S Nit Flet Ic Fneis Llt
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Films Human Rights
Friday 26th, 2005 Human Rights 89 Millimeter Germany / Belarus 2004/05 Running time: 77’ Director: Sebastian Heinzel Camera: Eugen Schlegel Editor: Lena Rem Production: Kloos und Co. Contact: [email protected] About the film: 89 Millimeter: This distance stands for the little difference between living in Belarus and in Western Europe. In Belarus the railway tracks are 89 millimetres wider than elsewhere in Europe. Belarus is situated right beyond the border of the new European Union. A gateway to another world. Some say, Belarus is home to the last dictatorship in Europe. 89 Millimeter is a film about coming of age. A young German filmmaker wants to find out how free people of his age really are in this country. He meets a political refugee, members of the resistance, a house painter who only recently was released from jail, a Go-Go-dancer, a journalist without any prospects and a patriotic soldier devoted to his country. The result is a stunning portrait of a post-soviet generation in a young nation that is torn apart between stagnation, protest and departure. About the director: Sebastian Heinzel was born 1979 in Kassel. After the school and his civil service in Philadelphia (USA) he studied film, drama and TV arts in Cologne. While studying he started shooting his own movies and moved to Berlin. He has worked for music television, newspapers and magazines and finally decided to become a documentary filmmaker. His interests are Eastern Europe, subculture, the metropolis and its people. Since 2004 Sebastian Heinzel studies film directing at the Film Academy Baden-Württemberg. -

DGODGO GESELLSCHAFT E.V
M O E - K U L T U R . D E Kulturveranstaltungen aus Mittel- und Ost Europa in Berlin-Brandenburg w w w. m o e - k u l t u r. d e EIN PROJEKT VON JOE - PLATTFORM BERLIN E.V. AUSGABE 26/27 DEZ/JAN 2005/06 REDAKTIONSSCHLUSS 29-11-2005 • Termine • Partner • Impressum • Veranstaltungsadressen unter www.moe-kultur.de I n f o r m a t i o n s Z e n t r u m S Ü D O S T E U R O P A - S o z i a l w i s s e n s c h a f t e n DGODGO GESELLSCHAFT e.V. Abt. Informationstransfer Osteuropa Deutsche Gesellschaft für Osteuropakunde e.V. Zweigstelle Berlin Unsere Partner: Wissenschaftlich relevante Veranstaltungshinweise finden Sie im Berlin-Brandenburger Forum Osteuropa http://www.gesis.org/Kooperation/Information/Osteuropa/newslist.htm 1 2 M O E - K U L T U R . DE DEZ/JAN 05/06 Ausstellung • Diskussionen • Film • Literatur • Performance • Musik • Tanz • Theater • Vortrag INHALT Kalendarium >>Kulturkalender Dez-Jan (S. 4-9) Ausstellungen – Diskussionen – Film – Literatur – Performance – Musik – Tanz – Theater Notabene >>Stille Nacht - Heilige Nacht... (S. 10-12) Reihe: