Trimming Time 3D Production Systems
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Additive Manufacturing for Jigs, Fixtures and Other Factory Floor Tools
Additive Manufacturing for Jigs, Fixtures and Other Factory Floor Tools HOW TO REALIZE AN EXTREME REDUCTION IN TIME AND COST BY MAKING YOUR CUSTOM TOOLS VIA ADDITIVE MANUFACTURING The fundamental objectives of manufacturing — improve quality, reduce costs, speed up throughput and increase production flexibility — are the primary reasons that jigs and fixtures are so abundant. It doesn’t matter if the operation is fully automated or entirely manual; jigs and fixtures are deployed throughout manufacturing operations with the goal of reducing costs while improving production processes. THE 3D PRINTING SOLUTIONS COMPANY Additive Manufacturing for Jigs, Fixtures and Other Factory Floor Tools HOW TO REALIZE AN EXTREME REDUCTION IN TIME AND COST BY MAKING YOUR CUSTOM TOOLS VIA ADDITIVE MANUFACTURING When expanded beyond jigs and fixtures to periods. But this ignores the larger impact on the include all manufacturing tools that serve bottom line. AM lowers the threshold for justifying as operational aids, the uses are even more a new tool, which allows you to address unmet widespread. They range from organizational bins needs throughout the production process. If you and tool holders for 5S (a workplace organizational were to look around the manufacturing floor, methodology) to templates, guides and gauges. assembly area and quality control lab, how many They include sophisticated robotic end-effectors new opportunities would you find for a jig or and rudimentary trays, bins and sorters for fixture? What would the value be? conveyance and transportation. No matter the • Reduce scrap and rework name, description or application, manufacturing • Decrease direct labor time tools on the factory floor increase operational • Improve process throughput efficiency while maintaining quality. -

Quick Change Fixturing
QUICK CHANGE FIXTURING Repair Kits ........................................................................ 35 Shanks .............................................................................. 35 Ball Lock® Mounting System (Inch) Subplates ......................................................................... 27 Subplates for Tooling Columns ................................... 32 Ball Lock® for Rotary Indexers ...............................20–21 Tooling Columns, 4 sided .............................................. 31 Ball Lock® Accessories ................................................... 24 Tooling Columns, T-Columns ....................................... 30 Commonly Asked Questions About the Ball Lock® Mounting System .....................................................8–9 Fast Acting Ball Lock® Shanks ...................................... 24 Fixture Kits for HAAS ..................................................... 18 Zero Point Mounting System Fixture Plates ....................................................................13 Fixture Plates for Multi-Purpose Subplates .............. 10 Clamping Bracket ........................................................... 50 Fixture Plates for Tooling Columns ............................. 16 Pull Studs & Engagement Screws ......................... 44–45 Jigsaw Interlocking Plates .............................................11 Clamping Plates .............................................................. 43 Liners ............................................................................... -
![[PDF]Appendixes Alu Catalogue](https://docslib.b-cdn.net/cover/7085/pdf-appendixes-alu-catalogue-607085.webp)
[PDF]Appendixes Alu Catalogue
Appendixes PO Contents CC A. Installation of plastic slide rail and support rail.............517 D. Chain installation ..........................................................527 B. Installation of slide rail in hardened steel ......................525 E Instruction Steel chain 5056849 for X85........................529 X45 C. Slip clutch adjustment ..................................................526 XS A. Installation of plastic slide rail and support rail X65 About slide rail Considerations when selecting slide rail X65P The slide rail is attached to the sides of the conveyor Each of the slide rails has its own characteristics and is beam to reduce chain friction where the chain would oth- suitable for different types of applications. erwise be in direct contact with the beam profile. It is very Slide rails made of HDPE or PA-PE are suitable for X85 important that the slide rail is installed correctly so that most standard applications. PA-PE has higher wear the chain can run without disruption. resistance but should not be used in wet environments. X85P When the conveyor is to be mounted high above In environments where high resistance to chemicals ground level, it might be easier to mount the slide rail onto is important, PVDF slide rails are recommended. XH a conveyor section while the conveyor beam is still on the Hardened steel slide rails in combination with PVDF floor. If doing so, leave an extra end, approximately slide rails in bends can be a good combination where 300 mm longer than the beam, so that it can be cut off larger particles such as chip occur. XK and adjusted when the beam is finally installed. UHMW-PE has the highest wear resistance and can be recommended in applications with accumulation, XKP Characteristics transport of heavy parts, high speed, abrasive particles or requirements on low dust generation. -

