Jointer Fundamentals Working on the Straight and True by Paul Anthony
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Hand Saws Hand Saws Have Evolved to fill Many Niches and Cutting Styles
Source: https://www.garagetooladvisor.com/hand-tools/different-types-of-saws-and-their-uses/ Hand Saws Hand saws have evolved to fill many niches and cutting styles. Some saws are general purpose tools, such as the traditional hand saw, while others were designed for specific applications, such as the keyhole saw. No tool collection is complete without at least one of each of these, while practical craftsmen may only purchase the tools which fit their individual usage patterns, such as framing or trim. Back Saw A back saw is a relatively short saw with a narrow blade that is reinforced along the upper edge, giving it the name. Back saws are commonly used with miter boxes and in other applications which require a consistently fine, straight cut. Back saws may also be called miter saws or tenon saws, depending on saw design, intended use, and region. Bow Saw Another type of crosscut saw, the bow saw is more at home outdoors than inside. It uses a relatively long blade with numerous crosscut teeth designed to remove material while pushing and pulling. Bow saws are used for trimming trees, pruning, and cutting logs, but may be used for other rough cuts as well. Coping Saw With a thin, narrow blade, the coping saw is ideal for trim work, scrolling, and any other cutting which requires precision and intricate cuts. Coping saws can be used to cut a wide variety of materials, and can be found in the toolkits of everyone from carpenters and plumbers to toy and furniture makers. Crosscut Saw Designed specifically for rough cutting wood, a crosscut saw has a comparatively thick blade, with large, beveled teeth. -

8-Inch Jointer-Planer Model JJP-8BT
Operating Instructions and Parts Manual 8-inch Jointer-Planer Model JJP-8BT JET 427 New Sanford Road LaVergne, Tennessee 37086 Part No. M-707400 Ph.: 800-274-6848 Revision B 08/2014 www.jettools.com Copyright © 2014 JET 1.0 Warranty and Service JET warrants every product it sells against manufacturers’ defects. If one of our tools needs service or repair, please contact Technical Service by calling 1-800-274-6846, 8AM to 5PM CST, Monday through Friday. Warranty Period The general warranty lasts for the time period specified in the literature included with your product or on the official JET branded website. • JET products carry a limited warranty which varies in duration based upon the product. (See chart below) • Accessories carry a limited warranty of one year from the date of receipt. • Consumable items are defined as expendable parts or accessories expected to become inoperable within a reasonable amount of use and are covered by a 90 day limited warranty against manufacturer’s defects. Who is Covered This warranty covers only the initial purchaser of the product from the date of delivery. What is Covered This warranty covers any defects in workmanship or materials subject to the limitations stated below. This warranty does not cover failures due directly or indirectly to misuse, abuse, negligence or accidents, normal wear-and-tear, improper repair, alterations or lack of maintenance. JET woodworking machinery is designed to be used with Wood. Use of these machines in the processing of metal, plastics, or other materials may void the warranty. The exceptions are acrylics and other natural items that are made specifically for wood turning. -

Polyflor. Design Service the Polyflor Design Service Flair and Flexibility to Make Your Ideas Come to Life
POLYFLOR. DESIGN SERVICE THE POLYFLOR DESIGN SERVICE FLAIR AND FLEXIBILITY TO MAKE YOUR IDEAS COME TO LIFE When you’re developing a flooring concept, you need more than the right styles and colours. You need more than utter dependability and value pricing. You need a creative partner with flair and flexibility. Polyflor designers have a wealth of experience in flooring. We’ve helped architects and designers create memorable floors for literally hundreds of buildings. We make sure you’re supported through every stage of your project. And we offer a service that’s complete, discrete and dependable. EXPRESSIONS DESIGN SERVICE BORDERS, FEATURES AND DESIGN FLOORS DESIGN SUPPORT Expressions is the Polyflor You need not start from scratch, to Our flexible design support service computerised waterjet service that create a spectacular floor. Our range can do as much or as little as you turns your thoughts into reality. of standard borders, features and wish. If required, we can support you Anything and everything is possible: overall design floors offers plenty of with your whole scheme, from colour from logos to landscapes. options that lets you create beautiful to designs to layouts to on-screen All you have to do is imagine it. floors— simply! CAD rendering and colour options. Flooring opposite: Polysafe Astral. EXPRESSIONS DESIGN SERVICE IF YOU CAN THINK IT WE CAN MAKE IT There’s virtually no limit to the shapes, patterns or pictures you can create with the help of Expressions. The process is in three stages: Imagination, Interpretation, and Realisation. IMAGINATION INTERPRETATION REALISATION The process begins in your head, When the image is agreed, we now One of the world’s most advanced and not necessarily at a drawing create a detailed flooring design on computerised waterjet cutting board. -
Variable Speed Jig Saw
VARIABLE SPEED JIG SAW 3087464 For replacement parts visit Model # 33606 WENPRODUCTS.COM bit.ly/wenvideo IMPORTANT: Your new tool has been engineered and manufactured to WEN’s highest standards for dependability, ease of operation, and operator safety. When properly cared for, this product will supply you years of rugged, trouble-free performance. Pay close attention to the rules for safe operation, warnings, and cautions. If you use your tool properly and for its intended purpose, you will enjoy years of safe, reliable service. NEED HELP? CONTACT US! Have product questions? Need technical support? Please feel free to contact us at: 800-232-1195 (M-F 8AM-5PM CST) [email protected] WENPRODUCTS.COM NOTICE: Please refer to wenproducts.com for the most up-to-date instruction manual. TABLE OF CONTENTS Technical Data 2 Safety Introduction 3 General Safety Rules 4 Specific Rules for Your Jig Saw 6 Electrical Information 8 Know Your Jig Saw 9 Assembly & Adjustments 10 Operation 13 Maintenance 14 Warranty Statement 15 Exploded View and Parts List 16 TECHNICAL DATA Model Number: 33606 Motor: AC 120V, 60Hz, 6.6A Variable Speed: 0 to 3300 SPM Wood Cutting Capacity: 4-1/4 in. (110 mm) Metal Cutting Capacity: 3/8 in. (10 mm) Bevel Angle: 45° Left & Right Dust Port Outer Diameter: 1-1/2 in. Assembled Dimensions: 9-3/8 x 3-1/4 x 8-5/8 in. Product Weight: 5.4 lbs Replacement blades (Model 33606BW and 33606BM) can be ordered at wenproducts.com. 2 SAFETY INTRODUCTION Thanks for purchasing the WEN Jig Saw. -

