Program Are to Provide the Student with the Basic Terminology and Parts
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Revealing Internal Flow Behaviour in Arc Welding and Additive
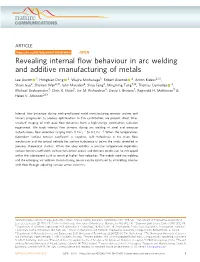
ARTICLE https://doi.org/10.1038/s41467-018-07900-9 OPEN Revealing internal flow behaviour in arc welding and additive manufacturing of metals Lee Aucott 1, Hongbiao Dong 2, Wajira Mirihanage3, Robert Atwood 4, Anton Kidess5,10, Shian Gao2, Shuwen Wen6,11, John Marsden6, Shuo Feng2, Mingming Tong7,12, Thomas Connolley 4, Michael Drakopoulos4, Chris R. Kleijn5, Ian M. Richardson8, David J. Browne7, Ragnvald H. Mathiesen9 & Helen.V. Atkinson2,13 1234567890():,; Internal flow behaviour during melt-pool-based metal manufacturing remains unclear and hinders progression to process optimisation. In this contribution, we present direct time- resolved imaging of melt pool flow dynamics from a high-energy synchrotron radiation experiment. We track internal flow streams during arc welding of steel and measure instantaneous flow velocities ranging from 0.1 m s−1 to 0.5 m s−1. When the temperature- dependent surface tension coefficient is negative, bulk turbulence is the main flow mechanism and the critical velocity for surface turbulence is below the limits identified in previous theoretical studies. When the alloy exhibits a positive temperature-dependent surface tension coefficient, surface turbulence occurs and derisory oxides can be entrapped within the subsequent solid as result of higher flow velocities. The widely used arc welding and the emerging arc additive manufacturing routes can be optimised by controlling internal melt flow through adjusting surface active elements. 1 United Kingdom Atomic Energy Authority, Culham Science Centre, Abingdon, Oxfordshire OX14 3DB, UK. 2 Department of Engineering, University of Leicester, Leicester LE1 7RH, UK. 3 School of Materials, University of Manchester, Manchester M13 9PL, UK. -
Using a Test Indicator (2)
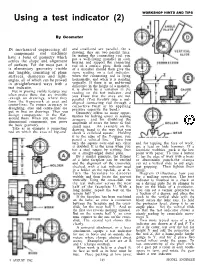
WORKSHOP HINTS AND TIPS Using a test indicator (2) By Geometer IN mechanical engineering all and small-end are parallel. On a components and machines drawing, they are two parallel lines. In testing the connecting rod, you have a basis of geometry which put a well-fitting mandrel in each settles the shape and alignment bearing and support the connecting of surfaces. For the most part it rod on a surface plate. Both ends is elementary geometry visible of a mandrel should then give the and tangible, consisting of plane same reading on a test indicator, surfaces, diameters and right- when the connecting rod is lying angles, all of which can be proved horizontally, and when it is standing in straightforward ways with a vertically. If there is an end-to-end difference in the height of a mandrel, test indicator. it is shown by a variation in the But in proving visible features you reading on the test indicator, and often prove those that are invisible you know that the axes are not -except on drawings, where they parallel. (You forcibly true a mal- form the framework as axes and aligned connecting rod through a centre-lines. To ensure accuracy in corrective twist or by applying draughting, axes and centre-lines are pressure opposite the bend.) put in first on drawings. Then you Geometry offers us many oppor- design components, in the flat, tunities for halving errors in seeking around them. When you test three- accuracy, and for doubling the F dimensional components, you prove amplitude of errors the better to find the basic geometry. -
V-TECS Guide for Machine Shop (Machinist). INSTITUTION South Carolina State Dept
DOCUMENT RESUME ED 264 397 CE 043 059 AUTHOR Gregory, Margaret R.; Benson, Robert T. TITLE V-TECS Guide for Machine Shop (Machinist). INSTITUTION South Carolina State Dept. of Education, Columbia. Office of Vocational Education. PUB DATE 85 NOTE 443p. PUB TYPE Guides Classroom Use - Guides (For Teachers) (052) EDRS PRICE MF01/PC18 Plus Postage. DESCRIPTORS Behavioral Objectives; Competency Based Education; Definitions; *Equipment Maintenance; *Equipment Utilization; Job Skills; Learning Activities; Lesson Plans; *Machine Tools; *Machinists; Mathematics Skills; Measurement Equipment; Measurement Techniques; Numerical Control; Safety; Secondary Education; Shop Curriculum; Teacher Developed Materials; *Trade and Industrial Education; Welding ABSTRACT This curriculum guide is intended to train trade and industrial education students in the hands-on aspects of the occupation of machinist. Included in the guide arecourse outlines that deal with the following topics: following safety procedures; performing mathematical calculations; designing and planning machine work; performing precision measurement and bench work; operating drill presses, grinders, power saws, lathes, milling machines, and shapers; welding; performing heat treatment tasks; and operating numerical controlled machines. Each course outline containssome or all of the following: a duty; a task statement; a performance objective and performance guide; suggested learning activities;a list of recommended resources; student evaluation criteria, including answers to any evaluation questions or exercises provided; a lesson test, test answers; and attachments (including handouts, forms, and transparency masters). Appendixes to the guide include definitions of terms, duty and task and tool and equipment lists, evaluation questions and answers, and a bibliography. (MN) *********************************************************************** * Reproductions supplied by EDRS are the best thatcan be made * * from the original document. -

