Download the Product Catalog
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Using a Test Indicator (2)
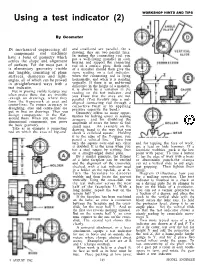
WORKSHOP HINTS AND TIPS Using a test indicator (2) By Geometer IN mechanical engineering all and small-end are parallel. On a components and machines drawing, they are two parallel lines. In testing the connecting rod, you have a basis of geometry which put a well-fitting mandrel in each settles the shape and alignment bearing and support the connecting of surfaces. For the most part it rod on a surface plate. Both ends is elementary geometry visible of a mandrel should then give the and tangible, consisting of plane same reading on a test indicator, surfaces, diameters and right- when the connecting rod is lying angles, all of which can be proved horizontally, and when it is standing in straightforward ways with a vertically. If there is an end-to-end difference in the height of a mandrel, test indicator. it is shown by a variation in the But in proving visible features you reading on the test indicator, and often prove those that are invisible you know that the axes are not -except on drawings, where they parallel. (You forcibly true a mal- form the framework as axes and aligned connecting rod through a centre-lines. To ensure accuracy in corrective twist or by applying draughting, axes and centre-lines are pressure opposite the bend.) put in first on drawings. Then you Geometry offers us many oppor- design components, in the flat, tunities for halving errors in seeking around them. When you test three- accuracy, and for doubling the F dimensional components, you prove amplitude of errors the better to find the basic geometry. -
Using a Myford Keats Angle Plate
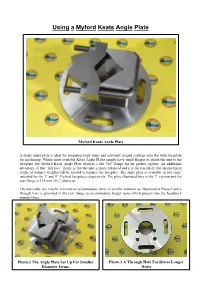
Using a Myford Keats Angle Plate Myford Keats Angle Plate A Keats angle plate is ideal for mounting large items and unevenly shaped castings onto the lathe faceplate for machining. Whilst most available Keats Angle Plates simply have small flanges to attach the unit to the faceplate, the Myford Keats Angle Plate features a full 360o flange for far greater rigidity. An additional advantage of this “full face” flange is that the unit is more balanced and it is far less likely that inconvenient stacks of balance weights will be needed to balance the faceplate. The angle plate is available in two sizes, intended for the 7” and 9” Myford faceplates respectively. The plate illustrated here is the 7” version and the rear flange is 135 mm (5¼”) diameter. The moveable jaw may be reversed to accommodate items of smaller diameter as illustrated in Photo.2 and a through hole is provided in the rear flange to accommodate longer items which project into the headstock mandrel bore. Photo.2 The Angle Plate Set Up For Smaller Photo.3 A Through Hole Facilitates Longer Diameter Items. Items Using The Myford Keats Angle Plate The most usual way to use the Keats Angle Plate is by attaching it to the faceplate of the lathe, although it is a most adaptable accessory and may also be used in a variety of other ways. Photo. 4 shows the angle plate bolted to the faceplate of a customers Myford Super 7 B where it is to be used to turn a bush from the 7 end of a 1 /8” (68.8mm) round bar. -

PDH Course M381
PDHonline Course M 497 (6 PDH) _______________________________________________________________________________________ Conventional Machining Technology Fundamentals Instructor: Jurandir Primo, PE 2013 PDH Online | PDH Center 5272 Meadow Estates Drive Fairfax, VA 22030-6658 Phone & Fax: 703-988-0088 www.PDHonline.org www.PDHcenter.com An Approved Continuing Education Provider www.PDHcenter.com PDH Course M 497 www.PDHonline.org CONVENTIONAL MACHINING TECHNOLOGY – FUNDAMENTALS Introduction Shaping Machines Lathes Slotting Machines - Metalworking lathes - Planing, shaping and slotting calculations - Classification of lathes - Turning operations Boring Machines - Semiautomatic and automatic lathes - Types of boring machines - Accessories - Boring types - Live centers and dead centers - Boring calculations - Rests and micrometer supports - Lathe cutting tools Hobbing & Gear Shaping Machines - Lathe calculations - Common gear generation types - Graduate micrometer and measurements - Details of involute gearing - Tools and inserts - Proper meshing and contact ratio - Common holders with inserts - Gear Shaping Machines - Goose-neck holders with inserts Broaching Machines Drilling Machines - Horizontal broaching machines - Classification of drilling machines - Vertical broaching machines - Application of drilling machines - Broaching principles - Types of drills - Broaching configuration - Drill sizes and geometry - Materials of broaches - Drill point angles - Geometry of broaching teeth - Drill holding & clamping of workpieces - Broaching operations -