Router Table
Router Table Read This Important Safety Notice To prevent accidents, keep safety in mind while you work. Use the safety guards installed on power equipment; they are for your protection. When working on power equipment, keep fingers away from saw blades, wear safety goggles to prevent injuries from flying wood chips and sawdust, wear hearing protection and consider installing a dust vacuum to reduce the amount of air- borne sawdust in your woodshop. Don’t wear loose clothing, such as neckties or shirts with loose sleeves, or jewelry, such as rings, necklaces or bracelets, when working on power equipment. Tie back long hair to prevent it from getting caught in your equipment. People who are sensitive to certain chemicals should check the chemical con- tent of any product before using it. Due to the variability of local conditions, construction materials, skill levels, etc., neither the author nor Popular Woodworking Books assumes any responsibility for any accidents, injuries, damages or other losses incurred resulting from the mate- rial presented in this book. The authors and editors who compiled this book have tried to make the con- tents as accurate and correct as possible. Plans, illustrations, photographs and text have been carefully checked. All instructions, plans and projects should be carefully read, studied and understood before beginning construction. Prices listed for supplies and equipment were current at the time of publica- tion and are subject to change. Metric Conversion Chart to convert to multiply by Inches. Centimeters. 2.54 Centimeters. Inches . 0.4 Feet. Centimeters. 30.5 Centimeters. Feet. 0.03 Yards. -
Miniature Power Tools C
MINIATURE POWER TOOLS C DRILLS ¼ HP MOTOR AND FLEXISHAFT 113 BENCH SANDER 107 DAVID USE PHOTO BOHLER DRILL STAND 109 MB1012 BOHLER MINITOOL 109 - 113 CHUCKS 107 / 112 / 116 O COLLETS 107 / 112 / 116 DRILLS & DRILL KITS 104 - 110 DRILL STANDS 106 / 109 / 116 DRILL PRESS VICES 107 DRILL KITS ENGRAVING TOOLS 108 / 113 EXPO ZIRCON DRILLS 105 FLEXIBLE DRIVE SHAFT MINICRAFT 107 N DAVID USE PHOTO MODEL/C 107 MB8571 MINICRAFT BENCH SANDER 111 MINICRAFT DRILLS & KITS 106 MINICRAFT EXTENSION LEADS 108 MINICRAFT JIGSAW 107 MINITOOL 109 - 113 POWER LEADS 108 / 112 T DRILL VICE ROTOCRAFT DRILL KITS 105 - 105 ROTACRAFT JIGSAW 105 SANDERS & ACCESSORIES 107 / 111 TOOL HANGING STAND 113 TRANSFORMERS 108 / 112 UNIMAT ACCESSORIES 114 - 116 E UNIMAT 1 CLASSIC 6 IN 1 TOOL 114 UNIVERSAL DRILL STAND 106 VARIABLE SPEED TRANSFORMERS 108 / 112 FLEXI DRIVE SHAFT N DAVID USE PHOTO MB720 T MINITOOL SAW TABLE DAVID USE PHOTO MB410 S Last Revised 07/07/2011 103 SQUIRES MODEL & CRAFT TOOLS ROTACRAFT DRILL KITS ROTACRAFT SLIM-LINE VARIABLE SPEED ROTARY TOOL a a versatile high speed 230 volt pen grip rotary tool for lightweight ROTACRAFT MINI ROTARY TOOL KIT a versatile high speed 12 craft and modelling tasks. Supplied with a range of 75 assorted volt pen grip rotary tool for lightweight craft and modelling tasks. tools for cleaning, polishing and sanding etc. The drill is a collet Supplied with a range of 44 assorted tools for cleaning, polishing type and is supplied with 4 collets of 1.0, 2.35, 3.0 and 3.2mm. and sanding etc. -

