Machine Tools
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Using a Test Indicator (2)
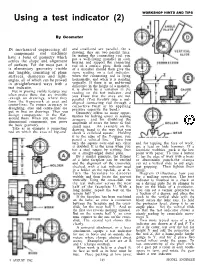
WORKSHOP HINTS AND TIPS Using a test indicator (2) By Geometer IN mechanical engineering all and small-end are parallel. On a components and machines drawing, they are two parallel lines. In testing the connecting rod, you have a basis of geometry which put a well-fitting mandrel in each settles the shape and alignment bearing and support the connecting of surfaces. For the most part it rod on a surface plate. Both ends is elementary geometry visible of a mandrel should then give the and tangible, consisting of plane same reading on a test indicator, surfaces, diameters and right- when the connecting rod is lying angles, all of which can be proved horizontally, and when it is standing in straightforward ways with a vertically. If there is an end-to-end difference in the height of a mandrel, test indicator. it is shown by a variation in the But in proving visible features you reading on the test indicator, and often prove those that are invisible you know that the axes are not -except on drawings, where they parallel. (You forcibly true a mal- form the framework as axes and aligned connecting rod through a centre-lines. To ensure accuracy in corrective twist or by applying draughting, axes and centre-lines are pressure opposite the bend.) put in first on drawings. Then you Geometry offers us many oppor- design components, in the flat, tunities for halving errors in seeking around them. When you test three- accuracy, and for doubling the F dimensional components, you prove amplitude of errors the better to find the basic geometry. -

Manufacuting Technology
ME 6402 -Manufacturing Technology - II IV Sem / II Year B.E. (Mechanical Engineering) Department of Mechanical Engineering R.M.K.ENGINEERINGCOLLEGE R.S.M. Nagar, Kavaraipettai – 601 206. UNIT I - THEORY OF METAL CUTTING INTRODUCTION: CUTTING TOOL: SINGLE POINT CUTTING TOOL: NOMENCLATURE SINGLE POINT TOOL: MECHANICS OF METAL CUTTING: TYPES OF CHIPS: COOLANT OR CUTTING FLUIDS OR EMULSIONS: FUNCTIONS OR USES OF COOLANTS OR CUTTING FLUIDS: TYPICAL PROPERTIES OF TOOL MATERIALS: ------------------------------X-------------------------------- UNIT-II - CENTRE LATHE AND SPECIAL PURPOSE LATHE INTRODUCTION: TYPES OF LATHE: SPEED LATHE: CENTRE LATHE OR ENGINE LATHE: BENCH LATHE: TOOL ROOM LATHE: CAPSTAN AND TURRET LATHE: SPECIAL PURPOSE LATHE: AUTOMATIC LATHE: CONSTRUCTION OF LATHE MACHINE: BED: HEAD STOCK: TAIL STOCK: CARRIAGE: THREAD CUTTING MECHANISM: ACCESSORIES AND ATTACHMENTS OF LATHE: SPECIFICATION OF LATHE: LATHE OPERATIONS: TAPERS AND TAPER TURNING: TAPER TURNING BY SWIVELLING THE COMPOUND REST: TAPER TURNING ATTACHMENT METHOD: TAPER TURNING WITH TAILSTOCK SET OVER METHOD: FORM TOOL METHOD: TAPER TURNING WITH DOUBLE HEADS: THREAD CUTTING: DRILLING ON A LATHE: CUTTING SPEED: FEED: ---------------------------X------------------------------ UNIT-III, OTHER MACHINE TOOLS DRILLING INTRODUCTION: CONSTRUCTION OF DRILLING MACHINE: TYPES OF DRILLING MACHINE: PORTABLE DRILLING MACHINE: SENSITIVE DRILLING MACHINE: UPRIGHT DRILLING MACHINE: RADIAL DRILLING MACHINE: GANG DRILLING MACHINE: MULTIPLE-SPINDLE DRILLING MACHINE: TYPES OF DRILLS: TWIST DRILL -
Screw Threads and Tap-Drill Sizes
CS24-43 Screw Threads and Tap-Drill Sizes U. S. DEPARTMENT OF COMMERCE JESSE H. JONES, Secretary NATIONAL BUREAU OF STANDARDS LYMAN J. BRIGGS, Director SCREW THREADS AND TAP-DRILL SIZES COMMERCIAL STANDARD CS24-43 (Revision and consolidation of CS24”30 and CS25-30) Effective Date for New Production from February 10, 1943 A RECORDED VOLUNTARY STANDARD OF THE TRADE UNITED STATES GOVERNMENT PRINTING OFFICE WASHINGTON : 1943 For sale by the Superintendent of Documents, U. S. Government Printing Office Washington 25, D. C. - Price 15 cents U. S. Department of Commerce National Bureau of Standards PROMULGATION of COMMERCIAL STANDARD