Metal Spinning
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Using a Test Indicator (2)
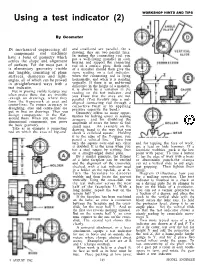
WORKSHOP HINTS AND TIPS Using a test indicator (2) By Geometer IN mechanical engineering all and small-end are parallel. On a components and machines drawing, they are two parallel lines. In testing the connecting rod, you have a basis of geometry which put a well-fitting mandrel in each settles the shape and alignment bearing and support the connecting of surfaces. For the most part it rod on a surface plate. Both ends is elementary geometry visible of a mandrel should then give the and tangible, consisting of plane same reading on a test indicator, surfaces, diameters and right- when the connecting rod is lying angles, all of which can be proved horizontally, and when it is standing in straightforward ways with a vertically. If there is an end-to-end difference in the height of a mandrel, test indicator. it is shown by a variation in the But in proving visible features you reading on the test indicator, and often prove those that are invisible you know that the axes are not -except on drawings, where they parallel. (You forcibly true a mal- form the framework as axes and aligned connecting rod through a centre-lines. To ensure accuracy in corrective twist or by applying draughting, axes and centre-lines are pressure opposite the bend.) put in first on drawings. Then you Geometry offers us many oppor- design components, in the flat, tunities for halving errors in seeking around them. When you test three- accuracy, and for doubling the F dimensional components, you prove amplitude of errors the better to find the basic geometry. -

Process Type Description Adhesive Application F+S Used to Bond Non-Metal Components. Adhesives Are Applied Either by Hand Or In
Process Type Description Used to bond non-metal components. Adhesives are applied either by hand or in a spray Adhesive Application F+S booth controlled for air emissions. A two-step process by which the aluminum is first dissolved in a caustic bath and then Aluminum Making VENDOR precipitated out in crystals. This two-step process can be circumvented by using recycled scrap that is melted down to form new parts. Most stainless steels receive a final annealing (a heat treatment that refines the Anneal and Pickle VENDOR material's mechanical properties) and pickling (an acid wash that removes furnace scale from annealing and helps promote the passive surface film that naturally occurs). An electrolytic passivation process used to increase the thickness of the natural oxide Anodizing VENDOR layer on aluminum. Produces a protective surface that inhibits further oxidation (corrosion). F+S / Process that provides a matte/etched looking surface finish to material by applying fine Bead Blasting VENDOR glass beads at low pressure. Process in which a Fiber-Reinforced Polymer and metal granule matrix is blended and Bonded Metal Casting F+S cast in a mold. A mechanical process in which material is shaped at a single angle along a straight axis. Brake Forming F+S The process can be repeated to form more complicated shapes. An annealing process carried out in a controlled atmosphere furnace or vacuum so that Bright Annealing VENDOR oxidation is reduced to a minimum and the surface remains relatively bright. Metalworking process in which sheet metal is rolled out at room temperature, changing Calendaring VENDOR the molecular structure to make it harder and more resistant to scratching. -
Using a Myford Keats Angle Plate
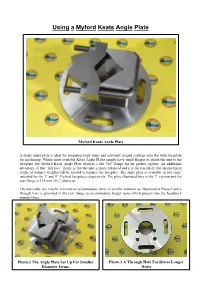
Using a Myford Keats Angle Plate Myford Keats Angle Plate A Keats angle plate is ideal for mounting large items and unevenly shaped castings onto the lathe faceplate for machining. Whilst most available Keats Angle Plates simply have small flanges to attach the unit to the faceplate, the Myford Keats Angle Plate features a full 360o flange for far greater rigidity. An additional advantage of this “full face” flange is that the unit is more balanced and it is far less likely that inconvenient stacks of balance weights will be needed to balance the faceplate. The angle plate is available in two sizes, intended for the 7” and 9” Myford faceplates respectively. The plate illustrated here is the 7” version and the rear flange is 135 mm (5¼”) diameter. The moveable jaw may be reversed to accommodate items of smaller diameter as illustrated in Photo.2 and a through hole is provided in the rear flange to accommodate longer items which project into the headstock mandrel bore. Photo.2 The Angle Plate Set Up For Smaller Photo.3 A Through Hole Facilitates Longer Diameter Items. Items Using The Myford Keats Angle Plate The most usual way to use the Keats Angle Plate is by attaching it to the faceplate of the lathe, although it is a most adaptable accessory and may also be used in a variety of other ways. Photo. 4 shows the angle plate bolted to the faceplate of a customers Myford Super 7 B where it is to be used to turn a bush from the 7 end of a 1 /8” (68.8mm) round bar. -

