Lathes Types of Lathes
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Distal Radius System 2.5
PRODUCT INFORMATION Distal Radius System 2.5 APTUS® Wrist 2 | Distal Radius System 2.5 Contents 3 A New Generation of Radius Plates 4 One System for Primary and Secondary Reconstruction 6 ADAPTIVE II Distal Radius Plates 8 FPL Plates 10 Hook Plates 11 Lunate Facet Plates 12 Rim Plates 13 Fracture Plates 14 Correction Plates 15 Volar Frame Plates 16 Extra-Articular Plates 17 Small Fragment Plates 18 Dorsal Frame Plates 19 XL Plates 20 Distal Ulna Plates 21 Fracture Treatment Concept 22 Technology, Biomechanics, Screw Features 24 Precisely Guided Screw Placement 25 Instrument for Reconstruction of the Volar Tilt 26 Storage 27 Overview Screw Trajectories 29 Ordering Information 47 Bibliography For further information regarding the APTUS product line visit: www.medartis.com Medartis, APTUS, MODUS, TriLock, HexaDrive and SpeedTip are registered trademarks of Medartis AG / Medartis Holding AG, 4057 Basel, Switzerland www.medartis.com Distal Radius System 2.5 | 3 A New Generation of Radius Plates Why is a new generation of radius plates needed? Distal radius fractures are the most common fractures of the stable plate systems have enabled open reduction and inter- upper extremities. The knowledge of these fractures has grown nal fixation to become an established treatment method for enormously over the last years. Treatment concepts have like- intra- and extra-articular distal radius fractures. These sys- wise been refined. It is now generally accepted that the best tems have enabled even severe extension fractures with dor- possible anatomical reconstruction of the radiocarpal joint sal defect zones to be precisely repositioned and treated with (RCJ) and distal radioulnar joint (DRUJ) to produce a func- osteosynthesis via volar access without the need for additional tional outcome is a requirement. -

10 Tips & Tricks for Improving Machine Shop Efficiency
10 Tips & Tricks for Improving Machine Shop Efficiency At Xometry Supplies, our mission is to help your shop be as efficient and profitable as possible. That’s why we provide instant quotes and fast shipping on high-quality materials and tools. Visit us at www.xometry.com/supplies and check out our selection of top tooling brands and custom cuts. But we want to do more than provide you materials—we want to help you run your shop more efficiently. Below are 10 tips for running a more efficient shop. If you have anything you think we should add to this list, please reach out to us at [email protected]. 1. Learn About Lean Manufacturing Principles One of the most popular ways to improve almost any manufacturing process is to adopt a Lean Manufacturing framework. Lean management is all about improving operations continuously (you can always get better!) and reducing waste wherever you find it. Some key concepts from lean manufacturing to keep in mind are: • Customer Value: Define what your customer thinks is most valuable and optimize your operations to deliver on these things. By keeping the customer in mind, you ensure that everything you do will have an impact • Flow: Lean is all about making things flow faster. Every day, look for ways to simplify your procedures, keep your manufacturing floor organized, and have the right people doing the right jobs at the right times. • Respect & Empowerment: Create a culture where every employee—from the highest ranking to the lowest—feels comfortable pointing out opportunities for improvement and is empowered to fix things and make changes. -
Using a Test Indicator (2)
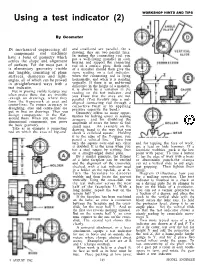
WORKSHOP HINTS AND TIPS Using a test indicator (2) By Geometer IN mechanical engineering all and small-end are parallel. On a components and machines drawing, they are two parallel lines. In testing the connecting rod, you have a basis of geometry which put a well-fitting mandrel in each settles the shape and alignment bearing and support the connecting of surfaces. For the most part it rod on a surface plate. Both ends is elementary geometry visible of a mandrel should then give the and tangible, consisting of plane same reading on a test indicator, surfaces, diameters and right- when the connecting rod is lying angles, all of which can be proved horizontally, and when it is standing in straightforward ways with a vertically. If there is an end-to-end difference in the height of a mandrel, test indicator. it is shown by a variation in the But in proving visible features you reading on the test indicator, and often prove those that are invisible you know that the axes are not -except on drawings, where they parallel. (You forcibly true a mal- form the framework as axes and aligned connecting rod through a centre-lines. To ensure accuracy in corrective twist or by applying draughting, axes and centre-lines are pressure opposite the bend.) put in first on drawings. Then you Geometry offers us many oppor- design components, in the flat, tunities for halving errors in seeking around them. When you test three- accuracy, and for doubling the F dimensional components, you prove amplitude of errors the better to find the basic geometry. -

