ohio May 16-17, 2017 Design & Maintenance of Pretreatment Washers for Non-Ferrous Metal Design & Maintenance of Pretreatment Washers for Non-Ferrous Metal Types of Multi- Stage Washers Pretreatment washers are designed and built to meet specification requirements produced in collaboration between chemical experts, finishing coaters and experience of the equipment builder. Tank 2 Return Pump Tank 1 Return Pump Multi- Stage Washer 1 Design & Maintenance of Pretreatment Washers for Non-Ferrous Metal Types of Multi-Stage Washers Various designs of washers with different types of application methods are available. The most common are: Spray – (Vertical, Horizontal, Chain Drive, Other.) Tank 2 Return Pump Tank 1 Return Pump Design & Maintenance of Pretreatment Washers for Non-Ferrous Metal Types of Multi-Stage Washers Various designs of washers with different types of application methods are available. The most common are: Immersion – Dip Tanks Tank 2 Return Pump Tank 1 Return Pump Design & Maintenance of Pretreatment Washers for Non-Ferrous Metal Application Methods for Multi-Stage Pretreatment Washer • Spray • Immersion • Waterfall • Combined Each method can be supplied by the equipment manufacturer and each has some advantages and disadvantages. The type of application typically chosen by the paint shop is based on many factors such as type of parts to be processed, throughput required, available space, project cost, etc.. 2 Design & Maintenance of Pretreatment Washers for Non-Ferrous Metal Application Methods for Multi-Stage Pretreatment Washer Spray Immersion Waterfall Design & Maintenance of Pretreatment Washers for Non-Ferrous Metal Types of Application: Listed below are a few advantages and disadvantages of different types of application methods of pretreatment: Type Advantages Disadvantages Impingement (Spray) Aggressive cleaning Atomization can Good coverage facilitate: Control of flow Cross contamination (Direction & Target Areas) between stages. -

Microalloyed Structural Plate Rolling Heat Treatment and Applications
MICROALLOYED STRUCTURAL PLATE ROLLING HEAT TREATMENT AND APPLICATIONS A. Streisselberger, V. Schwinn and R. Hubo AG der Dillinger Huettenwerke 66748 Dillingen, Germany Abstract Structural plates with a superior combination of mechanical properties and weldability are the result of a synergistic effect of microalloyed low carbon equivalent composition plus sophisticated thermo-mechanical control process variants or heat treatment during production in the plate mill. The paper considers both the production routes of such plate and the applications based on the beneficial type of microstructure and property profile. Introduction At the beginning of the 21st century sophisticated materials are used in the challenging field of civil engineering, construction and architecture. As an important type of material modern structural heavy plates are considered in this paper in terms of their development, production and use. The understanding of the role of microstructural features in relation to alloying elements, in particular microalloying elements, will be explored. In addition the exploitation of modern facilities in a plate mill, the tayloring of property combinations and the resulting possibilities for the construction industries are explained and illustrated with selected examples. Production of Structural Plates Requirements Made on the Plate Production Process The following requirements are generally made on heavy plate: It must possess: · The specified dimensions within narrow tolerances and with good flatness (thicknesses may range from 5 to 500mm and widths from around 1 to 5m ); · The yield and tensile strength required by the designers (yield strengths from around 235N/mm² to above 1100N/mm² can be specified); · The toughness required by designers which may include low temperature; · Ease the fabrication (e.g. -