Hand Spinning and CNC Spinning
Hand Spinning and CNC Spinning 931 N. Ridge Avenue, Lombard, IL 60148 Phone: 630.268.9292 • Fax: 630.268.9393 [email protected] • www. helandermetal.com Metal Spinning, a Bridge Between Craft and Automation Metal Spinning is a metalworking process that stands firmly between the artisans and craftsmen of the past and the machine tool automation of the present and future. It is a process certain to benefit from the high volume manufacturing techniques being developed, while still demanding high levels of individual craftsmanship. Manufacturers choosing to work in metal spinning will tap into the high production capabilities of an automated shop floor, but also require manual spinning to create more intricate architectural and decorative products. Combining both of these techniques allows for the mass production of the bulk of a product line through CNC automation, while finishing it up with hand spinning creating a product that is hand-worked. Metal Spinning Technology: A Closer Look On the surface, the spinning process is a simple one. A formed block, or mandrel, is mounted in the center drive section of a lathe. This formed block is the part that defines the shape of the final product. The block is machined from a variety of materials, including wood, polyurethane, aluminum and steel, each having its own strengths and weaknesses. A pre-sized metal disk, called the work piece, is then clamped against the ‘front’ of the block by a pressure pad. This pressure pad is also attached to the tailstock of the lathe. The block and the attached work piece are then rotated at high speeds. -

PDH Course M381
PDHonline Course M 497 (6 PDH) _______________________________________________________________________________________ Conventional Machining Technology Fundamentals Instructor: Jurandir Primo, PE 2013 PDH Online | PDH Center 5272 Meadow Estates Drive Fairfax, VA 22030-6658 Phone & Fax: 703-988-0088 www.PDHonline.org www.PDHcenter.com An Approved Continuing Education Provider www.PDHcenter.com PDH Course M 497 www.PDHonline.org CONVENTIONAL MACHINING TECHNOLOGY – FUNDAMENTALS Introduction Shaping Machines Lathes Slotting Machines - Metalworking lathes - Planing, shaping and slotting calculations - Classification of lathes - Turning operations Boring Machines - Semiautomatic and automatic lathes - Types of boring machines - Accessories - Boring types - Live centers and dead centers - Boring calculations - Rests and micrometer supports - Lathe cutting tools Hobbing & Gear Shaping Machines - Lathe calculations - Common gear generation types - Graduate micrometer and measurements - Details of involute gearing - Tools and inserts - Proper meshing and contact ratio - Common holders with inserts - Gear Shaping Machines - Goose-neck holders with inserts Broaching Machines Drilling Machines - Horizontal broaching machines - Classification of drilling machines - Vertical broaching machines - Application of drilling machines - Broaching principles - Types of drills - Broaching configuration - Drill sizes and geometry - Materials of broaches - Drill point angles - Geometry of broaching teeth - Drill holding & clamping of workpieces - Broaching operations -

Manufacturing Technology I Unit I Metal Casting
MANUFACTURING TECHNOLOGY I UNIT I METAL CASTING PROCESSES Sand casting – Sand moulds - Type of patterns – Pattern materials – Pattern allowances – Types of Moulding sand – Properties – Core making – Methods of Sand testing – Moulding machines – Types of moulding machines - Melting furnaces – Working principle of Special casting processes – Shell – investment casting – Ceramic mould – Lost Wax process – Pressure die casting – Centrifugal casting – CO2 process – Sand Casting defects. UNIT II JOINING PROCESSES Fusion welding processes – Types of Gas welding – Equipments used – Flame characteristics – Filler and Flux materials - Arc welding equipments - Electrodes – Coating and specifications – Principles of Resistance welding – Spot/butt – Seam – Projection welding – Percusion welding – GS metal arc welding – Flux cored – Submerged arc welding – Electro slag welding – TIG welding – Principle and application of special welding processes – Plasma arc welding – Thermit welding – Electron beam welding – Friction welding – Diffusion welding – Weld defects – Brazing – Soldering process – Methods and process capabilities – Filler materials and fluxes – Types of Adhesive bonding. UNIT III BULK DEFORMATION PROCESSES Hot working and cold working of metals – Forging processes – Open impression and closed die forging – Characteristics of the process – Types of Forging Machines – Typical forging operations – Rolling of metals – Types of Rolling mills – Flat strip rolling – Shape rolling operations – Defects in rolled parts – Principle of rod and wire drawing – Tube drawing – Principles of Extrusion – Types of Extrusion – Hot and Cold extrusion – Equipments used. UNIT IV SHEET METAL PROCESSES Sheet metal characteristics – Typical shearing operations – Bending – Drawing operations – Stretch forming operations –– Formability of sheet metal – Test methods – Working principle and application of special forming processes – Hydro forming – Rubber pad forming – Metal spinning – Introduction to Explosive forming – Magnetic pulse forming – Peen forming – Super plastic forming. -

