Tool Holding Drill Chuck
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Using a Test Indicator (2)
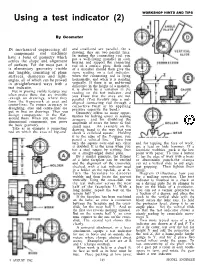
WORKSHOP HINTS AND TIPS Using a test indicator (2) By Geometer IN mechanical engineering all and small-end are parallel. On a components and machines drawing, they are two parallel lines. In testing the connecting rod, you have a basis of geometry which put a well-fitting mandrel in each settles the shape and alignment bearing and support the connecting of surfaces. For the most part it rod on a surface plate. Both ends is elementary geometry visible of a mandrel should then give the and tangible, consisting of plane same reading on a test indicator, surfaces, diameters and right- when the connecting rod is lying angles, all of which can be proved horizontally, and when it is standing in straightforward ways with a vertically. If there is an end-to-end difference in the height of a mandrel, test indicator. it is shown by a variation in the But in proving visible features you reading on the test indicator, and often prove those that are invisible you know that the axes are not -except on drawings, where they parallel. (You forcibly true a mal- form the framework as axes and aligned connecting rod through a centre-lines. To ensure accuracy in corrective twist or by applying draughting, axes and centre-lines are pressure opposite the bend.) put in first on drawings. Then you Geometry offers us many oppor- design components, in the flat, tunities for halving errors in seeking around them. When you test three- accuracy, and for doubling the F dimensional components, you prove amplitude of errors the better to find the basic geometry. -

Milling Machine Operations
SUBCOURSE EDITION OD1644 8 MILLING MACHINE OPERATIONS US ARMY WARRANT OFFICER ADVANCED COURSE MOS/SKILL LEVEL: 441A MILLING MACHINE OPERATIONS SUBCOURSE NO. OD1644 EDITION 8 US Army Correspondence Course Program 6 Credit Hours NEW: 1988 GENERAL The purpose of this subcourse is to introduce the student to the setup, operations and adjustments of the milling machine, which includes a discussion of the types of cutters used to perform various types of milling operations. Six credit hours are awarded for successful completion of this subcourse. Lesson 1: MILLING MACHINE OPERATIONS TASK 1: Describe the setup, operation, and adjustment of the milling machine. TASK 2: Describe the types, nomenclature, and use of milling cutters. i MILLING MACHINE OPERATIONS - OD1644 TABLE OF CONTENTS Section Page TITLE................................................................. i TABLE OF CONTENTS..................................................... ii Lesson 1: MILLING MACHINE OPERATIONS............................... 1 Task 1: Describe the setup, operation, and adjustment of the milling machine............................ 1 Task 2: Describe the types, nomenclature, and use of milling cutters....................................... 55 Practical Exercise 1............................................. 70 Answers to Practical Exercise 1.................................. 72 REFERENCES............................................................ 74 ii MILLING MACHINE OPERATIONS - OD1644 When used in this publication "he," "him," "his," and "men" represent both -

Evaluation of the Rheological Behavior of a Semi-Solid Al–Sic Composite Using a Parallel-Plate Drop-Forge Viscometer
