Fastener Identification Guide • 4.13 KM • Printed in the USA
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Bimetallic Corrosion Stainless Steel Fixing
Technical Data Sheet Bimetallic Corrosion Stainless Steel Fixing Nylon ‘Top Hat’ Washer Mild Steel Frame Neoprene Isolation Pad Stainless Steel Support Technical Data Bimetallic (galvanic) corrosion may occur when dissimilar metals are in contact in a common electrolyte (e.g. rain, condensation etc.), forming a galvanic corrosion cell. Current can then flow through the solution from the anodic or baser material to the cathodic or nobler material. If this reaction occurs the less noble material (the anode) corrodes at a faster rate than would have occurred if the metals were not in contact. Where contact in unavoidable in instances where moisture is likely to be Zinc Copper Copper Cast Iron Mild Steel present, the two metals should be isolated from one another with a non- Aluminium Stainless Steel Steel Stainless Phosphor Bronze Bronze Phosphor metal barrier. Aluminium Bronze The degree and rate of corrosion is dependant of a number of contributory Stainless Steel factors, including Mild Steel • The relative areas of the of the metals in contact Aluminium Bronze The differential in nobility of the anode and cathode Phosphor Bronze • Copper • The temperature and composition of the electrolyte Cast Iron The time that the galvanic corrosion cell remains wet/moist • Aluminium Avoidance & Prevention Zinc Prevention is possible by excluding water from the bimetallic interface by Key painting, taping or otherwise coating the joint. Alternatively the two Can be used in direct contact in all conditions materials should be isolated from one another by painting the contact Can be used in direct contact in dry conditions (e.g. above d.p.c. -
Installation Instructions and Parts List Model 571346 Mega Steps Vehicle Application: 2003 and Newer 155” Wb Chevrolet Express and Gmc Savana Vans
INSTALLATION INSTRUCTIONS AND PARTS LIST MODEL 571346 MEGA STEPS VEHICLE APPLICATION: 2003 AND NEWER 155” WB CHEVROLET EXPRESS AND GMC SAVANA VANS READ INSTRUCTIONS COMPLETELY AND CHECK TO MAKE SURE THAT ALL REQUIRED PARTS (LISTED ON SERVICE PARTS LIST) ARE ON HAND BEFORE STARTING THE INSTALLATION 1. ON THE LEFT SIDE OF THE VEHICLE, REMOVE THE FRONT BODY MOUNTING BOLT. THE BOLT, STEEL WASHER AND RUBBER CUSHION WILL BE REUSED. 2. INSTALL THE MULTI-THREAD U-NUT (ITEM #11) ON THE FRONT MOUNTING BRACKET (ITEM #2). (NOTE: INSTALL IN THE TOP HOLE FOR 1500 VANS. INSTALL IN THE BOTTOM HOLE FOR 2500 & 3500 VANS.) 3. INSTALL THE FRONT MOUNTING BRACKET (ITEM #2) TO THE FRONT BODY MOUNT WITH THE WASHER AND THE RUBBER CUSHION BETWEEN THE MOUNTING BRACKET AND THE BODY MOUNT. THE STEP END OF THE BRACKET SHOULD BE PERPENDICULAR TO THE OUTSIDE BODY. TIGHTEN THE BOLT TO 65 LB. FT 4. INSTALL A 3/8”-16 SERRATED FLANGE NUT (ITEM #10) ON THE 3/8”-16 X 5” HEX BOLT (ITEM #9) WITH THE FLANGE FACING TOWARD THE END OF THE BOLT AND TURN ON JUST SHORT OF THE HEAD. SCREW THE BOLT INTO THE U-NUT AND WHEN IT COMES THROUGH THE OTHER SIDE START ANOTHER FLANGE NUT FACING THE AS THE FIRST NUT. TURN THE NUT ON UNTIL THERE IS 3/4” PROTRUDING FROM THE FACE OF THE NUT, INSTALL A 3/8” FLAT WASHER (ITEM #18) AND THE .354 X 1.00 X .748 RUBBER WASHER (ITEM #14) INTO THE END OF THE BOLT. ADJUST THE LOAD REACTION BOLT ASSEMBLY SO THAT THE RUBBER CUSHION IS SNUG AGAINST THE FRAME AND TIGHTEN DOWN THE OUTSIDE FLANGE NUT. -
248 Superstrut® Threaded Products & Hardware (Series 100)