CS24-43 for SCREW THREADS AND TAP-DRILL SIZES (Revision and consolidation of CS24-30 and CS25-30) At the request of the National Screw Thread Commission, American National screw-thread tables for shop use were circulated January 23, 1930, as recommended commercial standards to producers, distri- butors, and users for a written acceptance. They were subsequently accepted in writing by the industry and published under the titles, American National Standard Screw Threads, Coarse and Fine-Thread Series, Commercial Standard CS24-30; and American National Special Screw Threads, Commercial Standard CS25-*30. On July 28, 1942, on the recommendation of the Interdepartmental Screw Thread Committee, and with the endorsement of the standing committee, a consolidation and revision of CS24-30 and CS25-30, under the title of Recommended Commercial Standard for Screw Threads and Tap-Drill Sizes, was circulated for acceptance. Those concerned have since accepted and approved the standard as shown herein for promulgation by the United States Department of Com- merce, through the National Bureau of Standards. -
Using a Myford Keats Angle Plate
Using a Myford Keats Angle Plate Myford Keats Angle Plate A Keats angle plate is ideal for mounting large items and unevenly shaped castings onto the lathe faceplate for machining. Whilst most available Keats Angle Plates simply have small flanges to attach the unit to the faceplate, the Myford Keats Angle Plate features a full 360o flange for far greater rigidity. An additional advantage of this “full face” flange is that the unit is more balanced and it is far less likely that inconvenient stacks of balance weights will be needed to balance the faceplate. The angle plate is available in two sizes, intended for the 7” and 9” Myford faceplates respectively. The plate illustrated here is the 7” version and the rear flange is 135 mm (5¼”) diameter. The moveable jaw may be reversed to accommodate items of smaller diameter as illustrated in Photo.2 and a through hole is provided in the rear flange to accommodate longer items which project into the headstock mandrel bore. Photo.2 The Angle Plate Set Up For Smaller Photo.3 A Through Hole Facilitates Longer Diameter Items. Items Using The Myford Keats Angle Plate The most usual way to use the Keats Angle Plate is by attaching it to the faceplate of the lathe, although it is a most adaptable accessory and may also be used in a variety of other ways. Photo. 4 shows the angle plate bolted to the faceplate of a customers Myford Super 7 B where it is to be used to turn a bush from the 7 end of a 1 /8” (68.8mm) round bar. -

Gear Cutting Tools Rua André De Leão 155 Bloco a Mexiko/Mexico [email protected] CEP: 04672-030 LMT Boehlerit S.A
Belgien/Belgium Indien/India Türkei/Turkey SA LMT Fette NV LMT Fette India Pvt. Ltd. Böhler Sert Maden Takim Sanayi Belin Yvon S.A. Industrieweg 15 B2 29, II Main Road ve Ticaret A.S. F-01590 Lavancia, Frankreich 1850 Grimbergen Gandhinagar, Adyar Ankara Asfalti ü zeri No.22 Tel. +33 (0) 4 74 75 89 89 Fon +32-2/2 51 12 36 Chennai 600 020 Kartal 81412 Fax +33 (0) 4 74 75 89 90 Fax +32-2/2 51 74 89 Fon +91-44/24 405 136 / 137 Istanbul E-mail: [email protected] Fax +91-44/24 405 1205 P.K. 167 Internet: www.belin-y.com Brasilien/Brazil [email protected] Fon +90-216/3 06 65 70 LMT Böhlerit LTDA. Fax +90-216/3 06 65 74 Gear Cutting Tools Rua André de Leão 155 Bloco A Mexiko/Mexico [email protected] CEP: 04672-030 LMT Boehlerit S.A. de C.V. • Hobbing Socorro-Santo Amaro Ungarn/Hungary Bilz Werkzeugfabrik GmbH & Co. KG Matias Romero No. 1359 • Gear Milling Vogelsangstraße 8 São Paulo Col. Letran Valle LMT Boehlerit KFT. D-73760 Ostfildern, Deutschland Fon +55/11 55 46 07 55 03650 Mexico D.F. Kis-Duma U.6 Tel. +49 (0) 711 3 48 01-0 Fax +55/11 55 46 04 76 Fon +52 (55) 56 05 82 77 PoBox 2036 Erdliget Pf. 32 Fax +49 (0) 711 3 48 12 56 [email protected] Fax +52 (55) 56 05 85 01 2030 Erd E-mail: [email protected] [email protected] Fon +36/23 52 19 10 Internet: www.bilz.de China Fax +36/23 52 19 14 Leitz Tooling Systems Österreich/Austria [email protected] (Nanjing) Co. -

