Machinists-Handbook-Gcodetutor.Pdf
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
V-TECS Guide for Machine Shop (Machinist). INSTITUTION South Carolina State Dept
DOCUMENT RESUME ED 264 397 CE 043 059 AUTHOR Gregory, Margaret R.; Benson, Robert T. TITLE V-TECS Guide for Machine Shop (Machinist). INSTITUTION South Carolina State Dept. of Education, Columbia. Office of Vocational Education. PUB DATE 85 NOTE 443p. PUB TYPE Guides Classroom Use - Guides (For Teachers) (052) EDRS PRICE MF01/PC18 Plus Postage. DESCRIPTORS Behavioral Objectives; Competency Based Education; Definitions; *Equipment Maintenance; *Equipment Utilization; Job Skills; Learning Activities; Lesson Plans; *Machine Tools; *Machinists; Mathematics Skills; Measurement Equipment; Measurement Techniques; Numerical Control; Safety; Secondary Education; Shop Curriculum; Teacher Developed Materials; *Trade and Industrial Education; Welding ABSTRACT This curriculum guide is intended to train trade and industrial education students in the hands-on aspects of the occupation of machinist. Included in the guide arecourse outlines that deal with the following topics: following safety procedures; performing mathematical calculations; designing and planning machine work; performing precision measurement and bench work; operating drill presses, grinders, power saws, lathes, milling machines, and shapers; welding; performing heat treatment tasks; and operating numerical controlled machines. Each course outline containssome or all of the following: a duty; a task statement; a performance objective and performance guide; suggested learning activities;a list of recommended resources; student evaluation criteria, including answers to any evaluation questions or exercises provided; a lesson test, test answers; and attachments (including handouts, forms, and transparency masters). Appendixes to the guide include definitions of terms, duty and task and tool and equipment lists, evaluation questions and answers, and a bibliography. (MN) *********************************************************************** * Reproductions supplied by EDRS are the best thatcan be made * * from the original document. -

Screw Thread Systems
Machinery's Handbook 27th Edition TABLE OF CONTENTS THREADS AND THREADING SCREW THREAD SYSTEMS METRIC SCREW THREADS 1725 Screw Thread Forms 1783 American Standard Metric Screw 1725 V-Thread, Sharp V-thread Threads M Profile 1725 US Standard Screw Thread 1783 Comparison with Inch Threads 1725 Unified Screw Thread Forms 1783 Interchangeability 1726 International Metric Thread 1783 Definitions 1727 Definitions of Screw Threads 1784 Basic M Profile 1784 M Crest and Root Form UNIFIED SCREW THREADS 1785 General Symbols 1732 American Standard for Unified 1785 M Profile Screw Thread Series Screw Threads 1785 Mechanical Fastener Coarse Pitch 1732 Revised Standard 1786 M Profile Data 1732 Advantages of Unified Threads 1787 Limits and Fits 1732 Thread Form 1793 Dimensional Effect of Coating 1733 Internal and External Screw 1793 Formulas for M Profile Thread Design Profile 1797 Tolerance Grade Comparisons 1733 Thread Series 1797 M Profile Limiting Dimension 1734 Inch Screw Thread 1798 Internal Metric Thread 1735 Diameter-Pitch Combination 1800 External Metric Thread 1736 Standard Series Combinations 1804 American Standard Metric Screw 1763 Coarse-Thread Series Threads MJ Profile 1764 Fine-Thread Series 1804 Diameter-Pitch Combinations 1764 Extra-Fine-Thread Series 1807 Trapezoidal Metric Thread 1765 Constant Pitch Series 1807 Comparison of ISO and DIN 1766 4-Thread Series Standards 1767 6-Thread Series 1813 Trapezoidal Metric Thread 1768 8-Thread Series 1814 ISO Miniature Screw Threads 1769 12-Thread Series 1814 British Standard ISO Metric Screw 1770 16-Thread Series Threads 1771 20-Thread Series 1814 Basic Profile Dimensions 1772 28-Thread Series 1815 Tolerance System 1773 Thread Classes 1815 Fundamental Deviations 1773 Coated 60-deg. -
Thread Systems