Chapter 1 Jigs and Fixtures
PQ726-0967G-P01[01-14].qxd 1/16/04 5:39 PM Page 1 Quark05 Quark05:BOOKS:PQ JOBS:PQ726 Miller(4) Chapter 1 Jigs and Fixtures Jigs and fixtures are devices used to facilitate production work, making interchangeable pieces of work possible at a savings in cost of production. Both terms are frequently used incorrectly in shops. A jig is a guiding device and a fixture a holding device. Jigs and fixtures are used to locate and hold the work that is to be machined. These devices are provided with attachments for guiding, setting, and supporting the tools in such a manner that all the workpieces produced in a given jig or fixture will be exactly alike in every way. The employment of unskilled labor is possible when jigs and fix- tures can be used in production work. The repetitive layout and setup (which are time-consuming activities and require consider- able skill) are eliminated. Also, the use of these devices can result in such a degree of accuracy that workpieces can be assembled with a minimum amount of fitting. A jig or fixture can be designed for a particular job. The form to be used depends on the shape and requirement of the workpiece to be machined. Jigs The two types of jigs that are in general use are (1) clamp jig and (2) box jig. A few fundamental forms of jigs will be shown to illustrate the design and application of jigs. Various names are applied to jigs (such as drilling, reaming, and tapping) according to the operation to be performed. -

Optimal Fixture Design for Drilling Through Deformable Plate Workpieces Part I: Model Formulation
Journal of Manufacturing Systems Vol. 2a/No. 1 w 2001 0 ~ Optimal Fixture Design for Drilling Through Deformable Plate Workpieces Part I: Model Formulation K.R. Wardak, U. Tasch, and P.G. Charalambides, Dept. of Mechanical Engineering, University of Maryland Baltimore County, Baltimore, Maryland, USA Abstract in which the model formulation is discussed in Part I This is the first part of two manuscripts that address the and the results in Part II. (Part II follows in this development of scientifically based methodologies that use issue.) Part I further develops the scientific tools that finite element methods and optimization algorithms to design optimal fixturing layouts for the drilling process. Part I focuses capture the shape and dimensional characteristics of on the problem formulation and Part II discusses the results. the machined surfaces generated through drilling The fixturing problem formulation is posed as a constrained operations. These tools are based on FE analysis, optimization problem, in which the physical fixture constraints optimization, and schemes that handle material define the domain, and the desired fixturing characteristics are optimized in accordance with a selected objective func- removal strategies. In formulating the fixturing opti- tion. The optimal fixturing model developed includes a mater- mization problem, Part I presents five different ial removal strategy that enables one to calculate the shape objective fimctions that result in different fixture lay- and dimensions of the machined hole surface. The boundary outs. These layouts are tested and evaluated in Part value problem associated with the optimal fixturing simula- tions is first formulated. Five different objective functions II. A literature review that highlights the contribu- capable of describing various geometrical aspects of the tions of previous researchers follows. -

JIGS and FIXTURES Jigs and Fixtures Are Special Purpose Tools Which
MCE 527- MANUFACTURING TECHNOLOGY JIGS AND FIXTURES LECTURE NOTE JIGS AND FIXTURES Jigs and fixtures are special purpose tools which are used to facilitate production (machining, assembling and inspection operations) when workpieces are to be produced on a mass scale. The mass production of workpieces is based on the concept of interchangeability according to which every part will be produced within an established tolerance. Jigs and fixtures provide a means of manufacturing interchangeable parts since they establish a relation, with predetermined tolerances, between the work and the cutting tool. They eliminate the necessity of a special set up for each individual part. Once a jig or fixture is properly set up, any number of duplicate parts may be readily produced without additional set up. Hence jigs and fixtures are used: i. To reduce the cost of production, as their use eliminates the laying out of wiork and setting up of tools. ii. To increase the production. iii. To assure high accuracy of the parts. iv. To provide for interchangeability. v. To enable heavy and complex-shaped parts to be machined by being held rigidly to a machine. vi. Reduce quality control expenses. vii. Increased versatility of machine tool. viii. Less skilled labour. ix. Saving labour. x. Their use partially automates the machine tool. xi. Their use improves the safety at work, thereby lowering the rate of accidents. A jig may be defined as a device which holds and positions the work, locates or guides the cutting tool relative to the workpiece and usually is not fixed to the machine table. -