Tool Holders & Attachments
Screw Machine Attachments 2019 Tool Holders & Attachments Providing quality attachments for any screw machine challenge through original innovative design and engineering, with proven results! Screw Machine Attachments About BME.. BME is a Screw Machine Rebuilder and Custom tooling supplier located in southeast Michigan. Founded on the principle that quality attachments and accessories for multi spindles can be manufactured and supported right here in our own country. We pride ourselves on our quality of work and exceeding our customer’s expectations. Founded, in 2007, BME provided attachments for Acme-Gridley's, mainly Flat Generators and Sync attachments, but over the years we’ve expanded our product line to include attachments for New Britains, Wickmans, Davenports, and any multi-spindles we’ve been maintaining steady growth while continuing to expand our knowledge and skill base. Our growth over the years has also led to the purchase and integration of Precision Form and Grind, and in 2016, Schlitter Tool/ Genius Inc product line. We attribute a majority of this growth to our ability to solve the screw machine industries’ challenges, along with our commitment to our customers, and meeting their deadlines. Our 15,000 square foot facility also contains a variety of CNC manufacturing equipment, that allows us to manufacture a majority of components in house. Our staff includes personnel that have a combined 80 plus years of experience in diagnosing, designing, and debugging a variety of solutions to customer challenges on screw machines. Have you ever been told that “you can’t do that on a screw machine”? Give us a call and let us solve your problems! Why BME? • Our engineering is unsurpassed, with years of experience working on machines and attachments to blend with years of experience in mechanical design. -

Fastener Identification Guide • 4.13 KM • Printed in the USA
HEAD STYLES Hex Cap Screw Bugle Hex cap screws feature a washer face on the Button Washer bearing surface, a chamfered point, and tighter body tolerances than hex bolts. Pan Binding Undercut Hex Bolt Similar to hex cap screw, hex bolts do not require a washer face or a pointed end and have a greater tolerance range in the body. Round Head Fillister Socket Head Cap Screw Socket heads feature an internal hexagonal drive DRIVES socket and close tolerances for precision assembly. Flat 82° Cross Recess Button Head Socket Cap Screw Type I FASTENER (Phillips) Button heads feature a dome shaped head, though Flat 100° this feature reduces the tensile capacity. Cross Recess Flat Head Socket Cap Screw Type IA Flat heads feature an 82° countersunk head for Flat Undercut (Pozidriv®) IDENTIFICATION flush connections. Like the button heads, this feature reduces the tensile capacity. Cross Recess Type II (Frearson) Low Head Socket Cap Screw Indented Hex Low heads are similar to standard socket heads, but with a shorter head for applications where clearance Cross Recess Square GUIDE is an issue. This head configuration also reduces the Combo strength capacity. Indented Hex Washer (Quadrex®) NUTS Carriage Bolt A round head bolt with a square neck under the Slotted head. These must be tightened with a nut. Serrated Hex Finished Hex Nuts: Hex Coupling Nuts: Washer Hexagonal shaped nuts with internal screw Designed to join two externally threaded Plow Bolt threads. Finished hex nuts are one of the most objects, usually threaded rod, together. Combination Similar to a carriage bolt, these have a flat head common nuts used. -

Rolling Temperatures on Sticking Behavior of Ferritic Stainless Steels
ISIJ International, Vol. 38 (1998), No. 7, pp. 739-743 Effect of Roll and Rolling Temperatures on Sticking Behavior of Ferritic Stainless Steels WonJIN. Jeom-YongCHOIand Yun-YongLEE Stainless Steel Research Team, Technical Research Laboratories, Pohanglron & Steel Co,, Ltd.. PohangP.O. Box 36, 1, Koedong-dong, Pohang-shi. Kyungbuk, Korea, E-mail: pc543552@smail,posco.kr (Received on December5. 1997.• accepted in final form on February 23. 1998) The sticking behavior of several austenitic and ferritic stainless steels under the hot roiling conditions wasexaminedin detail using a two disk type hot rolling simulator. Thesticking of bare metal to roll surfaces wasstrong!y dependenton the high temperature tensile strength and the oxidation resistance of the stainless steel, Asteel having higher tensile strength and lower oxidation resistance exhibited better resistance against sticking. The sticking occurred in increasing severity in the order of 430J1 L, 436L, 430 and 409L. It was clarified that a high speedsteel (HSS) rol[ wasmorebeneficial to prevent sticking compared to a Hi-Cr roll. KEYWORDS: ferritic stainless steel; sticking behavior; hot rolling; high speedsteel roll; high chromiumroll. l. Introduction 2. Experiments Thesticking phenomenonoccurs frequently during the A sticking simulator wasused to investigate the effect hot rolling of ferritic stainless steels, causing surface of hot rolling conditions on sticking behavior. Figure 1 defects on the mill product andscoring on the roll surface. showsthe schematic diagram of the sticking