Frame Saw Sharpening Instructions and Tips For
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Actoav!' SENIOR and SURVIVING PARTNER of ISAAC STRAUB & CO
ISAAC STRAUB'S .... -.-_-: Mttl 'ACTOaV!' SENIOR AND SURVIVING PARTNER OF ISAAC STRAUB & CO., "WAREHOUSE: 1'T0. 19 -VVest ::F-roD.t street; ~~[b[b [F~©lr©~Wg I MANUPACTURE Steam-Engines, Portable Saw-Mills, Portable and Stationary Horse Powers, (Jorn Mills Cor Plantation use, Wheat . Flouring Mills, (Jorn and (Job lUills, (Jorn Crusher, &c. All the above articles-except the Steam Engine-are the inventions of Isaac Straub, whose known ability and long experience as an Inventor and Machinist, recommend them to public favor and confidence. POU:R.T::Er :mDXTXON. CINCINNATI: MARSH.ALJ. &; LANGTRY, PRINTERS, No.3 PUBLIC LANDING . .................... ... ........... 1856. TE:::El.:aI.1:S···0ash. ; OR, One~Half Cash, and City Acceptances at. Four. Months. • Agen.'ts for 'the Sa1e OF MY CORN, WHEAT & COMBINATION MILLS. JOSEPH LANDIS & CO., No. 33 Tchoupitoulas St., New Orleans, La. M. G. MOlES & Co., ................................................ St. Louis, Mo. GORHAM DAVENPORT, ................ · ............. ·.: .. · ........ Mobile, Alabama, R. B. NORVELL, .. · ............... · .... ,.. · ................. · ........ · Huntsville, " BYRAM, PITKIN & CO., .. · .............. · .... · ................ · .... · Louisville, Ky. PARRISH & BUTLER, .. · ............... · .. · .. · .. ·.............. · .. · .. Lexington, " W. Y. GILL, ............................................................ Henderson, " H. T. YEATMAN, EsQ., ................. · .. · .... · .. · .... · .. · .... ·.. Nashville, Tenn. SAM'L MOSBY, EsQ.,· ...... ·............ · -

File Identification Chart
FILE IDENTIFICATION CHART American Pattern Swiss Pattern American Flat File — Rectangular cross section. Tapered point. Double cut top and bottom. Swiss Pattern Files have more exacting measurements and finer cuts ranging from № 00 to Single-cut edges. Special tooth construction eliminates clogging. All sizes have the same number 6. Used by tool and die makers, jewellers, modellers, craftspeople and hobbyists. Available in the of teeth. 6" – 12" long. following types and length: American Flat File Aluminum Half-Round File — Rounded on one side, flat on the other. Tapered point. • Half Round File — № 00, 0, 1, 2, 3 and 4. 4" – 10" long. Double-cut. Special tooth construction eliminates clogging. All sizes have the same number of teeth. • Hand File — № 00, 0, 1, 2 and 4. 4" – 10" long. Aluminum Half-Round File Smooth finish. 6" – 12" long. • Knife File — № 00, 0, 1, 2 and 4. 4" – 8" long. Flat File — Rectangular cross section. Tapered point. Double-cut top and bottom. Single-cut • Round File — № 00, 0 and 2. 4" – 10" long. Flat File edges. Bastard, second and smooth cuts. For rapid stock removal. 4" – 16" long. • Round Straight File — № 0. 4", 6" and 8" long. Half-Round File — Rounded one side, flat on the other. Double-cut top and bottom. Bastard, second and smooth cuts. For filing concave, convex and flat surfaces. 4" – 15" long. • Square File — № 00, 0 and 2. 4", 6" and 8" long. Half-Round File Hand File — Rectangular cross section. Double-cut top and bottom. One safe edge and one • Three Square File — № 00, 0, 1 and 2. -