PRECISION GAGE SOLUTIONS 390 Oser Avenue, Hauppauge, New York, U.S.A. 11788 Tel: (800) 767-7633 (631) 231-1515 Fax: (800) 767-2034 (631) 231-1625 Email: [email protected] Web: www.threadcheck.com Thread Systems A thread system is a set of various thread designations which represent different thread sizes to define the thread geometry for example: Thread Series Designations Metric M Unified UNC, UNF, UNS, UN, UNR National Taper Pipe NPT Aeronautical Taper Pipe ANPT British Standard Whitworth BSW ***Please see page 53 of our catalog or please visit our website at www.threadcheck.com under the technical documents and click onto the Basic Screw Thread Designations.*** There are only two major screw thread systems that are used today: 1. The ISO Metric Screw Thread System 2. The Unified Screw Thread System In countries other than the United States and Canada, the ISO Metric Screw Thread System is primarily used today. Unlike, most other countries the United States and Canada still use the Unified (Inch) Thread System. However, both are moving over to the ISO Metric System. It is estimated that approximately 60% of screw threads in use in the United States are still inch based. Other thread designations such as BSW, BSF, BA, etc. are also still in use today but are mostly produced in the capacity of a replacement part. Threads are manufactured by cold forming, cold rolling, hot forming, cold rolling or by the cut-thread process. The most common manufacturing method for standard fasteners up to 1” or 25mm is the cold forming or cold rolling process whereby both the head and the thread are produced with the material in the cold state. -

Manufacturing Processes
Module 7 Screw threads and Gear Manufacturing Methods Version 2 ME, IIT Kharagpur Lesson 31 Production of screw threads by Machining, Rolling and Grinding Version 2 ME, IIT Kharagpur Instructional objectives At the end of this lesson, the students will be able to; (i) Identify the general applications of various objects having screw threads (ii) Classify the different types of screw threads (iii) State the possible methods of producing screw threads and their characteristics. (iv) Visualise and describe various methods of producing screw threads by; (a) Machining (b) Rolling (c) Grinding (i) General Applications Of Screw Threads The general applications of various objects having screw threads are : • fastening : screws, nut-bolts and studs having screw threads are used for temporarily fixing one part on to another part • joining : e.g., co-axial joining of rods, tubes etc. by external and internal screw threads at their ends or separate adapters • clamping : strongly holding an object by a threaded rod, e.g., in c-clamps, vices, tailstock on lathe bed etc. • controlled linear movement : e.g., travel of slides (tailstock barrel, compound slide, cross slide etc.) and work tables in milling machine, shaping machine, cnc machine tools and so on. • transmission of motion and power : e.g., lead screws of machine tools • converting rotary motion to translation : rotation of the screw causing linear travel of the nut, which have wide use in machine tool kinematic systems • position control in instruments : e.g., screws enabling precision movement of the work table in microscopes etc. • precision measurement of length : e.g., the threaded spindle of micrometers and so on. -

Thread Cutting; Working of Screws, Bolt Heads, Or Nuts
B23G THREAD CUTTING; WORKING OF SCREWS, BOLT HEADS, OR NUTS, IN CONJUNCTION THEREWITH (making helical grooves by turning B23B5/48, by milling B23C3/32, by forging, pressing, or hammering B21K1/56, by grinding B24B19/02; arrangements for copying or controlling B23Q; thread forming by corrugating tubes B21D15/04, by rolling B21H3/02) Definition statement This subclass/group covers: Thread cutting by chip removal. Production of threads with no removal of chips by means of tools similar in form and manner of use to thread cutting tools. Working of screws, bolt heads and nuts in conjunction with thread cutting. References relevant to classification in this subclass This subclass/group does not cover: Thread forming by corrugating tubes B21D 15/04 Making threaded elements by B21K 1/26 forging/hammering Making nuts by forging or hammering B21K 1/64 Making screwthreads by rolling B21H 3/00 Turning helical grooves B23B 5/48 Turning tools for threading B23B 27/065 Milling helical grooves B23C 3/32 Making gears (inc wormwheels) B23F Making