International Journal of Materials Science and Applications 2014; 3(6): 344-352 Published online November 20, 2014 (http://www.sciencepublishinggroup.com/j/ijmsa) doi: 10.11648/j.ijmsa.20140306.21 ISSN: 2327-2635 (Print); ISSN: 2327-2643 (Online) Evaluation of the rheological behavior of a semi-solid Al–SiC composite using a parallel-plate drop-forge viscometer Yasuyoshi Fukui *, Daisaku Nara, Kazuyo Fushimi, Noriyoshi Kumazawa Graduate School of Science and Engineering, Kagoshima University, Kagoshima, Japan Email address: [email protected] (Y. Fukui), [email protected] (D. Nara), [email protected] (K. Fushimi), [email protected] (N. Kumazawa) To cite this article: Yasuyoshi Fukui, Daisaku Nara, Kazuyo Fushimi, Noriyoshi Kumazawa. Evaluation of the Rheological Behavior of a Semi-Solid Al–SiC Composite using a Parallel-Plate Drop-Forge Viscometer. International Journal of Materials Science and Applications. Vol. 3, No. 6, 2014, pp. 344-352. doi: 10.11648/j.ijmsa.20140306.21 Abstract: This paper presents of studies performed to assess the effect of rheological behavior on the near-net shape forming of an Al–20 vol% SiC composite of Duralcan F3A.20S and of the mother aluminum alloy A356 for comparison. Isothermal experiments were conducted using results of a parallel-plate drop-forge viscometer in a temperature range from 849 K (576 ºC) to 862 K (590 ºC). Each experiment indicated that the viscosity decreased in the early increasing shear rate stage and subsequently increased with decreasing shear rate. The overall relationship between the viscosity, µ [Pa .s], and the shear rate, γɺ [s -1], can be described by a power-law model of µ = 3.2 × 10 7 γɺ -1.5 for Duralcan and µ = 1.6 × 10 7γɺ -1.5 for A356. -

Lathe Chucks
LATHE CHUCKS LATHE CHUCKS http://www.bison-bial.com, e-mail: [email protected], tel.+48 (85) 741 31 86, fax +48 (85) 732 76 58 9 LATHE CHUCKS BISON-BIAL continues to manufacture our famous high quality Standard and Precision Lathe Chucks for customers with demanding applications around the world. Our chucks are made from forged steel or cast iron; all of the working surfaces are induction hardened and ground ensuring that the finished product is a rugged chuck that meets high sliding, stability, and durability parameters that our customers have come to expect from BISON-BIAL. Safety wrench Scroll plate Cover Body Stud bolt Hard outside Pinion solid jaw Each chuck is thoroughly inspected before the product leaves the factory. We check gripping force and run-out to ensure accuracy in order to meet BISON-BIAL’s quality standards that are even more stringent than DIN standards. Only then the chuck is given the BISON- BIAL label of quality. This is our commitment to you that you have purchased the best workholding products on the market today. http://www.bison-bial.com, e-mail: [email protected], tel.+48 (85) 741 31 86, fax +48 (85) 732 76 58 10 LATHE CHUCKS We want to give you more. So when greater precision will be necessary you can choose the same BISON-BIAL lathe chucks from our precision line. Centering accuracy of BISON-BIAL standard and precision lines are shown in the chart below in comparison to the requirements of DIN standards. Both our standard and precision line fall below the required DIN standards troughout the various sizes. -
Using a Myford Keats Angle Plate
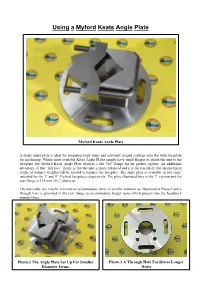
Using a Myford Keats Angle Plate Myford Keats Angle Plate A Keats angle plate is ideal for mounting large items and unevenly shaped castings onto the lathe faceplate for machining. Whilst most available Keats Angle Plates simply have small flanges to attach the unit to the faceplate, the Myford Keats Angle Plate features a full 360o flange for far greater rigidity. An additional advantage of this “full face” flange is that the unit is more balanced and it is far less likely that inconvenient stacks of balance weights will be needed to balance the faceplate. The angle plate is available in two sizes, intended for the 7” and 9” Myford faceplates respectively. The plate illustrated here is the 7” version and the rear flange is 135 mm (5¼”) diameter. The moveable jaw may be reversed to accommodate items of smaller diameter as illustrated in Photo.2 and a through hole is provided in the rear flange to accommodate longer items which project into the headstock mandrel bore. Photo.2 The Angle Plate Set Up For Smaller Photo.3 A Through Hole Facilitates Longer Diameter Items. Items Using The Myford Keats Angle Plate The most usual way to use the Keats Angle Plate is by attaching it to the faceplate of the lathe, although it is a most adaptable accessory and may also be used in a variety of other ways. Photo. 4 shows the angle plate bolted to the faceplate of a customers Myford Super 7 B where it is to be used to turn a bush from the 7 end of a 1 /8” (68.8mm) round bar. -