War_245_264 5/7/04 1:21 PM Page 248 248 50 Pennsylvania Avenue • Warwick, Rhode Island 02888 F asteners & asteners Hardware Nuts & Bolts CM-100 Nylon Cone Nut Sizes: 1/4", 3/8", *1/2" & **100B-1/2" For all 1-5/8" channel. *Will not fit “B” series channel. **For “B” Series channel. ® Superstrut® Threaded Products & GoldGalv Finish Anchors A-100 Regular Spring Nut Hardware Sizes: 1/4", 5/16", 3/8", 1/2", 5/8", 3/4" & 7/8" Nut is square over 1/2" size. (Series 100) For all “A” and “C” series channel and inserts. Silver Electroplated Finish Channel Nuts Superstrut channel nuts are manufactured B-100 Short Spring Nut from mild steel and are case hardened. Sizes: 1/4", 5/16", 3/8" & 1/2" Drilling, Tapping Nut is square over 1/2" size. Design Data For all “B” series channel and inserts. & Cutting Superstrut self aligning channel nuts are Silver Electroplated Finish designed to provide resistance to pull out and resistance to side slip in excess of the H-100 Long Spring Nut full strength of the channels with which Sizes: 3/8", 1/2" & 5/8" they are used. The extreme resistance to Nut is square over 1/2" size. side slip results from the unique design of For all “E” and “H” series channel and inserts. the alternate teeth, spaced and designed to Silver Electroplated Finish develop a wedging action that increases Diamond Products with pressure or load. AC-100 Springless Nut Abrasives & Sizes: 1/4", 3/8", 1/2", 5/8" & 3/4" Nut is square over 1/2" size. -
Side Winder PRECISION WOODWORKING TOOLS R O U T E R L I F T
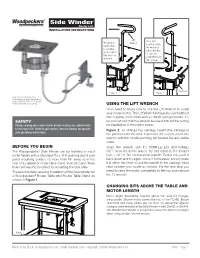
Woodpeckers ® Side Winder PRECISION WOODWORKING TOOLS R o u t e r L i f t . INSTALLATION INSTRUCTIONS Lift Once fully The wrench Wrench inserted, rotate handle must the wrench in be pointing either direction left in order to ¼ turn and fully insert or completely raise remove it. the carriage. Carriage Figure 2. Figure 3. Made in U.S.A. by Woodpeckers Inc. Protected by one or more of the following U.S. Patents; 6,505,659; 7,559,347; 7,481,253; 7,108,463 and other patents pending. USING THE LIFT WRENCH You’ll need to know how to use the Lift Wrench to install your router motor. The Lift Wrench is typically used without the lift spring and comes without the lift spring installed. It’s SAFETY recommended that the wrench be used without the spring Always unplug your router motor before making any adjustments for installation of the router motor. to the router lift. Refer to your routers’ owners manual for specific Figure 2. To change the carriage height (the carriage is safe operating instructions. the part beneath the table that holds the motor), orient the wrench with the handle pointing left toward the adjustable scale. BEFORE YOU BEGIN Insert the wrench until it’s COMPLETELY BOTTOMED The Woodpeckers® Side Winder can be installed in most OUT. Once it’s all the way in, try and rotate it. If it doesn’t router tables with a standard 9¼ x 11¾ opening and a side turn, it isn’t in. Do not force the wrench. Take it out, push it panel mounting surface no more than 19" away as in the back down and try again. -

PDF Product List
STRUCTURAL BOLTS MACHINE BOLTS NUTS A325 Screw Only, A193 B7 Heavy Hex Head Bolt Acorn (Cap) Nut Domestic & Import A307A Breakaway Bolt Allen Nut A325 Bolt with Nut A307B Heavy Head Bolt Cap (Acorn) Nut A325 Type 3 Bolt, Domestic F1554 Hex Machine Bolt Castle Nut A325 Interference Body Bolt (Grades 36, 55, & 105) Coupling Nut Canadian A325 Bolt w/DH Nut, Square Head Machine Bolt Coupling Nut, Reducer Hot Dip Galvanized Coupling Nut, Heavy Duty A490 Screw Only, BOLTS & SCREWS Hex Nut Domestic & Import Carriage Bolt Hex Nut, Left Hand TC A325 Assembly, Countersunk Bolt Hex Nut, Heavy Grade 4 Domestic& Import Counterbore Screw, 12 Point Hex Nut, Heavy, Grade 7 TC A490 Assembly, Elevator Bolt Hvy Double Recess Guardrail Nut Domestic & Import Flange Bolt Jack Nut Flat Head Bolt, Slotted Jam Nut STRUCTURAL NUTS Guardrail Bolt Jam Nut, Left Hand A194 2H Nut, Domestic Hanger Bolt Flange Nut A194 2H Nut, Import Lag Screw High Nut A563 Grade DH Heavy Nut, Lag Screw, 1-Way Truss Head Knurled Nut Domestic Lag Screw, Indented HWH Machine Screw Nut, Hex A563 DH Type 3 Nut Full Thread Machine Screw Nut, Small Pattern ANCO Heavy Hex Locknut Lag Screw, Square Head Machine Screw Nut, Square ANCO Finished Locknut Penta Head Bolt Palnut ANCO 2H Heavy Locknut Place Bolt Panel Nut ANCO A325 Locknut Plow Bolt, Grade 2 Slotted Nut Plow Bolt, Grade 5 Slotted Nut, Heavy STRUCTURAL WASHERS Plow Bolt, Grade 8 Square Nut F436 Hardened Washer Shaker Screen Bolt, Grade 5 Square Nut, Heavy Domestic & Import Shackle Bolt Tee Nut F436 Type 3 Washer Security Bolt Wing -