STANDARD OPERATING PROCEDURES for COMMON
Faculty of Engineering Workshop Services STANDARD OPERATING PROCEDURES for COMMON TOOL & MACHINING EQUIPMENT [Type here] [Type here] [Type here] The information in this booklet is provided as a guide for the minimum safety training that shall be provided to personnel prior to being authorized to use of any of the following machining tools or pieces of equipment: Mill, Lathe, Planer, Drill Press, Pedestal Grinder, & Band Saw. GENERAL SAFETY TIPS • Safety glasses with side shields must be worn at all times. • Do not wear loose clothing, loose neckwear or exposed jewelry while operating machinery. • Do not work alone in a machine shop. (Implement the "buddy" system.) • Long sleeves on shirts should be rolled up above the elbows. • Pull back and secure long hair. • Do not wear thin fabric shoes, sandals, open-toed shoes, and high-heeled shoes. • A machinist's apron tied in a quick release manner should be worn. • Always keep hands and other body parts a safe distance away from moving machine parts, work pieces, and cutters. • Use hand tools for their designed purposes only. • Report defective machinery, equipment or hand tools to the Technician. McGill Workshop Safety policy: www.mcgill.ca/ehs/programs-and-services/workshop Workshop Rules: www.mcgill.ca/ehs/programs-and-services/workshop/rules [Type here] [Type here] [Type here] FACULTY WORKSHOP SERVICES Safe Use of Machine Shop Equipment MACHINE SHOP SAFETY Machine Shop Safety August 2014 1 FACULTY WORKSHOP SERVICES Safe Use of Machine Shop Equipment WORKSHOP MACHINES - LATHE • All stock must be properly secured in the lathe chuck or mounted prior to the machining process taking place. -
Planing Machine
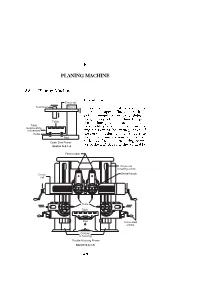
PLANING MACHINE A Planing Machine tro duction Cross-rail In Tool head Column This is also a recipro cating typ e of ma chine like shap er The table with T slots for mounting workpiece slides in the guideways of the machine b ed past Table the stationary to ol head The to ol Table holding the to ol machines du reciprocating head the forward or cutting stroke of movement ring orktable during the cutting stroke Roller the w to ol remains stationary The to ol Bed the tal feed is given during return Open Side Planer horizon backward strokeof the worktable Sketch S-8.1-A or Feed screws Cross-rail elevating screw Cross- Swivel heads rail Tools Table Bed Cross-feed cranks Column or housing Double Housing Planer Sketch S-8.1-B Planing Machine Divided Table Planer In this typ e of planer the table on the bed is divided into two parts it may b e recipro cated separately or together This typ e is mostly suitable for continuous pro duction and thus reduces the machining time by saving the idle time One of the table is used for setting up large number of identical workpieces while the other one recipro cates against the stationary cutting to ol machining the workpieces Both the tables may clamp together for holding large and heavy workpiece and can also recipro cate together under the to ol A Table Drive Mechanism The table recipro cates in the guideways on the machine b ed The mechanism used to drive the table is mainly by gear drive and the reversible mechanism is adopted byany of the following ways a By having an op en and cross b elt drive -

Schmidt Catalog