STANDARD OPERATING PROCEDURES for COMMON
Faculty of Engineering Workshop Services STANDARD OPERATING PROCEDURES for COMMON TOOL & MACHINING EQUIPMENT [Type here] [Type here] [Type here] The information in this booklet is provided as a guide for the minimum safety training that shall be provided to personnel prior to being authorized to use of any of the following machining tools or pieces of equipment: Mill, Lathe, Planer, Drill Press, Pedestal Grinder, & Band Saw. GENERAL SAFETY TIPS • Safety glasses with side shields must be worn at all times. • Do not wear loose clothing, loose neckwear or exposed jewelry while operating machinery. • Do not work alone in a machine shop. (Implement the "buddy" system.) • Long sleeves on shirts should be rolled up above the elbows. • Pull back and secure long hair. • Do not wear thin fabric shoes, sandals, open-toed shoes, and high-heeled shoes. • A machinist's apron tied in a quick release manner should be worn. • Always keep hands and other body parts a safe distance away from moving machine parts, work pieces, and cutters. • Use hand tools for their designed purposes only. • Report defective machinery, equipment or hand tools to the Technician. McGill Workshop Safety policy: www.mcgill.ca/ehs/programs-and-services/workshop Workshop Rules: www.mcgill.ca/ehs/programs-and-services/workshop/rules [Type here] [Type here] [Type here] FACULTY WORKSHOP SERVICES Safe Use of Machine Shop Equipment MACHINE SHOP SAFETY Machine Shop Safety August 2014 1 FACULTY WORKSHOP SERVICES Safe Use of Machine Shop Equipment WORKSHOP MACHINES - LATHE • All stock must be properly secured in the lathe chuck or mounted prior to the machining process taking place. -

Friction Stir Processing of Aluminum Alloys
University of Kentucky UKnowledge University of Kentucky Master's Theses Graduate School 2004 FRICTION STIR PROCESSING OF ALUMINUM ALLOYS RAJESWARI R. ITHARAJU University of Kentucky, [email protected] Right click to open a feedback form in a new tab to let us know how this document benefits ou.y Recommended Citation ITHARAJU, RAJESWARI R., "FRICTION STIR PROCESSING OF ALUMINUM ALLOYS" (2004). University of Kentucky Master's Theses. 322. https://uknowledge.uky.edu/gradschool_theses/322 This Thesis is brought to you for free and open access by the Graduate School at UKnowledge. It has been accepted for inclusion in University of Kentucky Master's Theses by an authorized administrator of UKnowledge. For more information, please contact [email protected]. ABSTRACT OF THESIS FRICTION STIR PROCESSING OF ALUMINUM ALLOYS Friction stir processing (FSP) is one of the new and promising thermomechanical processing techniques that alters the microstructural and mechanical properties of the material in single pass to achieve maximum performance with low production cost in less time using a simple and inexpensive tool. Preliminary studies of different FS processed alloys report the processed zone to contain fine grained, homogeneous and equiaxed microstructure. Several studies have been conducted to optimize the process and relate various process parameters like rotational and translational speeds to resulting microstructure. But there is only a little data reported on the effect of the process parameters on the forces generated during processing, and the resulting microstructure of aluminum alloys especially AA5052 which is a potential superplastic alloy. In the present work, sheets of aluminum alloys were friction stir processed under various combinations of rotational and translational speeds. -