Informed Compliance Publication
What Every Member of the Trade Community Should Know About: Machine Tools AN INFORMED COMPLIANCE PUBLICATION MARCH 2006 Machine Tools March 2006 NOTICE: This publication is intended to provide guidance and information to the trade community. It reflects the position on or interpretation of the applicable laws or regulations by U.S. Customs and Border Protection (CBP) as of the date of publication, which is shown on the front cover. It does not in any way replace or supersede those laws or regulations. Only the latest official version of the laws or regulations is authoritative. Publication History First Published November 2005 Reviewed with No Changes March 2006 PRINTING NOTE: This publication was designed for electronic distribution via the CBP website (http://www.cbp.gov) and is being distributed in a variety of formats. It was originally created using Microsoft® Word. Pagination and margins in downloaded versions may vary depending upon which word processor or printer you use. If you wish to maintain the original settings, you may wish to download the Portable Document Format (PDF) version, which can then be printed using Adobe® Reader® or other PDF reader. 2 Machine Tools March 2006 PREFACE On December 8, 1993, Title VI of the North American Free Trade Agreement Implementation Act (Pub. L. 103-182, 107 Stat. 2057), also known as the Customs Modernization or “Mod” Act, became effective. These provisions amended many sections of the Tariff Act of 1930 and related laws. Two new concepts that emerge from the Mod Act are “informed compliance” and “shared responsibility,” which are premised on the idea that in order to maximize voluntary compliance with laws and regulations of U.S. -

Instructions to Learn How to Use a Lathe
INSTRUCTIONS TO LEARN HOW TO USE A LATHE This information was originally compiled by the US Army. The lathe is a machine tool used principally for shaping pieces of metal (and sometimes wood or other materials) by causing the work piece to be held and rotated by the lathe while a tool bit is advanced into the work causing the cutting action. The basic lathe that was designed to cut cylindrical metal stock has been developed further to produce screw threads, tapered work, drilled holes, knurled surfaces, and crankshafts. Modern lathes offer a variety of rotating speeds and a means to manually and automatically move the cutting tool into the work piece. Machinists and maintenance shop personnel must be thoroughly familiar with the lathe and its operations to accomplish the repair and fabrication of needed parts. TYPES OF LATHES Lathes can be divided into three types for easy identification: engine lathe, turret lathe, and special purpose lathes. Some smaller ones are bench mounted and semi-portable. The larger lathes are floor mounted and may require special transportation if they must be moved. Field and maintenance shops generally use a lathe that can be adapted to many operations and that is not too large to be moved from one work site to another. The engine lathe (Figure 7-1) is ideally suited for this purpose. A trained operator can accomplish more machining jobs with the engine lathe than with any other machine tool. Turret lathes and special purpose lathes are usually used in production or job shops for mass production or specialized parts, while basic engine lathes are usually used for any type of lathe work. -
Presenting Cnc Ball Screw Machines
Miniature Machine Tools & Accessories Catalog PRESENTING CNC BALL SCREW MACHINES Chucker Lathe Ball Screw Lathe Ball Screw Mill 11th Edition P/N 5325 TABLE OF CONTENTS 2" Rigid Column Spacers .................................................. 34 Rigid Column Bases .......................................................... 34 Why Sherline Tools Are Right for You 5400 Mill Column Base with 2000 Ram ........................... 34 t Sherline, our goal has been to produce a high quality Compound Riser .............................................................. 18 the fact that new accessories work just as well on Sherline on’t be intimidated by the large Multi-Direction Upgrade for 5000-Series Mills ................ 35 line of miniature machine tools at a price that offers Radius Cutting Attachment .............................................. 19 A tools made over thirty years ago or today. Sherline has the Dnumber of accessories we offer. Milling Vise ...................................................................... 35 the customer a great value. Accuracy and versatility have Knurling Tool Holder ....................................................... 19 Rotating Mill Vise Base .................................................... 35 most complete line of small precision machine tools and We suggest you buy only what you Bump Knurl Tool Holder ................................................. 19 been prime requirements in the design process. As a result, need, when you have a job where 4-Jaw Chuck Hold-Down Set .......................................... -

