CLAYTON UNDERTYPE STEAM WAGON to 2 In
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Road Locomotion
APRIL1900. 185 ROAD LOCOMOTION. BY PROFFSSORH. S. HELE-SHAW, LL.D., F.R.S., Menzher, OF LIVERPOOL. There are strong reasons for thinking that the subject of mechanical propulsion upon common roads has now reached a point when it deserves the very careful consideration of mechanical engineers. The idea of bringing the matter generally before the Institution for discussion is due to our President, whose far-reaching judgment will be admitted by all. The title of this Paper must be admitted to be very comprehensive, but it seems that what is ueeded at this time is a discussion of the general principles of the engineering features of the question, rather than a detailed description of any particular system. For many years the uses and importance of the traction engine have become more and more recognised, and its possibilities in connection with the present war have quite recently been brought very strongly before the public. This engine, the work of which covers only a portion of the field for mechanical propulsion on roads, has been very fully dealt with before this Institution and elsewhere, and it will be in the first place instructive to consider what has led to a general revival of a movement for lighter road-locomotives which about seventy years ago, in the days of Hancock and Gurney, reached a point that for a time appeared to be leading to permanent results of the most important kind, but which ended in complete failure. In one sense this revival is undoubtedly due to the passing of the Locomotives on Highways Act in 1896, previous to which, for more than twenty years, a law had existed, popularly known as the “Man with the Red Flag” Downloaded from pme.sagepub.com at The University of Auckland Library on June 4, 2016 186 ROAD LoaoMomoN. -

Michael Banfield Collection
The Michael Banfield Collection Friday 13 and Saturday 14 June 2014 Iden Grange, Staplehurst, Kent THE MICHAEL BANFIELD COLLECTION Friday 13 and Saturday 14 June 2014 Iden Grange, Staplehurst, Kent, TN12 0ET Viewing Please note that bids should be ENquIries Customer SErvices submitted no later than 16:00 on Monday to Saturday 08:00 - 18:00 Thursday 12 June 09:00 - 17:30 Motor Cars Thursday 12 June. Thereafter bids +44 (0) 20 7447 7447 Friday 13 June from 09:00 +44 (0) 20 7468 5801 should be sent directly to the Saturday 14 June from 09:00 +44 (0) 20 7468 5802 fax Please call the Enquiries line Bonhams office at the sale venue. [email protected] when out of hours. +44 (0) 20 7468 5802 fax Sale times Automobilia Please see page 2 for bidder We regret that we are unable to Friday 13 June +44 (0) 8700 273 619 information including after-sale Automobilia Part 1 - 12 midday accept telephone bids for lots with collection and shipment a low estimate below £500. [email protected] Saturday 14 June Absentee bids will be accepted. Automobilia Part 2 - 10:30 Please see back of catalogue New bidders must also provide Motor Cars 15:00 (approx) for important notice to bidders proof of identity when submitting bids. Failure to do so may result Sale Number Illustrations in your bids not being processed. 22201 Front cover: Lot 1242 Back cover: Lot 1248 Live online bidding is CataloguE available for this sale £25.00 + p&p Please email [email protected] Entry by catalogue only admits with “Live bidding” in the subject two persons to the sale and view line 48 hours before the auction to register for this service Bids +44 (0) 20 7447 7448 +44 (0) 20 7447 7401 fax To bid via the internet please visit www.bonhams.com Bonhams 1793 Limited Bonhams 1793 Ltd Directors Bonhams UK Ltd Directors Registered No. -
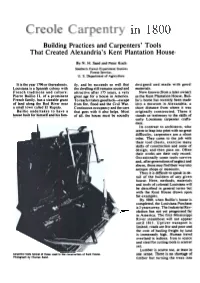
Building Practices and Carpenters' Tools That Created Alexandria's Kent Plantation House