milling cutters for threading B23P 15/36 Making threading tools B23P 15/48 Multi stage processes involving B23P 23/00 threading and also other operations classed in B23B, B23C, B23D, B23F, making particular items 1 Details of machine tools and B23Q accessories not related to the operation being performed including: - evacuation of swarf, B23Q 11/0042 - guarding & protective coverings B23Q 11/08 - conveying workpiece into and from B23Q 7/00 machine - tool changing B23Q 3/155 - measuring or sensing B23Q 17/00 Adaptive control and/or computer B23Q 15/00, G05B 15/02 controls for turning, boring or drilling processes Grinding helicoidal grooves B24B 19/022 Fasteners per se F16B Special rules of classification within this subclass Classification in this subclass is according to a literal interpretation of the group and subgroup headings. -

JIS (Japanese Industrial Standard) Screw Thread Specifications
JIS (Japanese Industrial Standard) Screw Thread Specifications Note: Although these specifications are based TECHNICAL DATA on JIS they also apply to ISO and DIN threads. Some comments added by Maryland Metrics Courtesy of: copyright 2002 maryland metrics/osg corporation Screw Thread - 1 <Exterior features of thread ridge> (1) Flank : Thread face (excluding crest Figure 1 Basic designation of thread (1) and root of thread profile) Pitch P (2) Crest : The tap surface joining the (Internal (External Internal thread thread) thread) Root two sides or flanks of a Crest Crest clearance thread Angle of thread 1 (3) Root : The bottom surface joining e of Half angl angle alf ad thre of the flanks of two adjacent H thre ad flanks Root radius Height of fundamental external thread Thread overlap H (4) Angle of thread : Angle between adjacent External thread triangle H Major diameter of 1 1 Root clearance 1 D flanks measured at the · cross section of screw (Internal thread)Crest External root thread - including the axis of internal thread D Internal thread D external thread d Minor diameter of Minor diameter of d Major diameter of the screw thread Pitch diameter d2 (5) Flank angle : The angle between the Figure 2 Basic designation of thread (2) individual flank and the perpendicular to the axis of Internal thread Crest the thread measured in the Thread ridge axial plane Angle of thread (6) Pitch : The distance from a point on one thread to a corresponding point on the next thread measured Pitch diameter Pitch diameter parallel to the axis thread External -
3Abff7a23fc6813312aa9f80b81b
Main Catalogue EN We reserve the right to modify any specifi cation and/or item shown in the present catalogue without notice. Information, photos, drawings and technical data specifi ed in the publication have been carefully examined and thoroughly checked. They cannot, however, bind our responsibility on their exactness. GRANLUND TOOLS AB, SWEDEN 4OOLSTools When precision counts... Granlund Tools AB in Eskilstuna are one of the Granlund companies also perform: world’s leading manufacturers of precision • Subcontract work, where we offer solutions tools within the machining industry. regarding production and or assembly in large or Granlund offers a wide range of high-quality, carbide small series. and HSS cutting tools, such as counterbores, counter- • Heat treatment in a modern vacuum hardening/ sinks, tools with indexable inserts and reamers. quenching plant. With more than 60 years’ experience and representa- • Engineering. Manufacture of special measure tion in some 30 countries around the world, Granlund machines including the software. can offer the market proven technical solutions and • Machinery. Manufacture of special machinery for good local support. tube elements and special grinding machines for The Granlund interchangeable tool system was one the tube industry. of the fi rst Granlund products to receive world recog- nition. The company is certifi ed according to ISO 9001 With only 1300 parts, consisting of holders, cutters, and ISO 14001. pilots and drills, it is possible to assemble combina- GRANLUND – Tools, supplies where high quality tion tools in more than 1 500 000 different variations. and precision are required. Our fl exible easy-to-use system provides productive and cost-effi cient tool solutions for industries world- wide. -
