Processing of Integrated Circuits
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

High Performance Power Distribution Networks with On-Chip Decoupling Capacitors for Nanoscale Integrated Circuits
High Performance Power Distribution Networks with On-Chip Decoupling Capacitors for Nanoscale Integrated Circuits by Mikhail Popovich Submitted in Partial Ful¯llment of the Requirements for the Degree Doctor of Philosophy Supervised by Professor Eby G. Friedman Department of Electrical and Computer Engineering The College School of Engineering and Applied Sciences University of Rochester Rochester, New York 2007 ii It has become appallingly obvious that our technology has exceeded our humanity. | Albert Einstein iii Dedication This work is dedicated to my parents, Mr. Evgeniy Antonovich and Mrs. Lyud- mila Mikhailovna, my wife Oksana, and my daughter Elizabeth Michelle. iv Curriculum Vitae Mikhail Popovich was born in Izhevsk, Russia in 1975. He received the B.S. degree in electrical engineering from Izhevsk State Technical University, Izhevsk, Russia in 1998, and the M.S. degree in electrical and computer engineering from the University of Rochester, Rochester, NY in 2002, where he is completing the Ph.D. degree in electrical engineering. He was an intern at Freescale Semiconductor Corporation, Tempe, AZ, in the summer 2005, where he worked on signal integrity in RF and mixed-signal ICs and developed design techniques and methodologies for placing distributed on-chip de- coupling capacitors. His professional experience also includes characterization of sub- strate and interconnect crosstalk noise in CMOS imaging circuits for the Eastman Kodak Company, Rochester, NY. He has authored a book and several conference and journal papers in the areas of power distribution networks in CMOS VLSI circuits, placement of on-chip decoupling capacitors, and the inductive properties of on-chip v interconnect. His research interests are in the areas of on-chip noise, signal integrity, and interconnect design including on-chip inductive e®ects, optimization of power distribution networks, and the design of on-chip decoupling capacitors. -

Introduction to the Course. in This Lecture I Would Try to Set the Course in Perspective
Introduction to the course. In this lecture I would try to set the course in perspective. Before we embark on learning something, it is good to ponder why it would be interesting, besides the fact that it can fetch useful course credits. What do you understand by VLSI? In retrospect, integrated circuits having 10s of devices were called small scale integrated circuits (SSI), a few hundreds were called medium scale few thousands large scale. The game stopped with VLSI as people lost the count (not really). What does the word VLSI bring to your mind? Discussion to follow. What do you understand by technology? Discussion to follow. Technology is the application of scientific knowledge for practical purposes. For example, why you may not call VLSI circuit design as VLSI technology? This is by convention in the semiconductor business research and business community. The convention is to treat fabrication technology as the “technology”. In this course we would discuss and try to learn how Silicon Integrated Circuits are fabricated. Integrated circuits are fabricated by a sequence of fabrication steps called unit processes. A unit process would add to or subtract from a substrate. Examples of unit processes can be cleaning of a wafer, deposition of a thin film of a material and so on. The unit processes are not uniquely applied to VLSI fabrication only. I can combine several of these unit processes to make solar cells. I can do same for making MEMS devices. So the unit processes can be thought of as pieces in a jigsaw puzzles. The outcome would depend on how you sequence the unit processes. -
Paper 73-3 Has Been Designated As a Distinguished Paper at Display Week 2018
Distinguished Student Paper 73-3 / T. Ji Paper 73-3 has been designated as a Distinguished Paper at Display Week 2018. The full- length version of this paper appears in a Special Section of the Journal of the Society for Information Display (JSID) devoted to Display Week 2018 Distinguished Papers. This Special Section will be freely accessible until December 31, 2018 via: http://onlinelibrary.wiley.com/page/journal/19383657/homepage/display_week_2018.htm Authors that wish to refer to this work are advised to cite the full-length version by referring to its DOI: https://doi.org/10.1002/jsid.640 SID 2018 DIGEST Distinguished Student Paper 73-3 / T. Ji Tingjing Ji- Full Color Quantum Dot Light-Emitting Diodes Patterned by Photolithography Technology Full Color Quantum Dot Light-Emitting Diodes Patterned by Photolithography Technology Tingjing Ji (student), Shuang Jin, Bingwei Chen, Yucong Huang, Zijing Huang, Zinan Chen, Shuming Chen*, Xiaowei Sun Department of Electrical and Electronic Engineering, Southern University of Science and Technology, Shenzhen, PR China, 518055 *Corresponding author: [email protected] Abstract the traditional patterning processes. The QLED device achieved Photolithography is a high resolution and mature patterning maximum electroluminescence intensity of 23 770 cd/m2. [13] technique which has been widely used in semiconductor industry. For display application, a pixel consists of red (R), green (G) and In this work, we use photolithography to fine pattern the QD blue (B) side-by-side sub-pixels, which thereby requires a high layers. Because it is difficult to etch the QD layer, lift-off is used resolution patterning of the light-emission layers. -