Tactical Gear Spring 2009
You Need Monadnock Baton Training! SPRING 2009 ON TARGET WITH NIGHTFORCE REBUILD YOUR MAGAZINES GREAT NEW GEAR! US $5.50 CAN $6.50 Mossberg 21 NightTrain II 0 FnL1 04 0120 01 JUYrVyBQdWJsaWNhdGlvbnMsIEluYyAo 02 SW9sYSBkaXZpc2lvbikPR3JlZ29yeSBL 03 cnVlZ2VyAEnsYo0EMTAuNAI4MAExBVVQ Qy1BDDA3MTQ4NjUwMjYzMAA= 71486 50263 0 Display until August 16, 2009 11099519_TG.indd099519_TG.indd 1 44/17/09/17/09 22:03:15:03:15 PPMM 1099519_TG.indd 1 4/3/08 11:19:29 AM 11220302_BLSP.indd220302_BLSP.indd 1 44/17/09/17/09 22:07:05:07:05 PPMM Spring 2009 GEAR 6 Sig’s 556 SWAT 33 Camo that Rifl e A great rifl e, now civilian legal. It’s easier than you think to change from basic black. 33 12 A Most Useful Baton Training is the key to good baton 36 A Tactical Triple work. Monadnock offers the best. A look at three different tactical rifl es with a common thread: The .308 round. 16 NightForce Optics Great scopes for hard use. 36 20 Fix Your Magazines 40 Fit To Fight It’s simple to make old magazine Pt. 2 on creating a great work like new. workout area. 24 The GSR 1911 Sig quality in a 1911 platform 28 Targets Aid Training Several different types of targets 28 can keep your training real. 24 6 4 /TACTICAL GEAR SPRING 2009 GEAR Your Baton Is More Than An Impact Weapon f you’ve never been on the receiving end a of a control hold applied by an In- 700 E. State St., Iola, WI 54990-0001 ternational Level Instructor of the Monadnock training program, you don’t (715) 445-2214 I really know the meaning of the word “humility.” Chuck Martin was throwing me around like a rag doll. -

Journeyman Skill List
These Blacksmithing Skill standards were developed by the Appalachian Blacksmiths Association, an ABANA chapter and registered with the Bureau of Apprenticeship and Training, United States Department of Labor. Before someone is accepted as a journeyman blacksmith, they need to be able to perform the following productively, quickly and accurately. It is a good self check list on the skills you need to develop in your craft. Text in dark red , in parentheses and with letter designations are the additions of Jock Dempsey, anvilfire guru, for his students. a. Apprentice will keep sketchbook(s) and notes detailing their work, ideas, and progress toward becoming a Journeyman. b. Show proficiency in shop math, mensuration and layout. Measure a sample block of metal and calculate its weight to within 1% or less. Create a layout with bluing using scriber, punch and dividers with exterior outline and an odd number bolt circle. c. Learn to drive a straight shift. This may serve well in an emergency and also applies to operating trucks and heavy machinery. 1. Drawing Out: Draw a bar to a point or dress an edge or point a tool. Produce short, medium and long tapers and points by hand. 2. Upsetting: Upset to at least 1½ times the diameter or width of a bar on the end and in the middle. 3. Bending: Make a ring out of bar stock or flat stock; forge a square corner right angle bend in square stock. 4. Punching, slitting and decorative punch work: Show an example of decorative punch work; punch a hole in a bar the same size as the width of the bar. -

Sherline's Modern 66000 Square Foot Manufacturing
Miniature Machine Tools & Accessories Catalog 10th Edition P/N 5325 TABLE OF CONTENTS Why Sherline Tools Are Right for You t Sherline, our goal has been to produce a high quality the fact that new accessories work just as well on Sherline on’t be intimidated by the large Lathe Follower Rest .......................................................... 16 Milling Accessories Aline of miniature machine tools at a price that offers tools made over thirty years ago or today. Sherline has Dnumber of accessories we offer. Steady Rest Riser Block .................................................... 16 2" Rigid Column Spacers .................................................. 31 the customer a great value. Accuracy and versatility have the most complete line of small precision machine tools Many are very specialized and will Thread Cutting Attachment ............................................. 17 Rigid Column Bases .......................................................... 31 Spindle Handwheel .......................................................... 17 been prime requirements in the design process. As a result, and accessories available. We continue to expand that line only be needed by a small percentage 5400 Mill Column Base with 2000 Ram ........................... 31 8-Direction Upgrade for 5000-Series Mills ....................... 32 we have been gratified to find that almost half our sales with the introduction of new accessories each year. of our customers. We suggest you Cutting Tools Milling Vise ......................................................................