Fixture Design General Considerations Machine
Fixture Design General Considerations Hold Cost vs. Benefit Locate Fixture Required Support Economics MFG316 Chapter 6 MFG316 Chapter 6 Machine considerations Process Considerations Machine tool info Best Method Condition of workpiece Fast operation Which one moves? Holding force vs. Weight and size cutting forces Proper tool for the Job? Larger tool? Standard cutters MFG316 Chapter 6 MFG316 Chapter 6 Product Considerations Types of Fixtures What does product allow? Classified by machine Location and clamping surfaces Classified by process Areas to machine and precision Five major groups Changes earlier rather than later Plate Angle-plate Vise-jaw Indexing Multipart MFG316 Chapter 6 MFG316 Chapter 6 1 Plate Angle plate Plate Modified plate Locators Perpendicular to base Clamps May be at other angle Supports Most common Material guided by requirements MFG316 Chapter 6 MFG316 Chapter 6 Vise-jaw Indexing Modified law inserts Prescribed spacing of features MFG316 Chapter 6 MFG316 Chapter 6 Multi-part Fixture Classifications Sequential operation Classified by process Milling fixtures Lathe fixtures Grinding Fixtures Surface grinding fixtures Cylindrical grinding fixtures Boring fixtures Broaching fixtures Sawing fixtures MFG316 Chapter 6 MFG316 Chapter 6 2 Milling fixtures Lathe fixtures Machine as many surfaces as possible Lightweight as possible Change cutter; not move part Balanced Locators resist forces Sharp corners—Yow! Space to work inside Grip by largest diameter Low profile -

Design and Analysis of a Jig and Fixture for Drilling an Inclined Hole in a TEE Plain Adapter
International Journal of Trend in Research and Development, Volume 5(1), ISSN: 2394-9333 www.ijtrd.com Design and Analysis of a Jig and Fixture for Drilling an inclined hole in a TEE Plain Adapter 1Shubham Misal, 2Kalpesh Tatar and3Amol Vyavahare, 1Design Engineer, Keon Designs, Pimpri-Chinchwad, Maharashtra, India 2Design Engineer, C G Power and Industrial Solutions Ltd. 3Graduate Apprentice Trainee, Mahindra Vehicles Manufacturers Ltd., Abstract: The target of the mass production is to increase the production. As we know the solution to this is by reducing the productivity and increase the accuracy. This is done by set up cost of the machine and also reducing the manual reducing the set up cost and manual fatigue. Thus mass fatigue. In this case the device that caters our needs is the use production can be achieved by the use of jigs and fixture. For of jigs. large scale production of different material, a lot of time is II. DESIGN PROCEDURE FOR JIG AND FIXTURE wasted in set up of the device and clamping the device. This paper work aims at design and analysis of a Jig and Fixture for In the design of a fixture, a definite sequence of design stages drilling an inclined hole at an angle of 45°. The thrust force is involved. They can be grouped into three broad stages of required for drilling operation is calculated. The 3D modelling design development. Stage one: It deals with information of workpiece, jig and fixture is done by Catia V5 software. The gathering and analysis. These include product analysis such as finite element analysis of the workpiece is carried out by the study of design specifications, process planning, examining Ansys workbench 16.0 software the outcome of the project the processing equipment and considering operator safety and involves development of jig and fixture which thus resulted in ease of use. -

Assembly Setup for Modular Fixture Machining Process
ADVANCED ENGINEERING 3(2009)1, ISSN 1846-5900 ASSEMBLY SETUP FOR MODULAR FIXTURE MACHINING PROCESS Kršulja, M.; Barišić, B. & Kudlaček, J Abstract: In this paper a model of modular fixture setup relative to cutting forces is proposed, planned and assembled. Positioning is discussed and the best solution is offered. Tool movements influence the final quality of workpiece, and fixture influences tool movements. An example is presented as a possible solution. Modular elements make jigs and fixtures elements interchangeable and reusable, their design then becomes a task of selecting and assembling the proper elements together. Primary criterion used for grouping the manufacturing features to form setups is usually tool approach direction. For load/unload, for pin placements etc. Tool carries the main forces that later form the final shape of the work-piece. Keywords: Fixture planning, modular, Tolerance minimization, jigs, assembly setup 1 INTRODUCTION Precision engineering and careful planning are of utmost importance in the manufacture of work holding solutions. Fixtures are used to uniquely locate, support and secure the workpiece in the correct orientation relative to the machine tool. Companies set up their own standards and conventions to increase designer's work efficiency, in other words, to eliminate the redundant design work by just picking up some standard components. The analysis [1] of the design parameters and specifications utilized in jigs and fixtures design using universal modular jigs and fixtures design system (UMJFS) is an often research topic. The features of fixtures include the type of the fixture (milling, drilling), the shape of the workpiece (rectangular, cylindrical), the size and weight of the workpiece (housing dimensions), and the workpiece material (steel, bronze, plastic etc). -
LED Vapor Tight/Weatherproof Fixture Installation Instruction LED
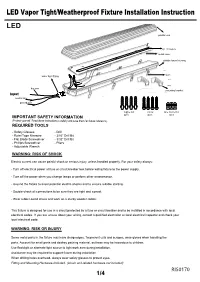
LED Vapor Tight/Weatherproof Fixture Installation Instruction LED plastic lens LED module metal cover plastic fixture housing latch water tight fitting hot wire mounting bracket Input neutral wire ground wire toggle nut screw wire connector IMPORTANT SAFETY INFORMATION 4pcs 4pcs 3pcs REQUIRED TOOLS - Safety Glasses - Drill - Ruler/Tape Measure - 3/16” Drill Bit - Flat Blade Screwdriver - 3/32” Drill Bit - Phillips Screwdriver - Pliers - Adjustable Wrench WARNING: RISK OF SHOCK Electric current can cause painful shock or serious injury unless handled properly. For your safety always: - Turn off electrical power at fuse or circuit breaker box before wiring fixture to the power supply. - Turn off the power when you change lamps or perform other maintenance. - Ground the fixture to avoid potential electric shocks and to ensure reliable starting. - Double-check all connections to be sure they are tight and correct. - Wear rubber-soled shoes and work on a sturdy wooden ladder. This fixture is designed for use in a circuit protected by a fuse or circuit breaker and to be installed in accordance with local electrical codes. lf you are unsure about your wiring, consult a qualified electrician or local electrical inspector and check your local electrical code. WARNING: RISK OR INJURY Some metal parts in the fixture may have sharp edges. To prevent cuts and scrapes, wear gloves when handling the parts. Account for small parts and destroy packing material, as these may be hazardous to children. Use flashlight or alternate light source to light work area during installation. Assistance may be required to support fixture during installation. When drilling holes overhead, always wear safety glasses to protect eyes. -