Sawgear Tables
2017 TigerStop, LLC ® ® MANUAL Safety First! IMPORTANT SAFETY INFORMATION. READ ALL WARNINGS BEFORE OPERATING THIS PRODUCT. WARNING: Installation of your TigerStop Product must be done by a person trained in the safe design and installation of automation products, and in the safe operation of power equipment. Ensure that such installation meets all legally required safety requirements and guidelines, and that proper guarding and safety devices are provided on all sides of the equipment to preclude unintended access during operation. Consult with and follow the recommendations of a qualified safety engineer. GENERAL WARNINGS WARNING: TigerStop Products are components intended for use in conjunction with potentially dangerous machinery. The use of TigerStop Products does not make other machinery safe. TigerStop Products are not intended to substitute, in any manner, for safe operating practices in general, or for safety features present in other machines designed to make those machines as safe as possible. TIGERSTOP PRODUCTS, IF USED OR INSTALLED IMPROPERLY, MAY CAUSE PERSONAL INJURY OR DEATH AND SHOULD ONLY BE OPERATED BY PERSONS TRAINED IN THEIR SAFE OPERATING PROCEDURES. Illustrations of TigerStop Products in use do not show, and are not intended to show, all safety features and practices necessary for their safe operation. WARNING: TigerStop Products must be installed in accordance with all local, state, and federal regulations. Only personnel properly trained in the safe design and installation of automation machinery and related power equipment should install TigerStop Products onto other equipment, to ensure a safe and proper work station. TigerStop Products should not be operated without proper INSTALLATION training, both in the operation of TigerStop Products, and in the operation of related equipment. -

Heritage Bamboo Band Saw Jig
Heritage Bamboo Fly Rods Heritage Bamboo Band Saw Jig James E. (JED) Dempsey – Maker [email protected] Congratulations on your purchase of my Heritage Bamboo Band Saw Jig and continuing in the tradition of famed bamboo rodmakers such as Payne, Leonard, Halstead, Gillum and Uslan. As an apprentice at Payne under the tutelage of Walt Carpenter, I sawed many bamboo culms in preparation for them going on the Payne saw beveller. I am also the owner of the Uslan bamboo saw which uses a table saw blade that is very similar in design to my current jig except that we are using a band saw instead. Why a band saw? The answer is simple – less waste. A table saw blade is .125” or more thick and the band saw blade is usually .025” to .030” thick. That means for every 3 strips you get using a table saw, I get 4 strips or more depending on the width of strip you choose to cut. Using the procedures I have laid out below, you will get uniform straight strips that require little or no straightening. This produces time savings and eliminates a number of issues that split strips present. The one thing you will discover that “run out” is a myth promulgated by amateur rodmakers to justify splitting. Again, remember the great production rod companies and great classic rodmakers that today’s rodmakers try to copy and emulated all sawed cane and run out was never a real issue with them. The only exception was Garrison. One of the issues most of today’s rodmakers worry about sawing and working cane is generation of saw dust. -
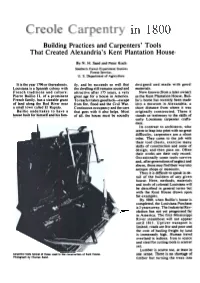
Building Practices and Carpenters' Tools That Created Alexandria's Kent Plantation House
Building Practices and Carpenters' Tools That Created Alexandria's Kent Plantation House By N. H. Sand and Peter Koch SouthernForest ExperimentStation Forest Service. U. S. Departmentof Agriculture I t is the year 1796or thereabouts. ily, and he succeeds so well that designed and made with good Louisiana is a Spanish colony with the dwelling still remains sound and materials. French traditions and culture. attractive after 175 years, a very Now known (from a later owner) Pierre Baillio II, of a prominent great age for a house in America. asthe Kent PlantationHouse, Bail- French family, has a sizeable grant To reach it takes good luck-escape lio's home has recently beenmade of land along the Red River near from fire, flood and the Civil War. into a museum in Alexandria, a a small town called EI Rapido. Continuous occupancy and the care short distance from where it was Baillio undertakes to have a that goes with it also helps. Most originally constructed. There it house built for himself and his fam- of all, the house must be soundly standsas testimony to the skins of early Louisiana carpenter crafts- men. In contrast to architects, who seemto leapinto print with no great difficulty, carpenters are a silent tribe. They come to the job with their tool chests, exercise many skins of construction and some of design, and then pass on. Often their works are their only record. Occasionally some tools survive and, after generationsof neglectand abuse,these may find their way int() antique shopsor museums. Thus it is difficult to speakin de- tail of the builders of any given house. -