CENTRAL MACHINE, INC. INSPECTION: Wednesday, May 26, 1819 Brooks Avenue 9:00 A.M
AUCTION CNC & MANUAL HOLLOW SPINDLE THREADING & VERTICAL MACHINING FACILITY Featuring: Hollow Spindle & Gap Bed Engine Lathes; 4-Axis CNC Vert. Machining Center, CNC & Manual Mills, Radial Arm Drill, Hyd. Surface Grinder, Horiz. Shaper, Vertical Slotter, Misc. Machinery, Tooling, Hardened & Ground Lead & Taper Gauges, Precision Instruments, Air Compressor, Welding Equip., Large Assortment of Pipe Handling Equip., Pedestal Jib Cranes, Forklifts, More! < MAZAK 12-1/2" HOLLOW SPINDLE LATHE 2008 SULLAIR 30 HP ROTARY SCREW AIR COMPRESSOR THURSDAY, MAY 27 At the Premises of 10:00 A.M. CENTRAL MACHINE, INC. INSPECTION: Wednesday, May 26, 1819 Brooks Avenue 9:00 A.M. to 4:00 P.M. & Morning of Sale ROSENBERG (Houston Area), TEXAS 77471 BUYER’S PREMIUM: 12% ONSITE (See Directions on Back Page) 15% VIA WEBCAST CNC HANKOOK 7-1/4" HOLLOW SPINDLE LATHE SUPERMAX MAX-8 VERTICAL MACHINING CENTER – 4-AXIS Read Terms & Conditions on Back Page On-Site Bidding in Rosenburg, Texas or Bid Via Webcast at of Brochure Sale Conducted By: Headquarters: 2901 W. Sam Houston Pkwy. N., Suite A-130 Houston, TX 77043 PHONE: (713) 691-4401 FAX: (713) 672-7905 BOB BRAMAN TX LIC #6362 • RON MOORE TX LIC #7314 E-MAIL: [email protected] HOUSTON • DALLAS • ST. LOUIS WEBSITE: www.pmi-auction.com HOLLOW SPINDLE LATHES MAZAK 30" X 120", 31" actual sw. over bed, approx. 23" sw. over crosslide, 12-1/2" spndl. hole, spndl. spds.: 5–300 RPM, front and rear 24" dia. hollow spndl. chucks, inch/metric thdng., taper attach., pwr. rapid traverse, remote spndl. opera- tion, Newall 2-axis D.R.O., (2) roller jaw steadyrests, S/N 49983W. -