Informed Compliance Publication
What Every Member of the Trade Community Should Know About: Machine Tools AN INFORMED COMPLIANCE PUBLICATION MARCH 2006 Machine Tools March 2006 NOTICE: This publication is intended to provide guidance and information to the trade community. It reflects the position on or interpretation of the applicable laws or regulations by U.S. Customs and Border Protection (CBP) as of the date of publication, which is shown on the front cover. It does not in any way replace or supersede those laws or regulations. Only the latest official version of the laws or regulations is authoritative. Publication History First Published November 2005 Reviewed with No Changes March 2006 PRINTING NOTE: This publication was designed for electronic distribution via the CBP website (http://www.cbp.gov) and is being distributed in a variety of formats. It was originally created using Microsoft® Word. Pagination and margins in downloaded versions may vary depending upon which word processor or printer you use. If you wish to maintain the original settings, you may wish to download the Portable Document Format (PDF) version, which can then be printed using Adobe® Reader® or other PDF reader. 2 Machine Tools March 2006 PREFACE On December 8, 1993, Title VI of the North American Free Trade Agreement Implementation Act (Pub. L. 103-182, 107 Stat. 2057), also known as the Customs Modernization or “Mod” Act, became effective. These provisions amended many sections of the Tariff Act of 1930 and related laws. Two new concepts that emerge from the Mod Act are “informed compliance” and “shared responsibility,” which are premised on the idea that in order to maximize voluntary compliance with laws and regulations of U.S. -

Instructions to Learn How to Use a Lathe
INSTRUCTIONS TO LEARN HOW TO USE A LATHE This information was originally compiled by the US Army. The lathe is a machine tool used principally for shaping pieces of metal (and sometimes wood or other materials) by causing the work piece to be held and rotated by the lathe while a tool bit is advanced into the work causing the cutting action. The basic lathe that was designed to cut cylindrical metal stock has been developed further to produce screw threads, tapered work, drilled holes, knurled surfaces, and crankshafts. Modern lathes offer a variety of rotating speeds and a means to manually and automatically move the cutting tool into the work piece. Machinists and maintenance shop personnel must be thoroughly familiar with the lathe and its operations to accomplish the repair and fabrication of needed parts. TYPES OF LATHES Lathes can be divided into three types for easy identification: engine lathe, turret lathe, and special purpose lathes. Some smaller ones are bench mounted and semi-portable. The larger lathes are floor mounted and may require special transportation if they must be moved. Field and maintenance shops generally use a lathe that can be adapted to many operations and that is not too large to be moved from one work site to another. The engine lathe (Figure 7-1) is ideally suited for this purpose. A trained operator can accomplish more machining jobs with the engine lathe than with any other machine tool. Turret lathes and special purpose lathes are usually used in production or job shops for mass production or specialized parts, while basic engine lathes are usually used for any type of lathe work. -
Presenting Cnc Ball Screw Machines
Miniature Machine Tools & Accessories Catalog PRESENTING CNC BALL SCREW MACHINES Chucker Lathe Ball Screw Lathe Ball Screw Mill 11th Edition P/N 5325 TABLE OF CONTENTS 2" Rigid Column Spacers .................................................. 34 Rigid Column Bases .......................................................... 34 Why Sherline Tools Are Right for You 5400 Mill Column Base with 2000 Ram ........................... 34 t Sherline, our goal has been to produce a high quality Compound Riser .............................................................. 18 the fact that new accessories work just as well on Sherline on’t be intimidated by the large Multi-Direction Upgrade for 5000-Series Mills ................ 35 line of miniature machine tools at a price that offers Radius Cutting Attachment .............................................. 19 A tools made over thirty years ago or today. Sherline has the Dnumber of accessories we offer. Milling Vise ...................................................................... 35 the customer a great value. Accuracy and versatility have Knurling Tool Holder ....................................................... 19 Rotating Mill Vise Base .................................................... 35 most complete line of small precision machine tools and We suggest you buy only what you Bump Knurl Tool Holder ................................................. 19 been prime requirements in the design process. As a result, need, when you have a job where 4-Jaw Chuck Hold-Down Set .......................................... -