Patterning of Quantum Dots by Dip-Pen and Polymer Pen Nanolithography
Nanofabrication 2015; 2: 19–26 Research Article Open Access Soma Biswas*, Falko Brinkmann, Michael Hirtz, Harald Fuchs Patterning of Quantum Dots by Dip-Pen and Polymer Pen Nanolithography Abstract: We present a direct way of patterning CdSe/ lithography and photolithography, these direct techniques ZnS quantum dots by dip-pen nanolithography and do not rely on resist layers and multi-step processing, but polymer pen lithography. Mixtures of cholesterol and allow the precise deposition of ink mixtures. Spot sizes in phospholipid 1,2-dioleoyl-sn-glycero-3 phosphocholine commercially widespread inkjet printing and other related serve as biocompatible carrier inks to facilitate the transfer spotting techniques are usually in the range of 50 to 500 of quantum dots from the tips to the surface during µm [5–7], while high resolution approaches (µCP, DPN and lithography. While dip-pen nanolithography of quantum PPL) reach sub-µm features. dots can be used to achieve higher resolution and smaller Microcontact printing utilises a predesigned pattern features (approximately 1 µm), polymer pen poly(dimethylsiloxane) (PDMS) stamp that is first coated lithography is able to address intermediate pattern scales with ink and subsequently pressed onto the surface in the low micrometre range. This allows us to combine manually. A total area up to cm2 can be patterned retaining the advantages of micro contact printing in large area and a lateral resolution of approximately 100 nm [8]. Dip-pen massive parallel patterning, with the added flexibility in nanolithography (Figure 1a) employs an atomic force pattern design inherent in the DPN technique. microscopy tip (AFM) as a quill pen. -

MOSFET - Wikipedia, the Free Encyclopedia
MOSFET - Wikipedia, the free encyclopedia http://en.wikipedia.org/wiki/MOSFET MOSFET From Wikipedia, the free encyclopedia The metal-oxide-semiconductor field-effect transistor (MOSFET, MOS-FET, or MOS FET), is by far the most common field-effect transistor in both digital and analog circuits. The MOSFET is composed of a channel of n-type or p-type semiconductor material (see article on semiconductor devices), and is accordingly called an NMOSFET or a PMOSFET (also commonly nMOSFET, pMOSFET, NMOS FET, PMOS FET, nMOS FET, pMOS FET). The 'metal' in the name (for transistors upto the 65 nanometer technology node) is an anachronism from early chips in which the gates were metal; They use polysilicon gates. IGFET is a related, more general term meaning insulated-gate field-effect transistor, and is almost synonymous with "MOSFET", though it can refer to FETs with a gate insulator that is not oxide. Some prefer to use "IGFET" when referring to devices with polysilicon gates, but most still call them MOSFETs. With the new generation of high-k technology that Intel and IBM have announced [1] (http://www.intel.com/technology/silicon/45nm_technology.htm) , metal gates in conjunction with the a high-k dielectric material replacing the silicon dioxide are making a comeback replacing the polysilicon. Usually the semiconductor of choice is silicon, but some chip manufacturers, most notably IBM, have begun to use a mixture of silicon and germanium (SiGe) in MOSFET channels. Unfortunately, many semiconductors with better electrical properties than silicon, such as gallium arsenide, do not form good gate oxides and thus are not suitable for MOSFETs. -