Endodontics د.شذى Lec.4
Endodontics د.شذى Lec.4 Endodontic Instruments: There are many instruments used in the different phases of endodontic treatment and they are as follows: General Instruments 1) Endodontic explorer: A double end instrument, one end is straight used to locate the root canal orifices after the removal of the pulp chamber, and the other end is L-shaped which aids in detecting the unremoved parts of the tooth as the roof of pulp chamber. 2) Plastic instruments: It has two ends; the first is used to carry temporary filling material. The opposite end is used as a plugger to condense cement and base materials in the root canal. 3) Endodontic excavator: It is larger than a spoon excavator, used to allow excavation of the contents of the pulp chamber. It is also used in curettage of periapical lesions in surgical endodontics (apicectomy). 4) Endodontic locking pliers (tweezer): It has a lock that allows materials to be held without continuous finger pressure; also it has a groove which facilitates holding gutta percha and absorbing points. 1 5) Endodontic ruler: It is a metal ruler made of 0.5mm divisions. It is a convenient instrument to measure reamers, files and gutta percha. 6) Endodontic syringe: It is used to carry irrigating solution into the root canal. The tip of the instrument is flat to prevent penetration of the needle to the small canals; also it has a groove in its tip to permit the irrigation which might be under pressure to flow coronally rather than forcing it to the apical foramen causing post-operative pain. -
Special Issue on Human Computer Interaction in Critical Systems II: Authorities and Industry IJISCRAM, Volume 7, Issue 3 Christian Reuter (Eds.)
International Journal of Information Systems for Crisis Response and Management (IJISCRAM) Special Issue on Human Computer Interaction in Critical Systems II: Authorities and Industry IJISCRAM, Volume 7, Issue 3 Christian Reuter (Eds.) 15 International Journal of Information Systems for Crisis Response and Management, 7(3), 2015 Christian Reuter (Eds.): Special Issue on Human Computer Interaction in Critical Systems II: Authorities and Industry i TABLE OF CONTENTS Christian Reuter EDITORIAL Henrik Berndt, Tilo Mentler and Michael Herczeg OPTICAL HEAD-MOUNTED DISPLAYS IN MASS CASUALTY INCIDENTS Johannes Sautter, Lars Böspflug, Matthias Max, Denis Havlik, Marc Erlich, Kalev Rannat and Wolf Engelbach SIMULATION AND ANALYSIS OF MASS CASUALTY MISSION TACTICS - CONTEXT OF USE, INTERACTION CONCEPT, IMPLEMENTATION AND EVALUATION Kristian Rother, Inga Karl and Simon Nestler TOWARDS VIRTUAL REALITY CRISIS SIMULATION AS A TOOL FOR USABILITY TESTING OF CRISIS RELATED INTERACTIVE SYSTEMS Thomas Ludwig, Christoph Kotthaus and Volkmar Pipek SHOULD I TRY TURNING IT OFF AND ON AGAIN? OUTLINING HCI CHALLENGES FOR CYBER-PHYSICAL PRODUCTION SYSTEMS Christian Reuter TOWARDS EFFICIENT SECURITY: BUSINESS CONTINUITY MANAGEMENT IN SMALL AND MEDIUM ENTERPRISES International Journal of Information Systems for Crisis Response and Management, 7(3), 2015 Christian Reuter (Eds.): Special Issue on Human Computer Interaction in Critical Systems II: Authorities and Industry ii GUEST EDITORIAL PREFACE Special Issue on Human Computer Interaction in Critical Systems II: Authorities and Industry Christian Reuter, University of Siegen, Germany ABSTRACT Human computer interaction in security and time-critical systems is an interdisciplinary challenge at the seams of human factors, engineering, information systems and computer science. Application fields include control systems, critical infrastructures, vehicle and traffic management, production technology, business continuity management, medical technology, crisis management and civil protection. -

OPERATOR's MANUAL 9 In. (229 Mm) BAND SAW BS902
OPERATOR'S MANUAL 9 in. (229 mm) BAND SAW BS902 Your new Band Saw has been engineered and manufactured to Ryobi's high standards for dependability, ease of operation, and operator safety. Properly cared for, it will give you years of rugged, trouble-free performance. WARNING: To reduce the risk of injury, the user must read and understand the operator's manual before using this product. Thank you for buying a Ryobi tool. SAVE THIS MANUAL FOR FUTURE REFERENCE TABLE OF CONTENTS Introduction ......................................................................................................................................................................2 Rules for Safe Operation ............................................................................................................................................. 3-5 Electrical...........................................................................................................................................................................6 Glossary of Terms ............................................................................................................................................................7 Features ....................................................................................................................................................................... 7-9 Unpacking ........................................................................................................................................................................9 -