Finishing Workshop Columbus, Ohio May 16-17, 2017
Finishing Workshop Columbus, Ohio May 16-17, 2017 Design & Maintenance of Pretreatment Washers for Non-Ferrous Metal Design & Maintenance of Pretreatment Washers for Non-Ferrous Metal Types of Multi- Stage Washers Pretreatment washers are designed and built to meet specification requirements produced in collaboration between chemical experts, finishing coaters and experience of the equipment builder. Tank 2 Return Pump Tank 1 Return Pump Multi- Stage Washer 1 Design & Maintenance of Pretreatment Washers for Non-Ferrous Metal Types of Multi-Stage Washers Various designs of washers with different types of application methods are available. The most common are: Spray – (Vertical, Horizontal, Chain Drive, Other.) Tank 2 Return Pump Tank 1 Return Pump Design & Maintenance of Pretreatment Washers for Non-Ferrous Metal Types of Multi-Stage Washers Various designs of washers with different types of application methods are available. The most common are: Immersion – Dip Tanks Tank 2 Return Pump Tank 1 Return Pump Design & Maintenance of Pretreatment Washers for Non-Ferrous Metal Application Methods for Multi-Stage Pretreatment Washer • Spray • Immersion • Waterfall • Combined Each method can be supplied by the equipment manufacturer and each has some advantages and disadvantages. The type of application typically chosen by the paint shop is based on many factors such as type of parts to be processed, throughput required, available space, project cost, etc.. 2 Design & Maintenance of Pretreatment Washers for Non-Ferrous Metal Application Methods for Multi-Stage Pretreatment Washer Spray Immersion Waterfall Design & Maintenance of Pretreatment Washers for Non-Ferrous Metal Types of Application: Listed below are a few advantages and disadvantages of different types of application methods of pretreatment: Type Advantages Disadvantages Impingement (Spray) Aggressive cleaning Atomization can Good coverage facilitate: Control of flow Cross contamination (Direction & Target Areas) between stages. -

Threaded Fasteners
Threaded Fasteners Introduction If you are designing and building a Formula SAE vehicle, threaded fasteners will likely be used to join the various components and systems together and allow the vehicle to function as a unified machine. The reliability of your vehicle is key to realize your potential at the competition. Even though threaded fasteners have been in use for hundreds of years and are in products that we use every day, their performance is dependent on a wide range of factors. This chapter covers some of the main factors that can influence reliability and is intended as an aid in joint design, fastener selection, and installation. The first portion of this chapter covers several design and installation factors that can work together to improve the reliability of your vehicle’s bolted joints. These topics include, the importance of generating and maintaining clamp load, and how clamp load, along with joint stiffness, can work together to prevent self-loosening and improve fatigue performance. The second portion of this chapter reviews how installation method and torque are related to clamp load, and also includes a comparison between common fastener types to aid in selection. The chapter concludes with a short tutorial showing how to obtain Mil Spec information on fasteners and similar hardware. Disclaimer – Multiple factors on each component in a bolted joint affect its performance. Additionally, service requirements for every joint differ. Each joint must be evaluated and tested for its ability to perform the desired function. The information in this chapter provides general background and does not represent how a specific design or piece of hardware will perform. -