Transistors to Integrated Circuits
resistanc collectod ean r capacit foune yar o t d commercial silicon controlled rectifier, today's necessarye b relative .Th e advantage lineaf so r thyristor. This later wor alss kowa r baseou n do and circular structures are considered both for 1956 research [19]. base resistanc r collectofo d an er capacity. Parameters, which are expected to affect the In the process of diffusing the p-type substrate frequency behavior considerede ar , , including wafer into an n-p-n configuration for the first emitter depletion layer capacity, collector stage of p-n-p-n construction, particularly in the depletion layer capacit diffusiod yan n transit redistribution "drive-in" e donophasth f ro e time. Finall parametere yth s which mighe b t diffusion at higher temperature in a dry gas obtainabl comparee ear d with those needer dfo ambient (typically > 1100°C in H2), Frosch a few typical switching applications." would seriously damag r waferseou wafee Th . r surface woul e erodedb pittedd an d r eveo , n The Planar Process totally destroyed. Every time this happenee dth s e apparenlosexpressiowa th s y b tn o n The development of oxide masking by Frosch Frosch' smentiono t face t no , ourn o , s (N.H.). and Derick [9,10] on silicon deserves special We would make some adjustments, get more attention inasmuch as they anticipated planar, oxide- silicon wafers ready, and try again. protected device processing. Silicon is the key ingredien oxids MOSFEr it fo d ey an tpave wa Te dth In the early Spring of 1955, Frosch commented integrated electronics [22]. -