Secoroc COP M6 Down-The-Hole Hammer
Secoroc COP M6 down-the-hole hammer Operator’s instructions Spare parts lists Contents Introduction �����������������������������������������������������������������3 General info ......................................................................................... 3 How the hammer works ..................................................................... 3 Safety ����������������������������������������������������������������������������4 Preparations �����������������������������������������������������������������4 Hose connection ................................................................................. 4 Setting up the rig ................................................................................ 5 What drill rig do you need ................................................................. 5 Safety: Preparations ........................................................................... 5 Operation ���������������������������������������������������������������������5 Getting started .................................................................................... 5 Impact .................................................................................................. 5 Rotation ............................................................................................... 6 Feed ..................................................................................................... 7 Flushing ............................................................................................... 7 How to collar the hole -
10” Planer / Jointer Operator's Manual
25-010 10” Planer / Jointer 4001824 Operator’s Manual Record the serial number and date of purchase in your manual for future reference. Serial Number: _________________________ Date of purchase: _________________________ For technical support or parts questions, email [email protected] or call toll free at (877)884-5167 25-010M4 www.rikontools.com TABLE OF CONTENTS Specifications.....................................................................................................................2 Safety Instructions ........................................................................................................3 - 6 Getting To Know Your Machine ..............................................................................................7 Contents of Package .....................................................................................................7 - 8 Installation ......................................................................................................................8 Assembly .................................................................................................................... 9 - 11 Adjustments...............................................................................................................11 - 18 Operation ..................................................................................................................19 - 21 Troubleshooting .........................................................................................................22 - 23 Maintenance -
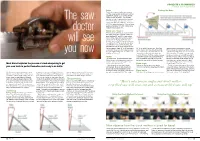
Jointing Sharpening Now Observe How the Clock
PROJECTS & TECHNIQUES Product tech – saw doctor PHOTOGRAPHS BY MARK HARRELL Rake Finding the Rake Rake is the degree of offset from vertical, and this angle governs whether you want an aggressive, ripping cut, or a clean, slower crosscut. Note the angle – we generally set rake for a rip filing somewhere between The saw 0° to 8°. Establish rake closer to zero for aggressive ripping in softwoods, and closer to 10° for dense hardwoods. Crosscut filings generally mandate 15° to 20°. Hybrid-filing finds the sweet spot at 10°. Bevel (aka ‘fleam’) doctor Bevel indicates whether you desire to knife the cutting edge of a sawtooth. Little to no bevel (between 0° and 8°), is best suited for rip filings. Again, the rule here is select closer to 0° for ripping softwoods, and gravitate closer to 8° for ripping hardwoods. will see I usually find that 5° for dedicated rip either way delivers a crisp, assertive action, and mitigates tear-out on the far side of the cut. As for crosscut filings, 15° to 20° delivers a 20° is the perfect bevel angle.” Don’t buy and somewhere in between for hybrid. clean, knife-like action when sawing across into it. Anyone who says they consistently Here’s why precise angles just don’t matter: the grain. Hybrid-filing finds the sweet spot hit a certain degree standard when hand- a rip-filed saw will crosscut, and a crosscut- you now for both at 10° to 12°. sharpening a saw is full of it. Again, the filed saw will rip. The point is, any properly important thing isn’t hitting a certain degree. -

Bandsaw Puzzle Cubes
Bandsaw Puzzle Cubes How’s that scrap pile in the corner of the shop coming along? Getting any smaller? Here’s one way to put some of your cherished chunks of thick stock to good use, producing casual gifts of irresistible appeal to young and old alike. Kids under ten can reassemble these puzzles in 30 seconds, grown-ups in only three or four minutes if they’re sharp. Make sure your bandsaw blade is square to the table, both left & right and fore & aft. The larger the puzzle cube, the less error you can get away with. Kerf width forgives some inaccuracy, but not much. Start off by milling up a cube — any size will do, but bigger is bet- ter: 3” x 3” or 4” x 4” makes a good puzzle blank. Put a 1/8” or 1/16” blade on your bandsaw, and don’t think about any claims you might have seen that you can’t cut thick stock with a very nar- row blade. Cool Blocks™ lateral guides are essential for 1/16”s and mighty useful for controlling 1/8” blades, too. Orient the cube so you’ll start cut- ting across the grain, and cut a ran- domly invented jigsaw puzzle pattern across the block. Make a fairly simple pattern. Push gently, using just your fingertips. Let the saw take its time working throughthe stock, so the blade stays vertical and your curves are consistent throughout.You’ll notice that sawing with the grain is much slower than across it; be ready for significant changes in speed and back pressure as you turn the block. -