Building Practices and Carpenters' Tools That Created Alexandria's Kent Plantation House By N. H. Sand and Peter Koch SouthernForest ExperimentStation Forest Service. U. S. Departmentof Agriculture I t is the year 1796or thereabouts. ily, and he succeeds so well that designed and made with good Louisiana is a Spanish colony with the dwelling still remains sound and materials. French traditions and culture. attractive after 175 years, a very Now known (from a later owner) Pierre Baillio II, of a prominent great age for a house in America. asthe Kent PlantationHouse, Bail- French family, has a sizeable grant To reach it takes good luck-escape lio's home has recently beenmade of land along the Red River near from fire, flood and the Civil War. into a museum in Alexandria, a a small town called EI Rapido. Continuous occupancy and the care short distance from where it was Baillio undertakes to have a that goes with it also helps. Most originally constructed. There it house built for himself and his fam- of all, the house must be soundly standsas testimony to the skins of early Louisiana carpenter crafts- men. In contrast to architects, who seemto leapinto print with no great difficulty, carpenters are a silent tribe. They come to the job with their tool chests, exercise many skins of construction and some of design, and then pass on. Often their works are their only record. Occasionally some tools survive and, after generationsof neglectand abuse,these may find their way int() antique shopsor museums. Thus it is difficult to speakin de- tail of the builders of any given house. -
Special Issue on Human Computer Interaction in Critical Systems II: Authorities and Industry IJISCRAM, Volume 7, Issue 3 Christian Reuter (Eds.)
International Journal of Information Systems for Crisis Response and Management (IJISCRAM) Special Issue on Human Computer Interaction in Critical Systems II: Authorities and Industry IJISCRAM, Volume 7, Issue 3 Christian Reuter (Eds.) 15 International Journal of Information Systems for Crisis Response and Management, 7(3), 2015 Christian Reuter (Eds.): Special Issue on Human Computer Interaction in Critical Systems II: Authorities and Industry i TABLE OF CONTENTS Christian Reuter EDITORIAL Henrik Berndt, Tilo Mentler and Michael Herczeg OPTICAL HEAD-MOUNTED DISPLAYS IN MASS CASUALTY INCIDENTS Johannes Sautter, Lars Böspflug, Matthias Max, Denis Havlik, Marc Erlich, Kalev Rannat and Wolf Engelbach SIMULATION AND ANALYSIS OF MASS CASUALTY MISSION TACTICS - CONTEXT OF USE, INTERACTION CONCEPT, IMPLEMENTATION AND EVALUATION Kristian Rother, Inga Karl and Simon Nestler TOWARDS VIRTUAL REALITY CRISIS SIMULATION AS A TOOL FOR USABILITY TESTING OF CRISIS RELATED INTERACTIVE SYSTEMS Thomas Ludwig, Christoph Kotthaus and Volkmar Pipek SHOULD I TRY TURNING IT OFF AND ON AGAIN? OUTLINING HCI CHALLENGES FOR CYBER-PHYSICAL PRODUCTION SYSTEMS Christian Reuter TOWARDS EFFICIENT SECURITY: BUSINESS CONTINUITY MANAGEMENT IN SMALL AND MEDIUM ENTERPRISES International Journal of Information Systems for Crisis Response and Management, 7(3), 2015 Christian Reuter (Eds.): Special Issue on Human Computer Interaction in Critical Systems II: Authorities and Industry ii GUEST EDITORIAL PREFACE Special Issue on Human Computer Interaction in Critical Systems II: Authorities and Industry Christian Reuter, University of Siegen, Germany ABSTRACT Human computer interaction in security and time-critical systems is an interdisciplinary challenge at the seams of human factors, engineering, information systems and computer science. Application fields include control systems, critical infrastructures, vehicle and traffic management, production technology, business continuity management, medical technology, crisis management and civil protection. -

Auction of Steam Engines, Vehicles, Workshop Machinery and Consumables Antique & Vintage Items, Books, Literature & Bygones