A Flexible Alignment Fixture for the Fabrication of Replication Mandrels
,4- -_/ /, 1996 NASA / ASEE SUMMER FACULTY FELLOWSHIP PROGRAM MARSHALL SPACE FLIGHT CENTER THE UNIVERSITY OF ALABAMA A FLEXIBLE ALIGNMENT FIXTURE FOR THE FABRICATION OF REPLICATION MANDRELS Prepared By: James F. Cuttino, Ph.D., Assistant Professor Michael W. Todd, Masters Student Institution and Department: The University of Alabama Department of Mechanical Engineering NASA / MSFC: Laboratory: Astrionics Laboratory Division: Optical Systems Division Branch: Optical Systems Fabrication MSFC Colleague: James W. Bilbro V FLEXIBLE FIXTURING FOR FABRICATION OF REPLICATION MIRRORS James F. Cuttino Michael W. Todd Assistant Professor Graduate Student Department of Mechanical Engineering The University of Alabama Astrionics Laboratory Optics and Radio Frequency Division Optics Branch James W. Bilbro, MSFC Colleague INTRODUCTION NASA uses precision diamond turning technology to fabricate replication mandrels for its X-ray Calibration Facility (XRCF) optics. As shown in Figure 1, the XRCF optics are tubular, and the internal surface contains a parabolic profile over the first section and a hyperbolic profile over the last. The optic is fabricated by depositing layers of gold and nickel on to the replication mandrel and then separating it from the mandrel. Since the mandrel serves as a replication form, it must contain the inverse image of the surface. Figure 1 shows the components of the fabrication mandrel that are necessary to facilitate mounting, handling, and polishing during the fabrication process. V-1 The difficulty in aligning the mandrel Finished Optic comes from the fabrication steps which it undergoes. The mandrel is rough machined and heat treated prior to diamond turning. After diamond turning, silicon rubber separators which are undercut in radius by 3 I! nun (0.12") are inserted between the two end caps of the mandrel to allow the plating to wrap around the ends (to prevent flaking). -
The Automated System for Bandsaw Blade Properties Measurement
292 57 MATEC Web of Conferences , 010 (2019) https://doi.org/10.1051/matecconf/201929201057 CSCC 2019 The automated system for bandsaw blade properties measurement Tomas Sysala1,*, Karel Stuchlík1, and Petr Neumann2 1TBU in Zlin, Dept. of Automation and Control Engineering, Faculty of Appl. Informatics, Nad Stranemi 4511, Zlin, Czech Rep. 2TBU in Zlin, Dept. of Electronics and Measurements, Faculty of Applied Informatics, Nad Stranemi 4511, Zlin, Czech Republic Abstract. The article describes the bandsaw blade properties innovative method design and realization. The introduction contens individual bandsaw parts description, including their important parameters overview. The innovative methods design delineation follows. The constructed device based on our design minimizes the human error influence. Moreover, it is collecting and archiving measured data. The article covers also the design and software realization. In the end, some measured data examples are stated. 1 Introduction The bandsaw cutting tool is an endless saw band Wood is one of oldest materials exploited in human tighten typically between two wheels. Both saw band activities. In spite of fact that it has been replaced in ends are welded together. The tighten saw blade is many areas with plastic materials, with iron and with running at a constant speed relevant to the type of concrete, it it is still a favourite material because of its material to be cut. [4] specific characteristic. The bandsaw can be classified according to various Various saw types serve for wood priming and criteria, like for instance the orientation of bandsaw shaping. For small wooden parts, there uses either blade (vertical, horizontal), stationary or portable, multi- handsaw or motor saw types.