Planar Process with Noyce’S Interconnection Via a Diffused Layer of Metal Conductors
Future Horizons Ltd Blakes Green Cottage TN15 0LQ, UK Tel: +44 1732 740440 Fax: +44 1732 608045 [email protected] www.futurehorizons.com Research Brief: 2019/01 – The Planar IC Process The Planar IC Process On 1 December 1957, Jean Hoerni, a Swiss physicist and Fairchild Semiconductor co-founder, recorded in his patent notebook an entry called "A method of protecting exposed p-n junctions at the surface of silicon transistors by oxide masking techniques." This was the first formal documentation of the planar semiconductor process, a radically new transistor design in which the oxide layer was left in place on the silicon wafer to protect the sensitive p-n junctions underneath. Focused on getting its first semiconductor devices into production, Fairchild did not pursue Hoerni’s planar approach at that time and it was not until 14 January 1959 that Hoerni finally wrote up his disclosure for what would become U.S. Patent 3025589. One week later, on 23 January 1959, Robert (Bob) Noyce, a fellow Fairchild co-founder, wrote up a disclosure for the planar IC. Fairchild’s first working planar IC was built some 16 months later in May 1960. Sixty years on, this technology remains the basis for virtually all semiconductor manufacturing today. The Early Days By the late 1950s, even though barely a decade old, transistors had already gone through several stages of development, including the material transition from germanium to silicon and the move from piece by piece to batch manufacturing through a simple photolithographic and Page 1 of 8 © Future Horizons 1989-2019, Reproduction Prohibited - All Rights Reserved The Planar IC Process The Global Semiconductor Industry Analysts Research Brief: 2019/01 etching technique known as the Mesa process. -
Projection Photolithography-Liftoff Techniques for Production of 0.2-Pm Metal Patterns
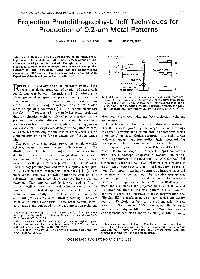
IEEE TRANSACTIONS ON ELECTRON DEVICES, VOL. ED-28, NO. 11, NOVEMBER 1981 1375 Projection Photolithography-Liftoff Techniques for Production of 0.2-pm Metal Patterns MARK D. FEUER AND DANIEL E. PROBER, MEMBER, IEEE GLASS FILTER Abstract-A technique whichallows the useof projection photo- \ yPHOTORESIST lithography with the photoresist liftoff process, for fabrication of sub- micrometer metal patterns, is described. Through-the-substrate (back- \II a projection) exposure of the photoresist produces the undercut profiles necessary forliftoff processing. Metal lines andsuperconducting microbridges of 0.2-pm width have been fabricated with this technique. I Experimental details and process limits are discussed. II OBJECTIVE IMMERSION OIL ECENT DEVELOPMENTS inmicrolithography have SUBSTRATE - (d) R made possible the production ofa variety of devices with PHOTORESIST %- I-l submicrometer (submicron) dimensions [ 11 , [2] , offering the (a) advantages of higherspeed and packing density.For many Fig. 1. Schematicdiagram of back-projectionand metal-liftoff pro- Josephson-effect devices in particular, submicron dimensions cedure. (a) Exposure system, employing a Zeiss optical microscope. Image of the mask is projected through the substrate, which is shown are essential for achieving optimalperformance over awide in sideview. (b) Schematic contours of constant exposure intensity. range of operatingconditions [3] . Forsubmicron pattern (c) After photoresist development and metallization. (d) After liftoff. transfer, liftoff processing [ 11 generally -
And Nanolithography Techniques and Their Applications
Review on Micro- and Nanolithography Techniques and their Applications Alongkorn Pimpin* and Werayut Srituravanich** Department of Mechanical Engineering, Faculty of Engineering, Chulalongkorn University, Pathumwan, Bangkok 10330, Thailand E-mail: [email protected]*, [email protected]** Abstract. This article reviews major micro- and nanolithography techniques and their applications from commercial micro devices to emerging applications in nanoscale science and engineering. Micro- and nanolithography has been the key technology in manufacturing of integrated circuits and microchips in the semiconductor industry. Such a technology is also sparking revolutionizing advancements in nanotechnology. The lithography techniques including photolithography, electron beam lithography, focused ion beam lithography, soft lithography, nanoimprint lithography and scanning probe lithography are discussed. Furthermore, their applications are summarized into four major areas: electronics and microsystems, medical and biotech, optics and photonics, and environment and energy harvesting. Keywords: Nanolithography, photolithography, electron beam lithography, focused ion beam lithography, soft lithography, nanoimprint lithography, scanning probe lithography, dip-pen lithography, microsystems, MEMS, nanoscience, nanotechnology, nano-engineering. ENGINEERING JOURNAL Volume 16 Issue 1 Received 18 August 2011 Accepted 8 November Published 1 January 2012 Online at http://www.engj.org DOI:10.4186/ej.2012.16.1.37 DOI:10.4186/ej.2012.16.1.37 1. Introduction For decades, micro- and nanolithography technology has been contributed to the manufacturing of integrated circuits (ICs) and microchips. This advance in the semiconductor and IC industry has led to a new paradigm of the information revolution via computers and the internet. Micro- and nanolithography is the technology that is used to create patterns with a feature size ranging from a few nanometers up to tens of millimeters. -