Instructed by Richard Sandercock Esq In the matter of his retirement sale. Note: the Fairground Heritage Trust Attraction goes on from strength to strength and is in no way affected by this sale. Auction of Steam Engines, Vehicles, Workshop Machinery and consumables Antique & Vintage Items, Books, literature & Bygones 2nd Revision All lot numbers for lots presently identified will remain the same but pictures and further lots may be added Saturday 21st October 2017 DINGLES FAIRGROUND HERITAGE CENTRE, MILFORD, LIFTON, DEVON, PL16 0AT Sale will commence at 10:00am prompt Directions: Follow the brown signs to Dingles Heritage Fairground from the A30 2 miles East of Lifton Village. (SatNav PL16 0AT) www.kivells.com FOREWORD This would have been the 25th annual collective auction to be held at Milford farm by Kivells in conjunction with Richard Sandercock. Richard purchased the strategically well placed Milford Farm in 1991 with the intention of opening his steam collection to the public in the first museum buildings and utilising the workshop facilities to relocate his R. Dingle & Sons contracting business from their historical site in Stoke Climsland. The museum evolved into what is now The Fairground Heritage Trust collection and visitor attraction and the workshop was to become a centre of excellence for the repair and rebuilding of steam engines with Clive Gibbard working under Richard’s direction. Clive has recently retired and moved away and Richard has decided the moment is right to close the workshop business and sell the equipment and stores. That raised the question of who would look after his long cherished engine Conqueror. -

Framesaw Framesaw Technology Möhringer Market Leader in Framesaw Technology
iFRAMESAW FRAMESAW TECHNOLOGY MÖHRINGER MARKET LEADER IN FRAMESAW TECHNOLOGY With a Möhringer Framesaw you benefit from more than 125 years of technological experience in Framesaw design, production, and operation. We are market leader in the field of Framesaw technology because we up-date the design of our Framesaws by teaming up with our customers and the concept matches the various applications in Germany and abroad. In order to offer you a reliable and cost effective modular system Möhringer Framesaws are designed to use those components: • Easy extending with optional equipment at any time • Fast and economical exchange of all parts on site • Fast assembly and use of standardized parts creating short delivery time All Framesaw types have the following standard equipment: • Electric frequency-controlled feed speed • Independent electronic control for feed and overhang with numerous adjustment possibilities for an optimal rate between speed and overhang • PLC control with touch screen display for individual adjustment by client i.e. lubrication times Steel construction with 20 years of warranty • User-friendly menu navigation, does not require any PLC knowledge • Integrated counter for operation and service hours • Large CPU hardware: all software options can be upgraded • Hydraulic engaging and disengaging • Automatic overhang adjustment • Central lubrication system • Framesaw hydraulic • Complete set of foundation screws and special tools • Steel shaker chute • Single pulley drive Optionally available: Steel roller inserts • Logging: -

True About Frame Saws
True about Frame Saws 1. The Crank Mechanism = heart of the Frame Saw – This system was already known in 5th century B.C. 2. First Frame Saws with water drive were already known in 4 th century. http://en.wikipedia.org/wiki/Sawmill 3. Thin Cutting Frame Saw = Frame Saw – It is the same type of machine based on same physical principles. Therefore the Thin Cutting Frame Saw can not be called an invention! 4. Saw Blade = Tooling – Any type of Saw Blade can be used (any saw kerf, etc.) If the Saw Blade design allows it then the Saw Blade can be used in any make or model of Thin Cutting Frame Saw. © NEVA – OGDEN, 30.4.2010 Article with pictures available at www.neva.cz 1/5 5. Heavy duty cast iron design and cast iron Saw Frame Carriage with forged Crank Arms = reliable and long lasting which can withstand the harsh environment of a 3 shifts. 6. Locking System – The locking system is a result of NEVA’s machine design which allows the operator to open the machine. 7. Low RPM creates high energy – The main principle is to accumulate the energy from the main drive motor directly into Fly Wheels at the slow RPM. This energy is further converted into cutting force which is placed on the wood. This is due to sturdy cast iron Frame Saw Carriage and forged Crank Arms. Our machine creates fine wood chips instead of dust. © NEVA – OGDEN, 30.4.2010 Article with pictures available at www.neva.cz 2/5 8. -