Sherline's Modern 66000 Square Foot Manufacturing
Miniature Machine Tools & Accessories Catalog 10th Edition P/N 5325 TABLE OF CONTENTS Why Sherline Tools Are Right for You t Sherline, our goal has been to produce a high quality the fact that new accessories work just as well on Sherline on’t be intimidated by the large Lathe Follower Rest .......................................................... 16 Milling Accessories Aline of miniature machine tools at a price that offers tools made over thirty years ago or today. Sherline has Dnumber of accessories we offer. Steady Rest Riser Block .................................................... 16 2" Rigid Column Spacers .................................................. 31 the customer a great value. Accuracy and versatility have the most complete line of small precision machine tools Many are very specialized and will Thread Cutting Attachment ............................................. 17 Rigid Column Bases .......................................................... 31 Spindle Handwheel .......................................................... 17 been prime requirements in the design process. As a result, and accessories available. We continue to expand that line only be needed by a small percentage 5400 Mill Column Base with 2000 Ram ........................... 31 8-Direction Upgrade for 5000-Series Mills ....................... 32 we have been gratified to find that almost half our sales with the introduction of new accessories each year. of our customers. We suggest you Cutting Tools Milling Vise ...................................................................... -

Littlemachineshop.Com Catalog 34 Mid-2021
C A T A L O G Mid-2021 34 The premier source of tooling, parts, and accessories for bench top machinists. www.LittleMachineShop.com (800) 981 9663 396 W Washington Blvd #500 Pasadena CA 91103 Email: [email protected] Pricing Note Prices in this catalog are correct at the time of printing. The 25% additional tariff imposed on many of our imported products remains in place. And, of course, COVID continues to affect supply chains, factory production—and prices. Please check our website or call us to get the latest prices. Welcome to LittleMachineShop.com… …the premier source of machines, tooling, parts, and accessories for bench top machinists. We focus on best-in-class machines and we offer tools, accessories, and replacement parts for: • Bench top lathes • Bench top milling machines • Small band saws • Bench top grinders Products we support are sold by LittleMachineShop.com, Grizzly Industrial, Harbor Freight Tools, Micro-Mark, Busy Bee Tools, and others. Besides the products shown in this catalog, we have virtually every replacement part for the mini lathes, mini mills, and micro mills sold by these companies. Visit our website at www.littlemachineshop.com to see large, full-color pictures along with more products and more information than we can fit in this catalog. Check our website at www.littlemachineshop.com for current prices. Prices are subject to change without notice. Contents HiTorque Mini Mill (SX2) Accessories 51 CNC Machines Micro Mill (X1) Accessories 52 Accessories 9 Micro Mill (X1) Assemblies 52 CNC Lathes 9 Mini -
Machine Tools
What Every Member of the Trade Community Should Know About: Machine Tools AN INFORMED COMPLIANCE PUBLICATION MARCH 2006 Machine Tools March 2006 NOTICE: This publication is intended to provide guidance and information to the trade community. It reflects the position on or interpretation of the applicable laws or regulations by U.S. Customs and Border Protection (CBP) as of the date of publication, which is shown on the front cover. It does not in any way replace or supersede those laws or regulations. Only the latest official version of the laws or regulations is authoritative. Publication History First Published November 2005 Reviewed with No Changes March 2006 PRINTING NOTE: This publication was designed for electronic distribution via the CBP website (http://www.cbp.gov) and is being distributed in a variety of formats. It was originally created using Microsoft® Word. Pagination and margins in downloaded versions may vary depending upon which word processor or printer you use. If you wish to maintain the original settings, you may wish to download the Portable Document Format (PDF) version, which can then be printed using Adobe® Reader® or other PDF reader. 2 Machine Tools March 2006 PREFACE On December 8, 1993, Title VI of the North American Free Trade Agreement Implementation Act (Pub. L. 103-182, 107 Stat. 2057), also known as the Customs Modernization or “Mod” Act, became effective. These provisions amended many sections of the Tariff Act of 1930 and related laws. Two new concepts that emerge from the Mod Act are “informed compliance” and “shared responsibility,” which are premised on the idea that in order to maximize voluntary compliance with laws and regulations of U.S. -