Gear Cutting and Grinding Machines and Precision Cutting Tools Developed for Gear Manufacturing for Automobile Transmissions
Gear Cutting and Grinding Machines and Precision Cutting Tools Developed for Gear Manufacturing for Automobile Transmissions MASAKAZU NABEKURA*1 MICHIAKI HASHITANI*1 YUKIHISA NISHIMURA*1 MASAKATSU FUJITA*1 YOSHIKOTO YANASE*1 MASANOBU MISAKI*1 It is a never-ending theme for motorcycle and automobile manufacturers, for whom the Machine Tool Division of Mitsubishi Heavy Industries, Ltd. (MHI) manufactures and delivers gear cutting machines, gear grinding machines and precision cutting tools, to strive for high precision, low cost transmission gears. This paper reports the recent trends in the automobile industry while describing how MHI has been dealing with their needs as a manufacturer of the machines and cutting tools for gear production. process before heat treatment. A gear shaping machine, 1. Gear production process however, processes workpieces such as stepped gears and Figure 1 shows a cut-away example of an automobile internal gears that a gear hobbing machine is unable to transmission. Figure 2 is a schematic of the conven- process. Since they employ a generating process by a tional, general production processes for transmission specific number of cutting edges, several tens of microns gears. The diagram does not show processes such as of tool marks remain on the gear flanks, which in turn machining keyways and oil holes and press-fitting bushes causes vibration and noise. To cope with this issue, a that are not directly relevant to gear processing. Nor- gear shaving process improves the gear flank roughness mally, a gear hobbing machine is responsible for the and finishes the gear tooth profile to a precision of mi- crons while anticipating how the heat treatment will strain the tooth profile and tooth trace. -

Milling Machine Operations
SUBCOURSE EDITION OD1644 8 MILLING MACHINE OPERATIONS US ARMY WARRANT OFFICER ADVANCED COURSE MOS/SKILL LEVEL: 441A MILLING MACHINE OPERATIONS SUBCOURSE NO. OD1644 EDITION 8 US Army Correspondence Course Program 6 Credit Hours NEW: 1988 GENERAL The purpose of this subcourse is to introduce the student to the setup, operations and adjustments of the milling machine, which includes a discussion of the types of cutters used to perform various types of milling operations. Six credit hours are awarded for successful completion of this subcourse. Lesson 1: MILLING MACHINE OPERATIONS TASK 1: Describe the setup, operation, and adjustment of the milling machine. TASK 2: Describe the types, nomenclature, and use of milling cutters. i MILLING MACHINE OPERATIONS - OD1644 TABLE OF CONTENTS Section Page TITLE................................................................. i TABLE OF CONTENTS..................................................... ii Lesson 1: MILLING MACHINE OPERATIONS............................... 1 Task 1: Describe the setup, operation, and adjustment of the milling machine............................ 1 Task 2: Describe the types, nomenclature, and use of milling cutters....................................... 55 Practical Exercise 1............................................. 70 Answers to Practical Exercise 1.................................. 72 REFERENCES............................................................ 74 ii MILLING MACHINE OPERATIONS - OD1644 When used in this publication "he," "him," "his," and "men" represent both -

Millimeter Wave Linac and Wiggler Structures
MM-Wave Linac and Wiggler Structures H. Henke Technical University Berlin Institut fuer Theoretische Elektrotechnik Einsteinufer 17, EN 2 D- 10587 Berlin Abstract In an international collaboration a new technology is kW RF peak power for 1 mA current. This is a reasonably being developed for a 50 MeV millimeter RF-wavelength low power level for designing new sources, for instance little electron linear accelerator complex for production of coherent sheet beam klystrinos also in planar technology. Then, the tunable synchrotron radiation. The accclcrator components and whole device would fit on a standardlab table. the wiggler are being designed with planar geometries suitable 2.5MeV F MeV for deep X-ray lithography and subsequent electroplating F5o”r:e bUrK’1P”l (LIGA) or for etching and electroplating silicon wafers. The b&c design ideas of different components for bunching, pre- acceleration, acceleration, focussing and the wiggler are presented. hem 1. INTRODUCTION Micromechanic technology has developed a vast range of fabricational methods for devices in the submillimeter range: high precision stamping, diamond lathes, laser cutting, diffusion bonding, lithography and etching of silicon wafers and deep X-ray lithography with subsequent electroplating Fig. 1 Conceptual design of an integrated mm-wave (LIGA [ll). So, the technology is available for studying and ndiaton source (IMIRAS) eventually building high precision accelerator components and struclures for very high RF frcquencics, let us say above 100 The paper presents different RF structures for acceleration GHz. In this context it is of great importance that the relative and pre-acceleration, possible focussing devices and structures dimensional and frequency tolerances increase with tie square for a microwave wiggler. -