Techniques and Considerations in the Microfabrication of Parylene C Microelectromechanical Systems
micromachines Review Techniques and Considerations in the Microfabrication of Parylene C Microelectromechanical Systems Jessica Ortigoza-Diaz 1, Kee Scholten 1 ID , Christopher Larson 1 ID , Angelica Cobo 1, Trevor Hudson 1, James Yoo 1 ID , Alex Baldwin 1 ID , Ahuva Weltman Hirschberg 1 and Ellis Meng 1,2,* 1 Department of Biomedical Engineering, University of Southern California, Los Angeles, CA 90089, USA; [email protected] (J.O.-D.); [email protected] (K.S.); [email protected] (C.L.); [email protected] (A.C.); [email protected] (T.H.); [email protected] (J.Y.); [email protected] (A.B.); [email protected] (A.W.H.) 2 Ming Hsieh Department of Electrical Engineering, University of Southern California, Los Angeles, CA 90089, USA * Correspondence: [email protected]; Tel.: +1-213-740-6952 Received: 31 July 2018; Accepted: 18 August 2018; Published: 22 August 2018 Abstract: Parylene C is a promising material for constructing flexible, biocompatible and corrosion- resistant microelectromechanical systems (MEMS) devices. Historically, Parylene C has been employed as an encapsulation material for medical implants, such as stents and pacemakers, due to its strong barrier properties and biocompatibility. In the past few decades, the adaptation of planar microfabrication processes to thin film Parylene C has encouraged its use as an insulator, structural and substrate material for MEMS and other microelectronic devices. However, Parylene C presents unique challenges during microfabrication and during use with liquids, especially for flexible, thin film electronic devices. In particular, the flexibility and low thermal budget of Parylene C require modification of the fabrication techniques inherited from silicon MEMS, and poor adhesion at Parylene-Parylene and Parylene-metal interfaces causes device failure under prolonged use in wet environments. -

Fundimentals of Photolithography
FUNDIMENTALS OF PHOTOLITHOGRAPHY One of the most widely used methods for creating nanoscale circuit components is Photolithography. The word lithography is derived from the Greek words lithos (stone) and graphein (to write) and finds its roots in a process invented by Aloys Senefelder in 1796. By treating a piece of limestone with certain chemicals, Senefelder was then able to transfer an image carved into the stone onto a piece of paper. This was done by coating certain parts of the porous limestone with a water repellant substance. When ink was applied to the stone it would only adhere to the untreated hydrophilic areas, and hence the image carved into the rock could be transferred repeatedly onto paper. Senefelder's technique is still used in some artistry applications today. As time progressed and technology improved, lithography methods evolved. In the 1820's a French scientist by the name of Nicephore Niepce developed the first photoresist, a component fundamental to photolithography. A photoresist is a substance that undergoes a chemical reaction when it is eXposed to light. Niepce's photoresist was a material known as Bitumen of Judea, a kind of naturally occurring asphalt. A sheet of stone, metal, or glass was coated with a thin layer of this bitumen, which became less soluble where it was eXposed to light. Areas that were uneXposed could then be removed using a solvent, and the resultant exposed areas of the sheet were etched using a chemical bath. After the remaining photoresist was removed, the sheet could then be used as a printing plate. Photolithography today is in many ways similar to the original process invented by Niepce. -

Photolithography for the Investigation of Nanostructures
Photolithography for the Investigation of Nanostructures ---------------------------------------------------------- A Thesis Presented to the Honors Tutorial College, Ohio University ---------------------------------------------------------- In Partial Fulfillment of the Requirements for Graduation from the Honors Tutorial College with the degree of Bachelor of Science in Physics ---------------------------------------------------------- Helen M. Cothrel April 2015 This thesis has been approved by the Honors Tutorial College and the Department of Physics and Astronomy ________________________________________________ Dr. Eric Stinaff Professor, Physics and Astronomy Thesis adviser ________________________________________________ Dr. David Drabold Distinguished Professor, Physics and Astronomy Honors Tutorial College Director of Studies, Physics and Astronomy ________________________________________________ Dr. Jeremy Webster Dean, Honors Tutorial College 2 Table of Contents List of Figures ................................................................................................................. 4 Abstract ........................................................................................................................... 8 Introduction and Background ....................................................................................... 10 Photolithography ....................................................................................................... 11 Quantum Dots ..........................................................................................................