NEW WE BUILD INTO EVERY TOOL WE SELL THE KNOW TABS FIND EASY - HOW AND PRECISION TO GET YOUR JOB DONE RIGHT Quality TOOLING FOR Woodworking Tools And SHAPERS Accessories MOULDERS, Since 1926 TENONERS PLANERS, SAWS CNC ROUTERS, HAUNCHERS More Tools More Solutions More Cutters, Heads, Solid Carbide Spirals and Knives throughout this expanded edition CATALOG NO. 1200 We Give Expert Technical Assistance To Help You Get the Right Tool To Fit Every Need and Specification YOU HAVE A TEAM OF PROBLEM SOLVERS AT SCHMIDT The people you talk to are experienced pros in the custom woodworking tool industry who can put their training and knowledge to work for you. Count on any one of the Schmidt team to tackle your production and engineering problems and meet your special manufacturing needs. TECHNICAL & PERSONEL Rick Paul Joe De Cotiis Jay Oliva James Mirarchi Rick Paul Jr. President Operations Manager Stock & Custom Sales Tooling Design & Sales and Product Head Drafter Developement [email protected] [email protected] [email protected] [email protected] [email protected] When it comes to experience, we’re excel at understanding and servicing It all adds up. Top quality in a class by ourselves. your unique woodworking problem. Products. In-depth service •When you call for service you talk •We can manufacture tools for most to the seasoned experts in charge, woodworking machines to meet and experience. Technical dedicated Schmidt Sales Engineers unusual requirements. innovation. It’s what makes with over 100 years total experience. •Schmidt offers the most versatile Schmidt a leader in the •We have expert skill and under- design and manufacture of wing industry. -

PDH Course M381
PDHonline Course M 497 (6 PDH) _______________________________________________________________________________________ Conventional Machining Technology Fundamentals Instructor: Jurandir Primo, PE 2013 PDH Online | PDH Center 5272 Meadow Estates Drive Fairfax, VA 22030-6658 Phone & Fax: 703-988-0088 www.PDHonline.org www.PDHcenter.com An Approved Continuing Education Provider www.PDHcenter.com PDH Course M 497 www.PDHonline.org CONVENTIONAL MACHINING TECHNOLOGY – FUNDAMENTALS Introduction Shaping Machines Lathes Slotting Machines - Metalworking lathes - Planing, shaping and slotting calculations - Classification of lathes - Turning operations Boring Machines - Semiautomatic and automatic lathes - Types of boring machines - Accessories - Boring types - Live centers and dead centers - Boring calculations - Rests and micrometer supports - Lathe cutting tools Hobbing & Gear Shaping Machines - Lathe calculations - Common gear generation types - Graduate micrometer and measurements - Details of involute gearing - Tools and inserts - Proper meshing and contact ratio - Common holders with inserts - Gear Shaping Machines - Goose-neck holders with inserts Broaching Machines Drilling Machines - Horizontal broaching machines - Classification of drilling machines - Vertical broaching machines - Application of drilling machines - Broaching principles - Types of drills - Broaching configuration - Drill sizes and geometry - Materials of broaches - Drill point angles - Geometry of broaching teeth - Drill holding & clamping of workpieces - Broaching operations -

Informed Compliance Publication
What Every Member of the Trade Community Should Know About: Machine Tools AN INFORMED COMPLIANCE PUBLICATION MARCH 2006 Machine Tools March 2006 NOTICE: This publication is intended to provide guidance and information to the trade community. It reflects the position on or interpretation of the applicable laws or regulations by U.S. Customs and Border Protection (CBP) as of the date of publication, which is shown on the front cover. It does not in any way replace or supersede those laws or regulations. Only the latest official version of the laws or regulations is authoritative. Publication History First Published November 2005 Reviewed with No Changes March 2006 PRINTING NOTE: This publication was designed for electronic distribution via the CBP website (http://www.cbp.gov) and is being distributed in a variety of formats. It was originally created using Microsoft® Word. Pagination and margins in downloaded versions may vary depending upon which word processor or printer you use. If you wish to maintain the original settings, you may wish to download the Portable Document Format (PDF) version, which can then be printed using Adobe® Reader® or other PDF reader. 