Manufacturing Glossary
MANUFACTURING GLOSSARY Aging – A change in the properties of certain metals and alloys that occurs at ambient or moderately elevated temperatures after a hot-working operation or a heat-treatment (quench aging in ferrous alloys, natural or artificial aging in ferrous and nonferrous alloys) or after a cold-working operation (strain aging). The change in properties is often, but not always, due to a phase change (precipitation), but never involves a change in chemical composition of the metal or alloy. Abrasive – Garnet, emery, carborundum, aluminum oxide, silicon carbide, diamond, cubic boron nitride, or other material in various grit sizes used for grinding, lapping, polishing, honing, pressure blasting, and other operations. Each abrasive particle acts like a tiny, single-point tool that cuts a small chip; with hundreds of thousands of points doing so, high metal-removal rates are possible while providing a good finish. Abrasive Band – Diamond- or other abrasive-coated endless band fitted to a special band machine for machining hard-to-cut materials. Abrasive Belt – Abrasive-coated belt used for production finishing, deburring, and similar functions.See coated abrasive. Abrasive Cutoff Disc – Blade-like disc with abrasive particles that parts stock in a slicing motion. Abrasive Cutoff Machine, Saw – Machine that uses blade-like discs impregnated with abrasive particles to cut/part stock. See saw, sawing machine. Abrasive Flow Machining – Finishing operation for holes, inaccessible areas, or restricted passages. Done by clamping the part in a fixture, then extruding semisolid abrasive media through the passage. Often, multiple parts are loaded into a single fixture and finished simultaneously. Abrasive Machining – Various grinding, honing, lapping, and polishing operations that utilize abrasive particles to impart new shapes, improve finishes, and part stock by removing metal or other material.See grinding. -

Skilled Trades Sector Brochure
Architectural Glass and Metal Hoisting Engineer - Tower Crane Bearings Mechanic Mould Maker Technician (Glazier) Operator (Tower Crane Operator) Blacksmith Mould or Die Finisher Brick and Stone Mason (Bricklayer) Ironworker - Generalist Cabinetmaker Optics Technician (Lens and Prism Cement (Concrete) Finisher Ironworker - Structural and Composite Structures Technician Maker) Concrete Pump Operator Ornamental Computer Numerical Control (CNC) Packaging Machine Mechanic Construction Boilermaker Native Residential Construction Worker Programmer Pattern Maker (Boilermaker) Painter and Decorator - Commercial and Die Designer Precision Metal Fabricator Construction Craft Worker Residential (Painter and Decorator) Draftsperson - Mechanical Pressure Systems Welder Construction Millwright Painter and Decorator - Industrial Draftsperson - Plastic Mould Design Process Operator - Food Drywall Finisher and Plasterer Plumber Draftsperson - Tool and Die Design Manufacturing Drywall, Acoustic and Lathing Powerline Technician Electric Motor System Technician Process Operator - Power Applicator (Lather – Interior Systems Precast Concrete Erector Electrical Control (Machine) Builder Process Operator - Refinery, Mechanic) Precast Concrete Finisher Electrician (Signal Maintenance) Chemical and Liquid Processes Electrician — Construction and Refractory Mason Elevating Devices Mechanic Process Operator - Wood Products Maintenance Refrigeration and Air Conditioning Entertainment Industry Power Technician Pump Systems Installer Electrician — Domestic and Rural -