Technical Guide
TECHNICAL GUIDE ã GRANLUND TOOLS 2002, REV 2.4 Page 1 The purpose of this manual is to explain not only how to use the complete range of tools, but also the particular features of each item in the system, indicating their advantages, disadvantages or any limitations on use. The different groups will be covered in: INTERCHANGEABLE TOOL SYSTEM page 1-3 TOOLHOLDERS page 4-5 COUNTERBORES page 5 COUNTERSINKS page 6 INDEXABLE CARBIDE INSERTS page 7 PILOTS / INSERT DRILLS page 8 CARBIDE REAMERS (BRAZED) page 8-9 SINGLE BLADE REAMERS page 9-11 BACKSPOTFACING SYSTEM page 12-13 CNC-TOOLS page 13-14 For information concerning dimension ranges, cutting conditions, regrinding information and drawings, please see our main catalogue. INTERCHANGEABLE TOOL SYSTEM OBJECTIVE The main objective with the Granlund modular tool system, is to provide the enduser with the possibility to easily build practically any special counterboring/ countersinking combination, using a wide range of standard components. In fact, with some 1300 components , the possible combinations are more than 1.500.000. Each tool is made by combining three parts: A. TOOLHOLDER B. COUNTERBORE or COUNTERSINK C. PILOT or DRILL Picture 1 GRANLUND TECHNICAL GUIDE ã GRANLUND TOOLS 2002, REV 2.4 Page 2 A. The same toolholder can be used in many different combinations. With 16 types of holders available, most applications can be covered. B. The counterbore or countersink is selected to suit the demands of each specific operation and material. In the catalogue you will find our recommendations for most cases. C. If the workpiece is predrilled, a pilot should be used, otherwise operation can be made with an insert drill.* * IMPORTANT! When step drilling, the drill must break through the workpiece before secondary cutting commences. -

Kid Spark Screws Lesson Plan
Screw v2.1v2.3 Applications in Design & Engineering: Simple Machines Teacher Lesson Plan Introduction Activity Time: 150 Minutes This Kid Spark lesson is designed to introduce students to one of the six simple machines: the screw. Students will become familiar with Target Grade Level: 6-8 how a screw works by learning key information, building and modifying a screw, and then designing and engineering a custom screw to solve a challenge. Educational Standards Click here to explore the entire Kid Spark Curriculum Library. NGSS NGSS Learning Dimensions 3-5-ETS1-4 Engineering Design This Kid Spark lesson engages students in the following learning MS-ETS1-4 Engineering Design dimensions of the Next Generation Science Standards: Scientific/Engineering Practice: ITEEA Planning and carrying out investigations STL8- Attributes of Design STL9- Engineering Design Crosscutting Concept: Cause and effect: Mechanism and explanation STL10- Invention and Innovation STL11- Apply Design Process Learning Objectives STEM Concepts Covered Understand the basic elements and purpose of a screw. Force Mechanical Advantage Calculate the amount of mechanical advantage in a screw. Effort Prototyping Load Critical Thinking Modify a screw to increase mechanical advantage. Work Multiplication Design and engineer a custom screw to solve a challenge. Motion Division Distance Units of Measurement Simple Machines Pitch Learning Steps This lesson will use the following steps to help students learn about the screw. 2. Build 3. Design 1. Learn & Modify & Engineer Elements -

M Akingthebestofaslowdown
650 words text only full page; 580 with quote; 520 words with medium size image JANUARY 2009 / VOLUME 61 / ISSUE 1 staying sharp manager’s desk By Keith Jennings Making the best of a slowdown t’s a new year and if the pundits are correct, many of require reevaluation from time to time, which is never us are in the midst of a downturn, if not a recession. If convenient. The effort can reap rewards later, though. Ithis is your situation, the stress factor is probably high. Software training can also be important. With Even under these circumstances, however, there are ways to manufacturing technology becoming more essential, effectively use the extra time to add value to your business. exploiting it can provide a significant