Grinding Your Own Lathe Tools
WEAR YOUR SAFETY GLASSES FORESIGHT IS BETTER THAN NO SIGHT READ INSTRUCTIONS BEFORE OPERATING Grinding Your Own Left Hand Right Hand Boring Tool Cutting Tool Cutting Tool Lathe Tools As with any machining operation, grinding requires the Dressing your grinding wheel is a part of maintaining the utmost attention to “Eye Protection.” Be sure to use it when bench grinder. Grinding wheels should be considered cutting attempting the following instructions. tools and have to be sharpened. A wheel dresser sharpens Joe Martin relates a story about learning to grind tools. “My by “breaking off” the outer layer of abrasive grit from the first experience in metal cutting was in high school. The wheel with star shaped rotating cutters which also have to teacher gave us a 1/4" square tool blank and then showed be replaced from time to time. This leaves the cutting edges us how to make a right hand cutting tool bit out of it in of the grit sharp and clean. a couple of minutes. I watched closely, made mine in ten A sharp wheel will cut quickly with a “hissing” sound and minutes or so, and went on to learn enough in one year to with very little heat by comparison to a dull wheel. A dull always make what I needed. I wasn’t the best in the class, wheel produces a “rapping” sound created by a “loaded just a little above average, but it seemed the below average up” area on the cutting surface. In a way, you can compare students were still grinding on a tool bit three months into the what happens to grinding wheels to a piece of sandpaper course. -

Accessories for Sherline
© 2012, LatheCity Endmill Holder www.LatheCity.com Accessories for Sherline Sherline Accessories Safety & Manual & Catalog LatheCity 1 © 2012, LatheCity Endmill Holder www.LatheCity.com 2 © 2012, LatheCity Endmill Holder www.LatheCity.com Various benchtop screw-on mill tool holders. Fast tool change system for benchtop milling machines. For current prices see our website. Product description and specifications: means of the set screw at the flat of the Aluminum screw-on-type holders for various endmill. Make sure that the set screw is tight. mill cutting and boring tools. The holders screw- Otherwise, the eventually heavy vibrations of on the spindle of a milling machine/lathe. The the mill may loosen the set screw and the tool holders fit endmills, center drills, deburrs, endmill. Jacobs drill chucks, etc. Add a fast tool change system to your benchtop milling machine. Available sizes A holder fits on a 3/4-16 spindle of a benchtop mill. Screw-on holders for cutting Endmills. Tool holders for 3/8 and 1/4 in. tools of 1 mm to 1/2 in. O.D. shank size are O.D. double- or single-ended endmills will fit. In available (English or Metric sizes). The detailed stock. P/N list is given below. Center drills. Tool holders for #1, #2, and #3 Adapters are tested on Sherline’s tabletop center drills are available. #1 and #2 adapters systems only and are restricted to a maximum are longer than endmill holders and have revolution per minute (rpm) of 2800 for light narrower noses. In stock. metal work on a benchtop/tabeltop system. -
PMPA Member H & R Screw Machine Products Finds Success in Its Wide
Helping Precision Machine Shops Be More Productive and Profitable Helping Precision Machine Shops Be More Productive and Profitable PMPA Member H & R Screw Machine Products Finds Success in its Wide Customer Base and Diverse Machining Capabilities When it was founded in 1976, H & R Screw Machine Products was no more than a single Brown & Sharpe screw machine in a small building located behind the home of founder, David Halladay. Mr. Halladay, who spent years as a technician in several screw machine shops, dreamed of owning his own company one day. So, with the help of his business partner, Walter Randolph, the two opened H & R Screw Machine Products. What started as a small operation with just two customers evolved into a company that manufactures millions of precision machined components each month in a 38,000-square-foot facility in Reed City, Michigan. Today, the company is run by Mr. Halladay’s sons, Tim and Tom Halladay, who spent most of their lives working their way up through the company. “As a company, we all work very closely together and we try to treat our employees like family,” says Tom Halladay, president of H & R Screw Machine Products. “We have many people on staff who’ve been with the company 10 to 30 years, and they’re a major reason why we’ve succeeded over headquarters also features aqueous parts washing systems, a the years.” quality assurance lab and a scrap and oil processing system. The company’s state-of-the-art scrap and oil processing In the company’s early years, 100 percent of sales came system conveys steel and aluminum scrap material from its from the automotive industry. -