Manufacuting Technology
ME 6402 -Manufacturing Technology - II IV Sem / II Year B.E. (Mechanical Engineering) Department of Mechanical Engineering R.M.K.ENGINEERINGCOLLEGE R.S.M. Nagar, Kavaraipettai – 601 206. UNIT I - THEORY OF METAL CUTTING INTRODUCTION: CUTTING TOOL: SINGLE POINT CUTTING TOOL: NOMENCLATURE SINGLE POINT TOOL: MECHANICS OF METAL CUTTING: TYPES OF CHIPS: COOLANT OR CUTTING FLUIDS OR EMULSIONS: FUNCTIONS OR USES OF COOLANTS OR CUTTING FLUIDS: TYPICAL PROPERTIES OF TOOL MATERIALS: ------------------------------X-------------------------------- UNIT-II - CENTRE LATHE AND SPECIAL PURPOSE LATHE INTRODUCTION: TYPES OF LATHE: SPEED LATHE: CENTRE LATHE OR ENGINE LATHE: BENCH LATHE: TOOL ROOM LATHE: CAPSTAN AND TURRET LATHE: SPECIAL PURPOSE LATHE: AUTOMATIC LATHE: CONSTRUCTION OF LATHE MACHINE: BED: HEAD STOCK: TAIL STOCK: CARRIAGE: THREAD CUTTING MECHANISM: ACCESSORIES AND ATTACHMENTS OF LATHE: SPECIFICATION OF LATHE: LATHE OPERATIONS: TAPERS AND TAPER TURNING: TAPER TURNING BY SWIVELLING THE COMPOUND REST: TAPER TURNING ATTACHMENT METHOD: TAPER TURNING WITH TAILSTOCK SET OVER METHOD: FORM TOOL METHOD: TAPER TURNING WITH DOUBLE HEADS: THREAD CUTTING: DRILLING ON A LATHE: CUTTING SPEED: FEED: ---------------------------X------------------------------ UNIT-III, OTHER MACHINE TOOLS DRILLING INTRODUCTION: CONSTRUCTION OF DRILLING MACHINE: TYPES OF DRILLING MACHINE: PORTABLE DRILLING MACHINE: SENSITIVE DRILLING MACHINE: UPRIGHT DRILLING MACHINE: RADIAL DRILLING MACHINE: GANG DRILLING MACHINE: MULTIPLE-SPINDLE DRILLING MACHINE: TYPES OF DRILLS: TWIST DRILL -

Manufacturing Processes
Module 7 Screw threads and Gear Manufacturing Methods Version 2 ME, IIT Kharagpur Lesson 31 Production of screw threads by Machining, Rolling and Grinding Version 2 ME, IIT Kharagpur Instructional objectives At the end of this lesson, the students will be able to; (i) Identify the general applications of various objects having screw threads (ii) Classify the different types of screw threads (iii) State the possible methods of producing screw threads and their characteristics. (iv) Visualise and describe various methods of producing screw threads by; (a) Machining (b) Rolling (c) Grinding (i) General Applications Of Screw Threads The general applications of various objects having screw threads are : • fastening : screws, nut-bolts and studs having screw threads are used for temporarily fixing one part on to another part • joining : e.g., co-axial joining of rods, tubes etc. by external and internal screw threads at their ends or separate adapters • clamping : strongly holding an object by a threaded rod, e.g., in c-clamps, vices, tailstock on lathe bed etc. • controlled linear movement : e.g., travel of slides (tailstock barrel, compound slide, cross slide etc.) and work tables in milling machine, shaping machine, cnc machine tools and so on. • transmission of motion and power : e.g., lead screws of machine tools • converting rotary motion to translation : rotation of the screw causing linear travel of the nut, which have wide use in machine tool kinematic systems • position control in instruments : e.g., screws enabling precision movement of the work table in microscopes etc. • precision measurement of length : e.g., the threaded spindle of micrometers and so on. -

Fourth Grade Unit Seven Measurement
CCGPS Frameworks Student Edition Mathematics Fourth Grade Unit Seven Measurement Georgia Department of Education Common Core Georgia Performance Standards Framework Fourth Grade Mathematics x Unit Unit 7 MEASUREMENT TABLE OF CONTENTS Overview .............................................................................................................................3 Standards For Mathematical Content...................................................................................3 Standards For Mathematical Practice ..................................................................................5 Enduring Understandings.....................................................................................................5 Essential Questions ..............................................................................................................5 Concepts and Skills to Maintain ..........................................................................................7 Selected Terms and Symbols ...............................................................................................7 Strategies for Teaching and Learning ..................................................................................8 Evidence of Learning .........................................................................................................11 Tasks……………………………………………………………………………………...12 x Measuring Mania……………………………………………………………..14 x What’s the Story? ……………………………………………………………19 x Perimeter and Area ..…………………………………………………………24 x Setting the