return on While most everyone prefers a full and busy workload, investment. Even though sitting in front of a training that’s not always the reality. Identifying some valuable computer all day sounds dull, a slowdown could be the activities and making time to complete them can have best time to get it done. This could include training a positive impact when your business rebounds. Under with a focus on better utilization of CAD packages, the present conditions, one of the best uses of time is manufacturing ERP applications or even Microsoft employee training. Office. We all need this on occasion. Can your employees “Training” has broad meaning and can include read and understand their productivity reports? Can education in plant safety, forklift operations, employees effectively use e-mail distribution lists and cardiopulmonary resuscitation skills, quality and prepare invoices, purchase orders and quality documents? inspection methods, Many probably can, and equipment functions and some probably have no clue. -

A Small Desktop CNC Lathe Can Be Used to Create Precise Threads
Single Point Threading on a Desktop CNC Lathe. A small desktop CNC lathe can be used to create precise threads. The threads can be any of the standard US unified series, or the common metric threads. In addition, nearly any combination of screw diameter and thread pitch can be quickly programmed and successfully cut. Machinery’s Handbook is an excellent source for all the details of thread design dimensions. For all modern V cross-section screws, a tool with a 60-degree ground tip is required. This tool is mounted and aligned within a ½ degree or so, with a turned diameter in the lathe chuck, using a threading gage, such as Starrett part No. C391 to align the threading tool. The goal for the expert thread turner is to mount and set his tool, then run a perfect first part. Few are able to accomplish this due to that fact that a thread is measured at the thread pitch, rather than the minor diameter. The tool tip cuts at the minor diameter, and so the process is always one of cut, measure, adjust, re-cut, re-measure, re-cut, etc, until the thread is finally the right size. Not all low cost CNC controllers permit re-cutting a thread. DeskCNC is one that does. The tools used to measure the thread pitch are either a thread micrometer, which is relatively expensive, or the 3-wire method, which uses a standard micrometer and 3 steel wires to measure the pitch diameter. Thread wire sets are very inexpensive and include full instructions on how to measure a thread pitch. -
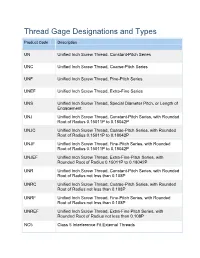
Thread Gage Designations and Types
Thread Gage Designations and Types Product Code Description UN Unified Inch Screw Thread, Constant-Pitch Series UNC Unified Inch Screw Thread, Coarse-Pitch Series UNF Unified Inch Screw Thread, Pine-Pitch Series UNEF Unified Inch Screw Thread, Extra-Fine Series UNS Unified Inch Screw Thread, Special Diameter Pitch, or Length of Engagement UNJ Unified Inch Screw Thread, Constant-Pitch Series, with Rounded Root of Radius 0.15011P to 0.18042P UNJC Unified Inch Screw Thread, Coarse-Pitch Series, with Rounded Root of Radius 0.15011P to 0.18042P UNJF Unified Inch Screw Thread, Fine-Pitch Series, with Rounded Root of Radius 0.15011P to 0.18042P UNJEF Unified Inch Screw Thread, Extra-Fine-Pitch Series, with Rounded Root of Radius 0.15011P to 0.18042P UNR Unified Inch Screw Thread, Constant-Pitch Series, with Rounded Root of Radius not less than 0.108P UNRC Unified Inch Screw Thread, Coarse-Pitch Series, with Rounded Root of Radius not less than 0.108P UNRF Unified Inch Screw Thread, Fine-Pitch Series, with Rounded Root of Radius not less than 0.108P UNREF Unified Inch Screw Thread, Extra-Fine Pitch Series, with Rounded Root of Radius not less than 0.108P NC5 Class 5 Interference Fit External Threads Product Code Description NC5HF For Driving in Hard Ferrous Material of Hardness over 160 Bhn NC5CSF For Driving Copper Alloy and Soft Ferrous Material of 160 Bhn or less NC5ONF For Driving in Other NonFerrous Material (Nonferrous Materials Other Than Copper Alloys, Any Hardness) NC5 Class 5 Interference Fit Internal Threads NC5IF Entire Ferrous Material