2 Machine Tools March 2006 PREFACE On December 8, 1993, Title VI of the North American Free Trade Agreement Implementation Act (Pub. L. 103-182, 107 Stat. 2057), also known as the Customs Modernization or “Mod” Act, became effective. These provisions amended many sections of the Tariff Act of 1930 and related laws. Two new concepts that emerge from the Mod Act are “informed compliance” and “shared responsibility,” which are premised on the idea that in order to maximize voluntary compliance with laws and regulations of U.S. -

Prevailing Wage Rates for Cook County Effective Sept. 1, 2017
Prevailing Wage rates for Cook County effective Sept. 1, 2017 Trade Title Region Type Class Base Fore- M-F OSA OSH H/W Pension Vacation Training Wage man OT Wage ASBESTOS ABT-GEN ALL ALL 41.20 42.20 1.5 1.5 2 14.65 12.32 0.00 0.50 ASBESTOS ABT-MEC ALL BLD 37.46 39.96 1.5 1.5 2 11.62 11.06 0.00 0.72 BOILERMAKER ALL BLD 48.49 52.86 2 2 2 6.97 19.61 0.00 0.90 BRICK MASON ALL BLD 45.38 49.92 1.5 1.5 2 10.45 16.68 0.00 0.90 CARPENTER ALL ALL 46.35 48.35 1.5 1.5 2 11.79 18.87 0.00 0.63 CEMENT MASON ALL ALL 44.25 46.25 2 1.5 2 14.00 17.16 0.00 0.92 CERAMIC TILE FNSHER ALL BLD 38.56 38.56 1.5 1.5 2 10.65 11.18 0.00 0.68 COMM. ELECT. ALL BLD 43.10 45.90 1.5 1.5 2 8.88 13.22 1.00 0.85 ELECTRIC PWR EQMT OP ALL ALL 50.50 55.50 1.5 1.5 2 11.69 16.69 0.00 3.12 ELECTRIC PWR GRNDMAN ALL ALL 39.39 55.50 1.5 1.5 2 9.12 13.02 0.00 2.43 ELECTRIC PWR LINEMAN ALL ALL 50.50 55.50 1.5 1.5 2 11.69 16.69 0.00 3.12 ELECTRICIAN ALL ALL 47.40 50.40 1.5 1.5 2 14.33 16.10 1.00 1.18 ELEVATOR CONSTRUCTOR ALL BLD 51.94 58.43 2 2 2 14.43 14.96 4.16 0.90 FENCE ERECTOR ALL ALL 39.58 41.58 1.5 1.5 2 13.40 13.90 0.00 0.40 GLAZIER ALL BLD 42.45 43.95 1.5 1.5 2 14.04 20.14 0.00 0.94 HT/FROST INSULATOR ALL BLD 50.50 53.00 1.5 1.5 2 12.12 12.96 0.00 0.72 IRON WORKER ALL ALL 47.33 49.33 2 2 2 14.15 22.39 0.00 0.35 LABORER ALL ALL 41.20 41.95 1.5 1.5 2 14.65 12.32 0.00 0.50 LATHER ALL ALL 46.35 48.35 1.5 1.5 2 11.79 18.87 0.00 0.63 MACHINIST ALL BLD 47.56 50.06 1.5 1.5 2 7.05 8.95 1.85 1.47 MARBLE FINISHERS ALL ALL 33.95 33.95 1.5 1.5 2 10.45 15.52 0.00 0.47 MARBLE MASON ALL BLD -

16-Inch Planer Model JWP-16OS
Operating Instructions and Parts Manual 16-inch Planer Model JWP-16OS WALTER MEIER (Manufacturing) Inc. 427 New Sanford Road LaVergne, TN 37086 Part No. M-708531 Ph.: 800-274-6848 Revision B 02/2010 www.waltermeier.com Copyright © 2010 Walter Meier (Manufacturing) Inc. 1 Warranty and Service Walter Meier (Manufacturing) Inc., warrants every product it sells. If one of our tools needs service or repair, one of our Authorized Service Centers located throughout the United States can give you quick service. In most cases, any of these Walter Meier Authorized Service Centers can authorize warranty repair, assist you in obtaining parts, or perform routine maintenance and major repair on your JET® tools. For the name of an Authorized Service Center in your area call 1-800-274-6848. MORE INFORMATION Walter Meier is consistently adding new products to the line. For complete, up-to-date product information, check with your local Walter Meier distributor, or visit waltermeier.com. WARRANTY JET products carry a limited warranty which varies in duration based upon the product (MW = Metalworking, WW = Woodworking). WHAT IS COVERED? This warranty covers any defects in workmanship or materials subject to the exceptions stated below. Cutting tools, abrasives and other consumables are excluded from warranty coverage. WHO IS COVERED? This warranty covers only the initial purchaser of the product. WHAT IS THE PERIOD OF COVERAGE? The general JET warranty lasts for the time period specified in the product literature of each product. WHAT IS NOT COVERED? Five Year Warranties do not cover woodworking (WW) products used for commercial, industrial or educational purposes.