Cord Buckles Center-Release Spaenaur Home Spaenaur 2 All Rights Rights All Reserved
1-800-265-8772 [email protected] Spaenaur Home Full Spaenaur Catalog Contact Us Français Metric Center-Release Buckles / Cord Locks & Cord Ends Métrique Boucles à dégagement central / Autobloqueurs et embouts de cordon EXTRA STRONG CLIP BUCKLE (Clip and Hold) Suitable for webbings of Terylene, Nylon, etc. Special protection against accidental opening. Used on Life-Saving Jackets, heavy Rucksacks, etc. 86 mm 122-A01-1M. Suitable for 40 mm strap of 1.4 - 1.5 mm thickness. The surface of the strap should not be too smooth. Mounting without sewing or rivets. Insert the strap in the clip and holder to the desired length. The Clip Buckle remains in position whether the strap is in use or not, but is nevertheless adjustable. Adjust the position by pushing the outer part of the strap inwards in order to release the strap. The loose end is hidden by the outer 122-A01-1M part of the strap. SPAENAUR Strap Strap PKG No. Colour Width Thickness QTY. 122-A01-1M Black 40 mm 1.4 to 1.5 mm 10 M All CORD BUCKLE Buckles Holder and locking wheel have supplied separately. White Locking Used for bags and clothing. E.g. ruck- Wheel sacks, duffel bags, laundry bags, CATALOG 14 C CATALOG AT sleeping bag covers, anoraks, ALOG 1 swimming trunks, sou’westers. 4 SPAENAUR No. For Cord Size WHITE BLACK PKG QTY. 25 2 mm 122-652 122-655 3-4 mm 122-660 122-663 MOUNTING: After threading the cord through the holder, push in the locking wheel. Knot the ends of the cord. -

Engineered Domestic Lock Nuts
LOCK NUTS Engineered Domestic Lock Nuts Principal Products: Markets Collarlok® Nuts Aerospace ESlok® Nuts Automotive Brake, Exhaust, Fuel, Interior Trunk, Fuel, Strux® Nuts Power Steering, Power Train, Suspension Whiz Lock® Nuts Agriculture Wheel nuts Sickle Bar Guards, Wheel Fastening Nut & bracket assemblies Truck and Trailer Nut & washer assemblies Bearing Retention, Wheel Fastening Nylon nuts Industrial Fasteners used for assemblies All metal lock nuts Lawn and Garden Lawn Tractor Components, Shift Linkages Collarlok® The Collarlok prevailing torque hex or flange nut design offers the reuse characteristics of the proven ESNA insert type. A red nylon collar bonded into the head of the nut provides a prevailing torque type nut with the advantage of high speed assembly using automatic assembly tools. The non-galling collar offers superior vibration performance in standard or metric threads. ESlok® The ESlok red nylon locking patch type fastener has a controlled amount of red nylon permanently bonded to the threads of the standard hex nut and to the center threads of the nut permitting either end entry of the bolt for automatic machine assembly. Parts are easily removed with a wrench and may be reused up to five times. No metal is removed or distorted insuring the tensile strength and non-galling characteristics of an ESlok self-locking fastener. 2369 Schuetz Road Saint Louis, Missouri 63146 Phone 314/ 567-8585 Fax 314/567-7334 LOCK NUTS Strux® Nuts The Strux nuts system provides a completely automated, accurate and reliable method for installing fasteners, as well as eliminating expensive manual secondary operations and increasing productivity. The result is a precisely located threaded hole that becomes an integral part of the steel plate. -

Inspection of Wooden Vessels
Guidance on Inspection, Repair, and Maintenance of Wooden Hulls ENCLOSURE (1) TO NVIC 7-95 COMPILED BY THE JOINT INDUSTRY/COAST GUARD WOODEN BOAT INSPECTION WORKING GROUP August 1995 TABLE OF CONTENTS ACKNOWLEDGEMENTS A-1 LIST OF FIGURES F-1 GLOSSARY G-1 CHAPTER 1. DESIGN CONSIDERATIONS A. Introduction 1-1 B. Acceptable Classification Society Rules 1-1 C. Good Marine Practice 1-1 CHAPTER 2. PLAN SUBMITTAL GUIDE A. Introduction 2-1 B. Plan Review 2-1 C. Other Classification Society Rules and Standards 2-1 D. The Five Year Rule 2-1 CHAPTER 3. MATERIALS A. Shipbuilding Wood 3-1 B. Bending Woods 3-1 C. Plywood. 