Osteuropäische Kinderhelden 3: Der kleine Maulwurf feiert Weihnachten Von Nina Trcka Rezepte zum alten und zum neuen Jahr Nina Trcka empfiehlt - Futurismus in der weihnachtlichen Küche? (u.a.) >>Aufgepasst!!! – besondere Termine (S.12) >>Reihe: Profile (S. 13-14) Emerging Identities – EAST! Junge Architektur in europäischen Osten Ein Bericht von Franziska Eidner >>Lesetipp (S. 14-17) Noch schnell nachholen? - Der polnische Schriftsteller Stefan Chwin entwirft die Zukunft Ein Beitrag von Iwona Uberman Die große Protagonisten der tschechischen Literatur – Bozena Nemcova und der Sprung über den Zaun Durch diese Nacht sehe ich keinen einzigen Stern Der Film zum Leben und Sterben der Bozena Nemcova Ein Beitrag von Nina Trcka IMPRESSUM >>MOE-Kommentar (S.17) Unaufgeregt! MOE - Kultur- Newsletter Die deutsch-polnischen Wirtschaftsbeziehungen ein Projekt der Von Michael Kleineidam JOE-Plattform Berlin e.V. -

Convert JPG to PDF Online
Êí³ãà âûäàäçåíà ïðû ³íôàðìàöûéíàé ïàäòðûìöû ôîíäó «×àëàâåê ó íÿäîë³». ÌÀ²Ì ÁÀÖÜÊÀÌ ÌÀÐÛ² ÄÛ ÑÜÖßÏÀÍÓ Íàâóêîâûÿ ðýöýíçýíòû: ïðàôýñàð Ñâýí Ãóñòà¢ñàí (Óïñîëüñê³ ¢í³âýðñûòýò); äîêòàð Áàðáàðà Òîðíêâ³ñò-Ïëåâà (óí³âýðñûòýò Ëþíäó). Ðýäàêòàð: Âàëåð ÁóëãàêࢠÇà äóìê³, âûêàçàíûÿ ¢ ãýòàé êí³çå, íÿñå àäêàçíàñüöü âûëó÷íà ÿå à¢òàð. Êàòëÿð÷óê, À. Øâýäû ¢ ã³ñòîðû³ é êóëüòóðû áåëàðóñà¢. – ³ëüíÿ: ²íñòûòóò áåëàðóñ³ñòûê³, 2007. – 328 ñ. Kotljarchuk, Andrej. Svenskar i vitrysk historia och kultur. – Vilnius. Institut för Vitrysslands- studier, 2007. – 328 s. Êí³ãà àï³ñâàå ã³ñòîðûþ áåëàðóñêà-øâýäçê³õ äà÷ûíåíüíÿ¢ çü Ñÿðýäíÿâå÷÷à ³ ïà ñ¸íüíÿøí³ äçåíü. Øûðàêà àñüâÿòëÿþööà ïûòàíüí³, ÿê³ÿ äàãýòóëü íå àòðûìàë³ íàëåæíàãà ðàçãëÿäó – øâýäçêàãà êóëü- òóðíàãà ¢ïëûâó íà ñòàðàæûòíàå Ïîëàöêàå êíÿñòâà, õàðàêòàðó ãàñïàäàð÷àé äçåéíàñüö³ â³ê³íãࢠíà áåëàðóñê³õ çåìëÿõ ó ñòàðàæûòíàñüö³, ïàäçåÿ¢ Âÿë³êàé Ïà¢íî÷íàé âàéíû íà òýðûòîðû³ íàøàé êðà³íû. Ïðûçíà÷àíà äëÿ ¢ñ³õ, õòî ö³êàâ³ööà ì³íó¢ø÷ûíàé ðîäíàé çÿìë³. Âûäàíüíå äðóãîå, ïàïðà¢ëåíàå ³ äàïî¢íåíàå. Âûäàíüíå áûëî çüäçåéñüíåíàå ïðû ïàäòðûìöû Øâýäçêàãà ³íñòûòóòó Íàäðóêàâàíà ¢ äðóêàðí³ «Ïðûíòêàðï». Áåëàðóñü. Ìåíñê, âóë.Ô.Ñêàðûíû, 40. 220141. Íàêëàä © Êàòëÿð÷óê, À.2007 Çüìåñò Çüìåñò äðóãîé ïàëîâû XVI – ïà÷àòêó XVIII ñò. ................................ 136 2.9. Áåëàðóñü ïà÷àòêó XVIII ñò. âà÷ûìà øâýäçêiõ æà¢íåðࢠ... 145 2.10. Áåëàðóñ³êà ¢ çáîðàõ Øâýöû³ .............................................. 155 Kontakterna med Vitryssland/Belarus är gamla – och nya ..................... ix 3. Âîáðàç øâýäà ¢ áåëàðóñêàé êóëüòóðû ...................................... 163 Ñóâÿç³ çü Áåëàðóñüñþ, ñòàðûÿ ³ íîâûÿ .................................................. x 3.1. Øâýä-÷àðà¢í³ê ....................................................................... 163 Ïðàäìîâà äà äðóãîãà âûäàíüíÿ ........................................................... xi 3.2. Øâýäû ¢ ðýë³ã³éíûõ ëåãåíäàõ áåëàðóñࢠ........................... 167 Förord till andra upplagan ................................................................... -