IL Combo Ndx V2
file IL COMBO v2 for PDF.doc updated 13-12-2006 THE INDUSTRIAL LOCOMOTIVE The Quarterly Journal of THE INDUSTRIAL LOCOMOTIVE SOCIETY COMBINED INDEX of Volumes 1 to 7 1976 – 1996 IL No.1 to No.79 PROVISIONAL EDITION www.industrial-loco.org.uk IL COMBO v2 for PDF.doc updated 13-12-2006 INTRODUCTION and ACKNOWLEDGEMENTS This “Combo Index” has been assembled by combining the contents of the separate indexes originally created, for each individual volume, over a period of almost 30 years by a number of different people each using different approaches and methods. The first three volume indexes were produced on typewriters, though subsequent issues were produced by computers, and happily digital files had been preserved for these apart from one section of one index. It has therefore been necessary to create digital versions of 3 original indexes using “Optical Character Recognition” (OCR), which has not proved easy due to the relatively poor print, and extremely small text (font) size, of some of the indexes in particular. Thus the OCR results have required extensive proof-reading. Very fortunately, a team of volunteers to assist in the project was recruited from the membership of the Society, and grateful thanks are undoubtedly due to the major players in this exercise – Paul Burkhalter, John Hill, John Hutchings, Frank Jux, John Maddox and Robin Simmonds – with a special thankyou to Russell Wear, current Editor of "IL" and Chairman of the Society, who has both helped and given encouragement to the project in a myraid of different ways. None of this would have been possible but for the efforts of those who compiled the original individual indexes – Frank Jux, Ian Lloyd, (the late) James Lowe, John Scotford, and John Wood – and to the volume index print preparers such as Roger Hateley, who set a new level of presentation which is standing the test of time. -

Traditional Timber Framing COMMONWEALTH of AUSTRALIA Copyright Regulations 1969
ABPL90085 CULTURE OF BUILDING traditional timber framing COMMONWEALTH OF AUSTRALIA Copyright Regulations 1969 Warning This material has been reproduced and communicated to you by or on behalf of the University of Melbourne pursuant to Part VB of the Copyright Act 1968 (the Act). The material in this communication may be subject to copyright under the Act. Any further copying or communication of this material by you may be the subject of copyright protection under the Act. do not remove this notice CARPENTRY AND THE MORTICE & TENON grooved stone axe head from Vevey, France Amerindian axe Jean-François Robert, Rêver l’Outil: gestes essentiels – outils de toujours (Éditions Cabédita, La Lêchére [Savoie] 1995), p 91 stone axe in a wooden haft, earlier Neolithic, about 3700-3100 BC, Ehenside Tarn, Cumbria, England. British Museum PE POA 109.6, 190.7 Miles Lewis Egyptian adze, 18th Dynasty, reign of Hatshepsut, c 1673-58 BC British Museum EA 26279 J H Taylor [ed], Journey through the Afterlife: Ancient Egyptian Book of the Dead (British Museum Press, London 2010), p 99 Egyptian carpenter’s tools Lewis, Architectura, p 53 Egyptian maul & adze carpenter on a scaffold, using an adze Rose-Marie & Rainer Hagen, Egypt: People, Gods, Paroahs (Taschen, Koln & London 1999), p 82, 83 Egypt: model carpenter's shop, including a carpenter cutting a tenon joint in a plank Egyptian Museum, Cairo, JE 46722 Miles Lewis detail of the Egyptian carpenter’s shop. Lewis, Architectura, p 132 fresco of an Egyptian carpenter using a saw Hagen, Egypt, p 72 mortice and -
Easyframe Saw User Instruction Manual Welcome!