General and Wood Lathe Safety
General Safety All power tools can be dangerous if both general and tool specific safety instructions are not followed carefully. General safety instructions apply to all power tools, both corded and cordless. Start with a Safe Work Area Rules about Extension Cords Keep your work area clean and well lit. Cluttered • When using a power tool outside, use an exten- benches and dark areas invite accidents. sion cord marked for outdoor use with “W-A” or Do not operate power tools in explosive atmo- “W”. These cords are made for outdoor use. spheres, near flammable liquids, gases, or dust. • Extension cords with 3-prong grounding plugs Power tools create sparks, which may ignite the must be plugged into 3-prong outlets when using dust or fumes. grounded tools. • Keep bystanders, children, and visitors away • Replace damaged or worn cords immediately. when using a power tool. Distractions can cause you to lose control. The wire gauge and length of the extension cord Electricity can be Dangerous must be able to handle the amps of the tool. Find the Amps (A) on the tool’s nameplate and Grounded tools (three pronged cords) must use the chart to determine the necessary wire be plugged into a properly grounded installed outlet. gauge for your extension cord length. Never remove or cut off the grounding prong or modify the plug in any way. Do not use any adapter plugs. Double Insulated tools have a polarized plug 16 (one blade is wider than the other.) This plug will 16 16 fit into an outlet only one way. -
Program Are to Provide the Student with the Basic Terminology and Parts
DOCUMENT RESUME ED 251 646 CE 040 233 AUTHOR Henderson, William Edward, Jr., Ed. TITLE Articulated, Performance-Based InstructionObjectives Guide for Machine Shop Technology. INSTITUTION Greenville County School District, Greenville,S.C.; Greenville Technical Coll., S.C. PUB DATE Jun 84 NOTE 771p.; Prepared by the Occupational Education Articulation Program Task Force Committee forMachine Shop/Technology. PUB TYPE Guides - Classroom Jse Guides (For Teachers) (052) EDRS PRICE MF05/PC31 Plus Postage. DESCRIPTORS Behavioral Objectives; Blueprints; CompetencyBased Education; Criterion Referenced Tests; Curriculum Guides; Employment Opportunities; High Schools;Job Skills; Learning Activities; Machine Repairers; *Machine Tool Operators; *Machine Tools; *Machinists; *Numerical Control; Performance Tests; Postsecondary Education; Secondary Education; *Trade and Industrial Education; Units of Study ABSTRACT This articulation guide contains 21 units of instruction for two years of machine shop. The objectivesof the program are to provide the student with the basic terminology and fundamental knowledge and skills in machining (year 1)and to teach him/her to set up and operate machine toolsand make or repair' metal parts, tools, and machines (year 2). Introductory materials include recommended secondary and postsecondaryprograms. The nine units in year 1 are entitled introduction, precision measuring instruments, work layout, benchwork, grinding, drillpress, power saws, basic engine lathe work, and mill work. The twelve units inyear 2 are entitled -

Tools and Patterns
XV v J3 FACTORY MANAGEMENT COURSE AND SERVICE A Series of Interlocking Text Books Written for the Industrial Extension Institute by Factory Man- agers and Consulting Engineers as Part of the Factory Management Course and Service INDUSTRIAL EXTENSION INSTITUTE INCORPORATED NEW YORK ADVISORY COUNCIL NICHOLAS THIEL FICKER, PRES., CHARLES P. STEINMETZ, CMef Consulting Engineer, CHARLES E. FUNK, SECY., General Electric Co. CHAS. A. BROCKAWAY, TREAS., JERVIS E. HARBECK, Vice-Pres. American Can Co. ALWIN VON Auw, Gen. Mgr. Boorum-Pease Co. BENJ. A. FRANKLIN, Vice-Pros. Strathmore Paper CHARLES C. GOODRICH, Co., Lieut. Col. Ord- Goodrich-Lockhart Co. nance Dept. WlLLARD F. HlNE, CHARLES B. GOING, Consulting Appraisal Engi- Formerly Editor, The Engi- neer, Chief Gas Engr., neering Magazine, Con- Public Service Comm. sulting Industrial Engi- N. Y. neer, STAFF. C. E. KNOEPPEL, ORGANIZATION AND ADMINISTRA- Pres. C. E. Knoeppel & Co., TION. Consulting Engineers. MEYER BLOOMFIELD, LABOR AND COMPENSATION. Consultant on Personnel. GEORGE <S. ARMSTRONG, PLANNING AND TIME-STUDY. Consulting Industrial Engineer. H. B. TWYFORD, PURCHASING AND STORING. Purchasing Agent, Nichols Cop- per Co. NICHOLAS THIEL FICKER, INDUSTRIAL COST FINDING, Consulting Industrial Engineer. DWIGHT T. FARNHAM, EXECUTIVE STATISTICAL CONTROL, Consulting Industrial Engineer. WILLARD L. CASE, THE FACTORY BUILDING. Pres. Willard L. Case & Co., Consulting Engineers. DAVID MOFFAT MYERS, THE POWER PLANT. Origgs & Myers, Consulting Engineers. JOSEPH W. ROE, THE MECHANICAL EQUIPMENT. Prof. Machine Design, Sheffield Scientific School, Yale Univ. ALBERT A. DOWD, TOOLS AND PATTERNS. ConsuPing Engineer. WILLIAM F. HUNT, HANDLING MATERIAL IN FACTOR- Consulting Inaustrial Engineer. IES. CHARLES W. MoKAY, VALUING INDUSTRIAL PROPERTIES, Appraisal Engineer, Cooley & Marvin. TOOLS AND PATTERNS BY ALBERT A.