Introduction to Selecting Milling Tools Iimportant Decisions for the Selection of Cutting Tools for Standard Milling Operations
Introduction to Selecting Milling Tools IImportant decisions for the selection of cutting tools for standard milling operations The variety of shapes and materials machined on modern milling machines makes it impera- tive for machine operators to understand the decision-making process for selecting suitable cutting tools for each job. This course curriculum contains 16-hours of material for instructors to get their students ready to make basic decisions about which tools are suitable for standard milling operations. ©2016 MachiningCloud, Inc. All rights reserved. Table of Contents Introduction .................................................................................................................................... 2 Audience ..................................................................................................................................... 2 Purpose ....................................................................................................................................... 2 Lesson Objectives ........................................................................................................................ 2 Where to Start: A Blueprint and a Plan .......................................................................................... 3 Decision 1: What type of machining is needed? ............................................................................ 7 Decision 2: What is the workpiece material? ................................................................................. 7 ISO Material -

Additive Manufacturing for Jigs, Fixtures and Other Factory Floor Tools
Additive Manufacturing for Jigs, Fixtures and Other Factory Floor Tools HOW TO REALIZE AN EXTREME REDUCTION IN TIME AND COST BY MAKING YOUR CUSTOM TOOLS VIA ADDITIVE MANUFACTURING The fundamental objectives of manufacturing — improve quality, reduce costs, speed up throughput and increase production flexibility — are the primary reasons that jigs and fixtures are so abundant. It doesn’t matter if the operation is fully automated or entirely manual; jigs and fixtures are deployed throughout manufacturing operations with the goal of reducing costs while improving production processes. THE 3D PRINTING SOLUTIONS COMPANY Additive Manufacturing for Jigs, Fixtures and Other Factory Floor Tools HOW TO REALIZE AN EXTREME REDUCTION IN TIME AND COST BY MAKING YOUR CUSTOM TOOLS VIA ADDITIVE MANUFACTURING When expanded beyond jigs and fixtures to periods. But this ignores the larger impact on the include all manufacturing tools that serve bottom line. AM lowers the threshold for justifying as operational aids, the uses are even more a new tool, which allows you to address unmet widespread. They range from organizational bins needs throughout the production process. If you and tool holders for 5S (a workplace organizational were to look around the manufacturing floor, methodology) to templates, guides and gauges. assembly area and quality control lab, how many They include sophisticated robotic end-effectors new opportunities would you find for a jig or and rudimentary trays, bins and sorters for fixture? What would the value be? conveyance and transportation. No matter the • Reduce scrap and rework name, description or application, manufacturing • Decrease direct labor time tools on the factory floor increase operational • Improve process throughput efficiency while maintaining quality. -

VARIABLE ANGLE LOCKING HAND SYSTEM for Fragment-Specific Fracture Fixation with Variable Angle Locking and Locking Technology
VARIABLE ANGLE LOCKING HAND SYSTEM For fragment-specific fracture fixation with variable angle locking and locking technology SURGICAL TECHNIQUE TABLE OF CONTENTS INTRODUCTION Variable Angle Locking Hand System Overview 2 AO Principles 5 Indications 6 Featured Plates & Technique Highlights 7 Screws in the System 18 Featured Instruments 20 SURGICAL TECHNIQUE Preoperative Planning and Reduction 27 Lag Screw Insertion (Optional) 29 Prepare and Insert Plate 37 Insert Screw 50 Implant Removal 51 PRODUCT INFORMATION Implants 54 Instruments 63 Graphic Cases 70 Set Lists 77 Image intensifier control Variable Angle Locking Hand System Surgical Technique DePuy Synthes Companies VARIABLE ANGLE LOCKING HAND SYSTEM OVERVIEW The DePuy Synthes Variable Angle Locking Hand System consists of plates that are anatomic, procedure-specific, and available in both stainless steel and titanium. The Variable Angle Locking Hand System offers instrumentation to aid in: x fracture reduction x provisional fixation x plate adaptation x construct creation Designed for the Surgeon and Patient A dedicated, global surgeon team was integral to the design of this system through extensive consultation and participation in multiple design labs. Surgeon interviews, design and development meetings, and collaboration with key opinion leaders determined the clinical components necessary for the DePuy Synthes Variable Angle Locking Hand System. DePuy Synthes Companies are dedicated to improving patient care. System Snapshot x Extensive system of anatomically precontoured plates x First to the market with 1.3 mm locking screws for hand plating1 x Forceps that aid in fracture reduction and lag screw application x Forceps that aid in plate fixation x Self-retaining screwdrivers x Plates available in 316L stainless steel and titanium x Color-coded instruments 1DePuy Synthes Companies market analysis of leading orthopaedic companies, conducted May 2015. -
Milling Fixtures Principles of Their Design and Examples from Practice Third Revised Edition
UC-NRLF 25 CENTS B 3 Dlfi 742 MILLING FIXTURES PRINCIPLES OF THEIR DESIGN AND EXAMPLES FROM PRACTICE THIRD REVISED EDITION MACHINERY'S REFERENCE SERIES NO. 4 PUBLISHED BY MACHINERY, NEW YORK MACHINERY'S REFERENCE SERIES EACH NUMBER IS ONE UNIT IN A COMPLETE LIBRARY OF MACHINE DESIGN AND SHOP PRACTICE REVISED AND REPUBLJSHED FROM MACHINERY NUMBER 4 MILLING FIXTURES THIRD REVISED EDITION CONTENTS Elementary Principles of Milling Fixtures, by E. R. MARKHAM - 3 Examples of Milling Fixtures 26 Copyright, 1912, The Industrial Press, Publishers of MACHINERY 49-55 Lafayette Street, New York City X CHAPTER I ELEMENTARY PRINCIPLES OP MILLING MACHINE FIXTURES* The principal consideration, when designing fixtures that are to be fastened solidly to the table of a milling machine, should be to have the fixture firm enough to admit working the machine and cutter to their limit of endurance. In fact, the fixture should be stronger than the machine itself, and able to resist any possible strain that the cutter can exert. While fixtures should be strong, the movable parts should be so made as to be easily manipulated. All bearing and locat- ing points should be accessible to facilitate the removal of chips and dirt. The action of the clamping devices should be rapid, so that no time is lost in manipulating them. The Milling Machine Vise-False Vise Jaws The first fixture to consider is the milling machine vise, which has a stationary and a movable jaw, against which are placed removable jaws, held in place by means of screws. The stationary-removable jaw generally has connected with it any shelf, pins, or means for locating the pieces to be machined. -