DESIGN, STRATEGIZE, FRAME! EasyFrame Saw User Instruction Manual Welcome! Thank you for choosing the EasyFrame Sawfor your next project! We are excited to be part of your future! We are certain that you will be pleased with your new purchase. EstiFrame Technologies, Inc. takes pride in producing only the finest products for our customers. We are proud and pleased to release the EasyFrame Saw. Our EasyFrame Saw System contains both new features and improvements to your everyday functionality. The EasyFrame Saw System marks our most extensive testing efforts to date. Your EasyFrame Saw will provide you with years of excellent service. In order to help you, we have included this manual. This user instruction manual contains information necessary to operate and maintain your EasyFrame Saw safely and correctly. Please take the time to familiarize yourself with the EasyFrame Saw by reading and reviewing this manual. Please carefully read and follow all safety, operation, and maintenance instructions. This guide is here to help you navigate your way around the finer points of setup and the use of your machine as well as maintenance to get the most out of your product. EstiFrame Technologies, Inc. shall not be responsible for any injuries or any damage to the machinery due to the misuse of the EasyFrame Saw system as it is intended to be used as indicated in the following user instruction manual. If you should have any questions or concerns regarding your EasyFrame Saw, please feel free to email us at [email protected] or visit us at www.easyframesaw.com. Sincerely, EstiFrame Technologies, Inc. -

Woodworking Glossary, a Comprehensive List of Woodworking Terms and Their Definitions That Will Help You Understand More About Woodworking
Welcome to the Woodworking Glossary, a comprehensive list of woodworking terms and their definitions that will help you understand more about woodworking. Each word has a complete definition, and several have links to other pages that further explain the term. Enjoy. Woodworking Glossary A | B | C | D | E | F | G | H | I | J | K | L | M | N | O | P | Q | R | S | T | U | V | W | X | Y | Z | #'s | A | A-Frame This is a common and strong building and construction shape where you place two side pieces in the orientation of the legs of a letter "A" shape, and then cross brace the middle. This is useful on project ends, and bases where strength is needed. Abrasive Abrasive is a term use to describe sandpaper typically. This is a material that grinds or abrades material, most commonly wood, to change the surface texture. Using Abrasive papers means using sandpaper in most cases, and you can use it on wood, or on a finish in between coats or for leveling. Absolute Humidity The absolute humidity of the air is a measurement of the amount of water that is in the air. This is without regard to the temperature, and is a measure of how much water vapor is being held in the surrounding air. Acetone Acetone is a solvent that you can use to clean parts, or remove grease. Acetone is useful for removing and cutting grease on a wooden bench top that has become contaminated with oil. Across the Grain When looking at the grain of a piece of wood, if you were to scratch the piece perpendicular to the direction of the grain, this would be an across the grain scratch. -

Chocolay Township History Then And
n ... I ' J r ' l r ' r ) J l I : J J; J' ' J. On the cover: this photograph was taken on top of the "Rock Cut" on March 6, 2008 at 11 :00 a.m. by Tom Shaw. In response to why this place, Tom answered: "Exercise, fresh air, beauty, quiet time with Him, to step back and look at the big picture and because I can. The best short answer is that I love it. The view brings me back to simpler times." CHOCOLAY TOWNSHIP . .. Just the combination of those two words CHOCOLAY TOWNSHIP brings some vision to your mind. It may be the one on the cover of this booklet or any of the various scenes throughout the other pages. All of them are special to someone, but whatever picture comes to your mind and the fact that you are reading this booklet reinforces that this is a special place for you. As you read this historical writing, I just want to join you in thanking the dozens of people who made it possible. First the township board located a woman, Elizabeth Delene who had the gift for writing and arranging the many contributions that came her way. Elizabeth, thank you for making the time to put these facts in a very readable form! Next on the list of volunteers is Cathy Phelps from the township office. She went above and beyond the call of duty to solicit information and assist Elizabeth in putting together this manuscript. A local committee of Lula Sarka, Elry Reetz, Marilyn Heitman, and Ben Mukkala were ever ready to assist joined together to read the facts, and add comments and reach out for additional information to make this a factual, fascinating piece.