3-2 D. Wood Defects 3-3 E. Mechanical Fastenings; Materials 3-3 F. Screw Fastenings 3-4 G. Nail Fastenings 3-5 H. Boat Spikes and Drift Bolts 3-6 I. Bolting Groups 3-7 J. Adhesives 3-7 K. Wood Preservatives 3-8 CHAPTER 4. GUIDE TO INSPECTION A. General 4-1 B. What to Look For 4-1 C. Structural Problems 4-1 D. Condition of Vessel for Inspection 4-1 E. Visual Inspection 4-2 F. Inspection for Decay and Wood Borers 4-2 G. Corrosion & Cathodic Protection 4-6 H. Bonding Systems 4-10 I. Painting Galvanic Cells 4-11 J. Crevice Corrosion 4-12 K. Inspection of Fastenings 4-12 L. Inspection of Caulking 4-13 M. Inspection of Fittings 4-14 N. Hull Damage 4-15 O. Deficiencies 4-15 CHAPTER 5. REPAIRS A. General 5-1 B. Planking Repair and Notes on Joints in Fore and 5-1 Aft Planking C. -

Maclean ESNA's Catalog
611 COUNTRY CLUB ROAD POCAHONTAS, ARKANSAS 72445 SALES: 1-(800)-331-6469 FAX: 1-(870)-892-8938 WWW.MACLEANFOGGCS.COM 1 The ESNA® story began in 1927, when a young engineer named Carl Arthur Swanstrom came to this country from Sweden. He brought with him a license to manufacture and sell a unique new self-locking fastener. The Inventor called the new fastener an “Elastic Stop® nut” because the nut remained “stopped” anywhere along the bolt threads. A non-damaging insert, fitted into the top of the nut, gripped the bolt threads firmly, holding the nut in position without seating against the work or using secondary locking devices. The only problem with the new nut was the inability to mass-produce them. The next few years were spent perfecting an automatic assembly machine to insert the locking device into the top of the nut. Swanstrom perfected the machine in the early 1930s and only four years later the Elastic Stop® Nut Corporation of America was founded. A threaded fastener, able to positively resist the loosening effect of vibration, had long been sought by manufacturers of every type of equipment. The Elastic Stop® nut proved to be the answer — totally reliable, able to reduce maintenance costs and prevent equipment failure. The outstanding performance of the Elastic Stop® nut was further substantiated in 1943 when the Air Force tested and issued the first approval letter to use ESNA® fasteners on military aircraft, both fuselage and engines. During WWII billions of Elastic Stop® nuts were produced for every branch of the armed services. -

Stainless Steel Fasteners – a Systematic Approach to Their Selection
STAINLESS STEEL FASTENERS – A SYSTEMATIC APPROACH TO THEIR SELECTION A DESIGNERS’ HANDBOOK SERIES NO 9003 Produced by Distributed by AMERICAN IRON NICKEL AND STEEL INSTITUTE INSTITUTE STAINLESS STEEL FASTENERS – A SYSTEMATIC APPROACH TO THEIR SELECTION A DESIGNERS’ HANDBOOK SERIES NO 9003 Originally, this handbook was published in 1976 by the Committee of Stainless Steel Producers, American Iron and Steel Institute. The Nickel Institute republished the handbook in 2020. Despite the age of this publication the information herein is considered to be generally valid. Material presented in the handbook has been prepared for the general information of the reader and should not be used or relied on for specific applications without first securing competent advice. The Nickel Institute, the American Iron and Steel Institute, their members, staff and consultants do not represent or warrant its suitability for any general or specific use and assume no liability or responsibility of any kind in connection with the information herein. Nickel Institute [email protected] www.nickelinstitute.org CONTENTS Introduction ................................................3 Fastener Materials ..........................................3 Stainless Steels Identification ................................5 Choosing the Right Type .....................................8 Stainless Steel Fastener Properties ...........................13 Tensile & Yield Strength Shear Strength High- and Low-Temperature Service ..........................16 Magnetic and