2 Simple Machines
Name Class Date CHAPTER 13 Work and Energy SECTION 2 Simple Machines KEY IDEAS As you read this section, keep these questions in mind: • What are simple machines? • What simple machines are in the lever family? • What simple machines are in the inclined plane family? • What are compound machines? What Are Simple Machines? We are surrounded by many different electronics and READING TOOLBOX machines. In physics, a machine is a mechanical device Compare As you read that changes the motion of an object. Remember that this section, make a chart machines make work easier by changing the way a force showing the similarities and is applied. Many machines, such as cars and bicycles, differences between the six simple machines. Describe are complicated. However, even the most complicated how each machine affects machine is made from a combination of just six simple input and output forces machines. Simple machines are the most basic machines. and distances. Include the Scientists divide the six simple machines into two fam- mechanical advantage each machine provides. ilies: the lever family and the inclined plane family. The lever family includes the simple lever, the pulley, and the wheel and axle. The inclined plane family includes the simple inclined plane, the wedge, and the screw. The lever family Simple lever Pulley EHHDBG@<EHL>K Wheel and axle 1. Infer What do you think The is the reason that the wedge inclined and the simple inclined plane plane are in the same family of simple machines? family Screw Simple inclined Wedge plane How Do Levers Work? If you have ever used a claw hammer to remove a nail from a piece of wood, you have used a simple lever. -

Milling Machine Operations
SUBCOURSE EDITION OD1644 8 MILLING MACHINE OPERATIONS US ARMY WARRANT OFFICER ADVANCED COURSE MOS/SKILL LEVEL: 441A MILLING MACHINE OPERATIONS SUBCOURSE NO. OD1644 EDITION 8 US Army Correspondence Course Program 6 Credit Hours NEW: 1988 GENERAL The purpose of this subcourse is to introduce the student to the setup, operations and adjustments of the milling machine, which includes a discussion of the types of cutters used to perform various types of milling operations. Six credit hours are awarded for successful completion of this subcourse. Lesson 1: MILLING MACHINE OPERATIONS TASK 1: Describe the setup, operation, and adjustment of the milling machine. TASK 2: Describe the types, nomenclature, and use of milling cutters. i MILLING MACHINE OPERATIONS - OD1644 TABLE OF CONTENTS Section Page TITLE................................................................. i TABLE OF CONTENTS..................................................... ii Lesson 1: MILLING MACHINE OPERATIONS............................... 1 Task 1: Describe the setup, operation, and adjustment of the milling machine............................ 1 Task 2: Describe the types, nomenclature, and use of milling cutters....................................... 55 Practical Exercise 1............................................. 70 Answers to Practical Exercise 1.................................. 72 REFERENCES............................................................ 74 ii MILLING MACHINE OPERATIONS - OD1644 When used in this publication "he," "him," "his," and "men" represent both