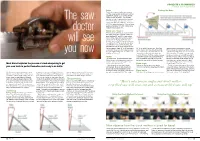
A Well-Tuned Tool Pays Great Dividends When the Blade Hits the Board
next story Saw Sharpening A well-tuned tool pays great dividends 101BY Matt CIANCI when the blade hits the board. e’ve all been there: You reach the blade is loose in the kerf, however, the toothline about 2" above the jaws. for your saw in the middle then it may be over-set, which can be Starting at the heel of the saw, identify W of a project, and before you corrected in the final step of stoning. the first tooth set away from you. Place start the cut, you drag your finger along Most saw set tools adjust to allow the saw set so the center of the hammer the teeth and say to yourself, “Meh... setting different sizes of teeth and types (the steel mechanism that bends the they’re sharp enough.” But you soon of work. I recommend adjusting your tooth over the anvil) aligns with the find out they are anything but. tool to create the slightest amount of set point of the tooth. Make sure the cast- Wouldn’t it be nice if you could for a backsaw, and only a touch more for ing rests solidly on the toothline and sharpen your own saws and never have a handsaw. Ignore the numbers on the squeeze the tool firmly. You will see the to settle for the misery of a dull saw tool; they are there only to confuse you. tooth bend ever so slightly away from again? With a small investment of time If your saw requires setting, begin you. Skip the next tooth and move on and money, you can. -

Secoroc COP M6 Down-The-Hole Hammer
Secoroc COP M6 down-the-hole hammer Operator’s instructions Spare parts lists Contents Introduction �����������������������������������������������������������������3 General info ......................................................................................... 3 How the hammer works ..................................................................... 3 Safety ����������������������������������������������������������������������������4 Preparations �����������������������������������������������������������������4 Hose connection ................................................................................. 4 Setting up the rig ................................................................................ 5 What drill rig do you need ................................................................. 5 Safety: Preparations ........................................................................... 5 Operation ���������������������������������������������������������������������5 Getting started .................................................................................... 5 Impact .................................................................................................. 5 Rotation ............................................................................................... 6 Feed ..................................................................................................... 7 Flushing ............................................................................................... 7 How to collar the hole -

Framesaw Framesaw Technology Möhringer Market Leader in Framesaw Technology
iFRAMESAW FRAMESAW TECHNOLOGY MÖHRINGER MARKET LEADER IN FRAMESAW TECHNOLOGY With a Möhringer Framesaw you benefit from more than 125 years of technological experience in Framesaw design, production, and operation. We are market leader in the field of Framesaw technology because we up-date the design of our Framesaws by teaming up with our customers and the concept matches the various applications in Germany and abroad. In order to offer you a reliable and cost effective modular system Möhringer Framesaws are designed to use those components: • Easy extending with optional equipment at any time • Fast and economical exchange of all parts on site • Fast assembly and use of standardized parts creating short delivery time All Framesaw types have the following standard equipment: • Electric frequency-controlled feed speed • Independent electronic control for feed and overhang with numerous adjustment possibilities for an optimal rate between speed and overhang • PLC control with touch screen display for individual adjustment by client i.e. lubrication times Steel construction with 20 years of warranty • User-friendly menu navigation, does not require any PLC knowledge • Integrated counter for operation and service hours • Large CPU hardware: all software options can be upgraded • Hydraulic engaging and disengaging • Automatic overhang adjustment • Central lubrication system • Framesaw hydraulic • Complete set of foundation screws and special tools • Steel shaker chute • Single pulley drive Optionally available: Steel roller inserts • Logging: -
Jointing Sharpening Now Observe How the Clock
PROJECTS & TECHNIQUES Product tech – saw doctor PHOTOGRAPHS BY MARK HARRELL Rake Finding the Rake Rake is the degree of offset from vertical, and this angle governs whether you want an aggressive, ripping cut, or a clean, slower crosscut. Note the angle – we generally set rake for a rip filing somewhere between The saw 0° to 8°. Establish rake closer to zero for aggressive ripping in softwoods, and closer to 10° for dense hardwoods. Crosscut filings generally mandate 15° to 20°. Hybrid-filing finds the sweet spot at 10°. Bevel (aka ‘fleam’) doctor Bevel indicates whether you desire to knife the cutting edge of a sawtooth. Little to no bevel (between 0° and 8°), is best suited for rip filings. Again, the rule here is select closer to 0° for ripping softwoods, and gravitate closer to 8° for ripping hardwoods. will see I usually find that 5° for dedicated rip either way delivers a crisp, assertive action, and mitigates tear-out on the far side of the cut. As for crosscut filings, 15° to 20° delivers a 20° is the perfect bevel angle.” Don’t buy and somewhere in between for hybrid. clean, knife-like action when sawing across into it. Anyone who says they consistently Here’s why precise angles just don’t matter: the grain. Hybrid-filing finds the sweet spot hit a certain degree standard when hand- a rip-filed saw will crosscut, and a crosscut- you now for both at 10° to 12°. sharpening a saw is full of it. Again, the filed saw will rip. The point is, any properly important thing isn’t hitting a certain degree.