Machine Shop Discount Supply
MACHINE SHOP ISCOUNT UPPLY DRILL CHUCKS bALL bEARING KEY TYPED S SERIES 319: SUPER CHUCKS SERIES 319: These chucks, robust in design, have great precision. All parts subject to wear are hardened for high accuracy and long life. Each chuck supplied with a key. Suitable for heavy duty drilling use. Anti-thrust bearing increases clamping capacity. All parts hardened and precision ground. Order Order Capacity Taper No. Price Capacity Taper No. Price 1/64 - 1/4 J.T.1 7401610 1/32 - 3/8 J.T.2 3192420 1/32 - 3/8 J.T.2 7402420 1/32 - 1/2 J.T.3 3193230 1/32 - 1/2 J.T.33 7403233 1/32 - 1/2 J.T.6 3193260 1/32 - 1/2 J.T.6 7403260 1/32 - 3/4 J.T.4 3194840 1/32 - 5/8 J.T.3 7404030 3/16 - 1 J.T.5 3196450 3/64 - 3/4 J.T.3 7404830 3/16 - 1-1/32 J.T.4 7406440 HIGH PRECISION - heavy DUTY PRECISION DRILL CHUCKS SERIES 319: LIMITED quantities KEY TYPE MACHINE TOOL ACCESSORIES Model Capacity Chuck Order Model Capacity Chuck Order Price Price No. (inches) Taper No. No. No. (inches) Taper No. No. K5-0 1/64-5/32 0J.T. 859405 K13-2 1/32-1/2 2J.T. 859440 K6-1 1/64-1/4 1J.T. 859410 K13-6 1/32-1/2 6J.T. 859435 K7-1 1/64-5/16 1J.T. 859415 K13-33 1/32-1/2 33J.T. 859430 K10-2 1/32-3/8 2J.T. -

Fig02 the UHMW Block Marked for Drilling. the Drill Guide Can Be Used Both for Drilling Mortises for Assembly and for a Variety of Decorative Effects
between your tool rest banjo and Drill Guide lathe center, if not use the right hand version. Introduction Now mark the UHMW block for drilling One-Way came out with a woodturning as in Drawing1. Pencil doesn’t do well on accessory called a Drill Wizard several UHMW, so I used a ultra-fine line marker. years ago. I bought one and liked what I Pencil on masking tape would also work could do with it (to the extent that I well. On one long face measure in 1” from dedicated an extra drill and foot switch to the center of a shorter edge and mark for it), but in a stock configuration it won’t fit tap drilling for the attachment post. Then on my One-Way 1018 lathe, much less measure in 3/8” from the opposite short other mini-lathes. This article describes a edge and 1/2” in from each long edge and Drill Guide that can do most of the Drill mark for the adjustment bolts holes. Last Wizard functions but is engineered quite Fig1 Crosscutting the UHMW on a long face at right angles to the already differently. Instead of mounting a drill on block to length with table saw and marked face, measure in 1” from center of a moveable cradle, it takes advantage of sled. the adjustment hole end and mark for the the low speed bearing capabilities, both shaft hole. The marked UHMW block is rotary and linear, of Ultra High Molecular shown in Fig02. At this point if you have a small lathe you Weight Polyethylene (UHMW is easily may wish to measure the distance between workable with woodworking tools). -

Jacobs Taper Drill Chuck Arbor Tang for Morse Taper Shank Horizontal
Jacobs Taper Drill Chuck Arbor NT30, 40, 50-JT & B DIN 2080/ISO SHANK WEIGHT ORDER NO. TAPER JT NO C H (kgs) CODE NO. VJ-106 NT40 JT6 17.17 26 1 3209-095 VJ-109 NT50 JT6 17.17 26 3.2 3209-098 VJ-111 NT30 B16 15.733 24 0.5 3209-099 VJ-112 NT40 B16 15.733 24 1 3209-100 PLEASE NOTIFY THE DRAW BAR THREAD SIZE IS MM SIZE OR INCH SIZE WHEN ORDERING. Horizontal Milling Arbor MORSE TAPER ADAPTER MORSE TAPER With Key Way Wide 5/16” 110 490 60 60 95 40 105 25 20 95 40 40 ø46 ø50ø46 ø46 ø50 ø46 ø44 37 øD32-0.005 -0.015 For suport tailstock hole & for cutter inside dianieter WEIGHT ORDER NO. TAPER ØD ØC G L L1 (kg) CODE NO. NT40 VL-110 M16x2.0P 32 46 M30 x P2 600 490 7.5 3209-130 Tang For Morse Taper Shank SURFACE TREATMENT: BLACKENING HRC 45º Tang for draw bar thread type to tang type ORDER NO. Morse D L L1 L2 T t1 WEIGHT CODE NO. VMTS-2 2 12 30 7 4 M10X1.5 6 0.02 3209-201 VMTS-3 3 17 40 12 4 M12X1.75 7.5 0.04 3209-202 VMTS-4 4 24 46 13 5 M16X2 11.5 0.09 3209-203 VMTS-5 5 34 47 14 5 M24X3 15.5 0.18 3029-204 TOOLING SYSTEM C46 NC Right Angle Head High Precision ( + - % $ ' & / * ) Minimum interference CODE ORDER NO. A B C ØD E F ØG H L J WEIGHT NO. -