Hand Planes Are for Fine Woodworking
GarrettWade White Paper Steel and Wooden Planes In this age of power-driven tools, it’s easy to forget how important hand planes are for fine woodworking. Not only can you usually do better and more careful work with a hand plane, but you can often work much more quickly, because of power tool set-up time. Skill at hand planing is one of the most important abilities of any woodworking craftsman. Experience with hand planes will help you understand exactly what a power tool is doing when you use it for a particular job; an important and subtle appreciation, if one is to achieve consistently good results with power tools. A hand plane is also a far more forgiving tool; experienced woodworkers know that care sacrificed for speed ruins more otherwise good work than anything else. General Tips Here are a few hints about using any plane. First, keep the blade as sharp as possible. Bench stones and honing guides are excellent for this purpose. Secondly, with rare exception, plane with the grain. Look at the side of the stock to see at a glance which way the grain runs. If you don’t work with the grain, you run the danger of catching the grain, lifting chips of wood, and producing a rough surface. Exceptions to this rule are discussed with the applicable plane. When planing end grain, push the plane in one direction to the middle of the board only, then repeat this process going in the other direction. This prevents splitting the board at the edge. -

3/8 In. Variable Speed Electric Drill Instruction Manual
COMPONENT COMPOSANT COMPONENTE N°691769 3/8 IN. VARIABLE SPEED ELECTRIC DRILL INSTRUCTION MANUAL PERCEUSE À PILE DE 3/8 PO, À VITESSE VARIABLE MODE D’EMPLOI MANUAL DE INSTRUCCIONES SOBRE EL TALADRO ELÉCTRICO DE 3/8 PULG. DE VELOCIDAD VARIABLE THIS MANUAL CONTAINS IMPORTANT INFORMATION REGARDING SAFETY, OPERATION, MAINTENANCE AND STORAGE OF THIS PRODUCT. BEFORE USE, READ CAREFULLY AND UNDERSTAND ALL CAUTIONS, WARNINGS, INSTRUCTIONS AND PRODUCT LABELS. FAILURE TO DO SO COULD RESULT IN SERIOUS PERSONAL INJURY AND/OR PROPERTY DAMAGE. CE MANUEL CONTIENT DES INFORMATIONS IMPORTANTES CONCERNANT LA SÉCURITÉ, LE FONCTIONNEMENT ET LE REMISAGE DE CE PRODUIT. LIRE, ÉTUDIER ET VEILLER À BIEN COMPRENDRE TOUTES LES MISES EN GARDE ET INSTRUCTIONS ET AUTOCOLLANTS APPOSÉS SUR LE PRODUIT AVANT DE L’UTILISER. NE PAS RESPECTER CES INSTRUCTIONS POURRAIT ENTRAÎNER DES BLESSURES ET/OU DES DOMMAGES MATÉRIELS. ESTE MANUAL CONTIENE INFORMACIÓN IMPORTANTE SOBRE LA SEGURIDAD, OPERACIÓN, MANTENIMIENTO Y ALMACE- NAMIENTO DE ESTE PRODUCTO. ANTES DE USARLO, LEA Y COMPRENDA TODAS LAS PRECAUCIONES, ADVERTENCIAS, INSTRUCCIONES Y ETIQUETAS DEL PRODUCTO. DE LO CONTRARIO PODRÍA SUFRIR LESIONES GRAVES O CAUSAR DAÑOS MATERIALES. IF YOU SHOULD HAVE ANY QUESTIONS OR EXPERIENCE A PROBLEM WITH YOUR ALLTRADE PRODUCT, DO NOT RETURN THIS PRODUCT TO THE STORE. PLEASE CALL OUR CUSTOMER SERVICE DEPARTMENT AT 1-800-590-3723. BEFORE YOU CALL, KAWASAKI IS A TRADEMARK LICENSED BY KAWASAKI MOTORS HAVE THE FOLLOWING INFORMATION AVAILABLE: MODEL No., DATE PURCHASED AND STORE LOCATION. AN ALLTRADE CORP., U.S.A., WHICH DOES NOT MANUFACTURE OR REPRESENTATIVE CAN RESOLVE YOUR PROBLEM OVER THE PHONE. IF YOU WOULD LIKE TO MAKE A SUGGESTION OR DISTRIBUTE THIS PRODUCT.