Quarterly 1 · 2006
German Films Quarterly 1 · 2006 AT BERLIN In Competition ELEMENTARTEILCHEN by Oskar Roehler DER FREIE WILLE by Matthias Glasner REQUIEM by Hans-Christian Schmid PORTRAITS Gregor Schnitzler, Isabelle Stever, TANGRAM Film, Henry Huebchen SHOOTING STAR Johanna Wokalek SPECIAL REPORT Germans in Hollywood german films quarterly 1/2006 focus on 4 GERMANS IN HOLLYWOOD directors’ portraits 12 PASTA LA VISTA, BABY! A portrait of Gregor Schnitzler 14 FILMING AT EYE LEVEL A portrait of Isabelle Stever producer’s portrait 16 BLENDING TRADITION WITH INNOVATION A portrait of TANGRAM Filmproduktion actors’ portraits 18 GO FOR HUEBCHEN! BETWEEN MASTROIANNI AND BRANDO A portrait of Henry Huebchen 20 AT HOME ON STAGE AND SCREEN A portrait of Johanna Wokalek 22 news in production 28 AM LIMIT Pepe Danquart 28 DAS BABY MIT DEM GOLDZAHN Daniel Acht 29 DAS DOPPELTE LOTTCHEN Michael Schaack, Tobias Genkel 30 FC VENUS Ute Wieland 31 FUER DEN UNBEKANNTEN HUND Dominik Reding, Benjamin Reding 31 HELDIN Volker Schloendorff 32 LEBEN MIT HANNAH Erica von Moeller 33 LIEBESLEBEN Maria Schrader 34 MARIA AM WASSER Thomas Wendrich 35 SPECIAL Anno Saul 36 TANZ AM UFER DER TRAEUME Cosima Lange 36 TRIP TO ASIA – DIE SUCHE NACH DEM EINKLANG Thomas Grube new german films 38 3° KAELTER 3° COLDER (NEW DIRECTOR’S CUT) Florian Hoffmeister 39 12 TANGOS – ADIOS BUENOS AIRES Arne Birkenstock 40 89 MILLIMETER 89 MILLIMETRES Sebastian Heinzel 41 AFTER EFFECT Stephan Geene 42 BLACKOUT Maximilian Erlenwein 43 BUONANOTTE TOPOLINO BYE BYE BERLUSCONI! Jan Henrik Stahlberg 44 CON GAME Wolf -

Sammanfattning Sverige Och Vitryssland (Belarus). Igår Och Idag
ØÂÝÄÛ ¡ òÑÒÎÐÛ² É ÊÓËÜÒÓÐÛ ÁÅËÀÐÓÑÀ¡ Òðîíäãåéì / Trondheim 61 ×àøí³ê³ 29, 104 Òóð, ðàêà 45 ×àøûí, â¸ñêà 195 Òóðࢠ32, 41, 42, 45, 151, 231, 236 ×îðíàå ìîðà 2, 4, 5, 8, 9, 26, 32, 34, 39, 90 Sammanfattning Òóðà¢ñêàå êíÿñòâà 50 ×ýíñòàõîâà 209 Òóðý÷÷ûíà 90, 134 Òûêîö³í 84 Øàòëÿäûÿ 254 Òýáþ (Täby kyrka) 259 Øàñòàâ³öû 19, 25 Øà¢ë³ / Šiauliai 156 Óçüäçåíñê³ ðà¸í 195 Øàöàê 88, 93, 252 Sverige och Vitryssland (Belarus). Óêðà³íà / Ukrajina 19, 26, 67, 74, 85, 88, 99, Øâåä÷ûíà, â¸ñêà 195 103, 118–120, 125, 126, 143, 148, 171, 214 Øâýäçêàÿ Äóáðîâà / Švendubrė, â¸ñêà 194 Óíåöê³ ðà¸í 194 Øâýäû, â¸ñêà 130, 190, 195 Igår och idag – ett historiskt perspektiv Óï³òû / Upytė 82, 248 Øâýöûÿ/Sverige 2, 4, 5, 8, 9, 13, 14, 16–19, 22, Óïëÿíä / Uppland 5, 18, 39, 43, 44–46 25, 27, 35, 36, 37, 39, 41, 44, 46, 50, 51, 57, Óïñîëà / Uppsala 5, 13, 23, 44, 57, 91, 99, 131, 59–63, 67–81, 84, 86, 89–99, 103, 108, 128, 138, 139, 142–144, 157, 199, 241 129, 131, 133, 134, 136, 138, 139, 142–145, Sverige och Vitryssland har tusen år av gemensam historia. Dessa båda Óðàë 205 148, 153, 155–156, 160, 161, 181, 190, 197– länder har under vikingatiden, medeltiden och modern tid haft täta politiska, Óñõîä 1, 5, 8, 11, 90 200, 205, 211, 214, 215, 218–223, 226–230, Óñüâ³öà, â¸ñêà 28 234–237, 239–241, 243, 244–246, 249–259 ekonomiska, kulturella och religionsrelaterade kontakter. -