LATHE WORK for Beginners
ATHE : Wt)ER •i > "HI t YATIBS Book_ GcpigMW_ COPYRIGHT DEPOSHi . LATHE WORK For Beginners A PRACTICAL TREATISE On Lathe Work with complete instructions for properly using the various tools, including complete directions for wood and metal Turning, Screw Cutting, Measur- ing Tools, Wood Turning, Metal Spinning, etc., and instructions for Building Home-made Lathes with their attachments, etc. BY RAYMOND FRANCIS YATES author of 'Model Making," " Shop Practice for Home Mechanics," "Soldering and Brazing," etc. Fully Illustrated with 167 Line drawings and photographs NEW YORK Ms Copyrighted 1922, by THE NORMAN W. HENLEY PUBLISHING COMPANY Printed in the U. S. A. APR 26 1922 OCI.A661481 PEEFACE The lathe is the master tool. It has taken a great part in the progress of civilization and of all the machines of production, it is the most important. In the tremendous mass of technical literature published in the United States, there is not one volume devoted wholeheartedly to the lathe from the standpoint of the beginner—the man who de- sires to learn its uses as an amateur. There are many volumes dealing with large lathes from the industrial viewpoint, but these are more or less useless to the man who knows little or nothing about lathe operation. In this volume the writer has endeavored to set forth the basic principles of lathe operation and manipulation, in a way that will interest and in- struct the layman. The book starts at the very bottom and ends at a point beyond which the average amateur does not care to go. The author desires to acknowledge his thanks to the following men who assisted in the prepara- tion of the volume. -
Instructions For: Metal Turning Lathe
INSTRUCTIONS FOR: METAL TURNING LATHE MODEL: SM27.V2 © Jack Sealey Limited Original Language Version SM27.V2 Issue: 2(L) - 06/03/15 INSTRUCTIONS FOR: METAL TURNING LATHE MODEL No: SM27.V2 Thank you for purchasing a Sealey product. Manufactured to a high standard, this product will, if used according to these instructions, and properly maintained, give you years of trouble free performance. IMPORTANT: PLEASE READ THESE INSTRUCTIONS CAREFULLY. NOTE THE SAFE OPERATIONAL REQUIREMENTS, WARNINGS & CAUTIONS. USE THE PRODUCT CORRECTLY AND WITH CARE FOR THE PURPOSE FOR WHICH IT IS INTENDED. FAILURE TO DO SO MAY CAUSE DAMAGE AND/OR PERSONAL INJURY AND WILL INVALIDATE THE WARRANTY. KEEP THESE INSTRUCTIONS SAFE FOR FUTURE USE. Refer to Wear eye instruction protection manual 1. SAFETY 1.1. Electrical Safety WARNING! It is the responsibility of the owner and the operator to read, understand and comply with the following: You must check all electrical products, before use, to ensure that they are safe. You must inspect power cables, plugs, sockets and any other connectors for wear or damage. You must ensure that the risk of electric shock is minimised by the installation of appropriate safety devices. A Residual Current Circuit Breaker (RCCB) should be incorporated in the main distribution board. We also recommend that a Residual Current Device (RCD) is used. It is particularly important to use an RCD with portable products that are plugged into a supply which is not protected by an RCCB. If in any doubt consult a qualified electrician. You may obtain a Residual Current Device by contacting your Sealey dealer.