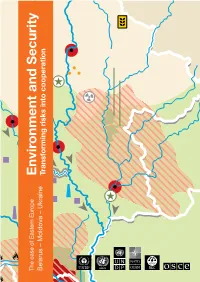
Environment and Security Transforming Risks Into
Environment and security issues in Belarus D a Osveyskiy u LATVIA g 0 50 100 km a Krasny v Daugavplis a Bor Sinsha Drysviaty Lake Novopolotsk Ignalina LITHUANIA Braslav Kozianskiy RUSSIA Lakes Polotsk Z a p . D vi na Vitebsk Smolensk y 1 Environment and Security Environment and Security Environment risks into cooperation Transforming risks into cooperation Transforming t The case of Eastern Europe Belarus – Moldova Ukraine Water-related issues Other pollution issues Important discharges of wastewater in transboundary Main industrial centres water basins Storages of obsolete pesticides Poor to bad water quality 1 Potassium mining (waste and water pollution) Lack of coordination and infrastructure for transborder flow control Forest fires in Chernobyl-contaminated areas Environmental concerns related to military Dams (existing / projected) areas (in use / closed) Energy and radiation issues Important nature 3 Areas exposed to high radioactive contamination due to the Major protected areas / transboundary regions Chernobyl explosion: of high ecological importance 2 Caesium-137 activity above 555 kBq/m 0 250 km Riga 2 LATVIA Plutonium isotopes activity above 4 kBq/m Notes: 1 - National Baltic RUSSIA 2 water quality index Sea LITHUANIA Nuclear power plants (operating / projected / closed ) Vilnius below two. 2 - The RUSSIA Minsk Radioactive waste storage sites (in use / considered) last Chernobyl reactor was stopped Warsaw BELARUS Oil refineries Oil fields in 2000. 3 - Only near-border nature POLAND Gas processing plants areas are shown. Kyiv Brown coal deposits Major peat deposits UKRAINE SLOVAK REPUBLIC Sources: Belarus State University. Atlas of Belarus Geography. Minsk 2005; State Committee for Land Resources, Geodesy MOLDOVA HUNGARY and Cartography. -

Ökade Möjligheter För Nyanserad Bild Av Vitryssland I Sverige Lennhag
Ökade möjligheter för nyanserad bild av Vitryssland i Sverige Lennhag, Mi; Nowak, Mattias Published in: Annus Albaruthenicus 2007 2007 Document Version: Förlagets slutgiltiga version Link to publication Citation for published version (APA): Lennhag, M., & Nowak, M. (2007). Ökade möjligheter för nyanserad bild av Vitryssland i Sverige. I S. Janowic (Red.), Annus Albaruthenicus 2007 (s. 347-356). (Annus Albaruthenicus). Villa Sokrates. http://kamunikat.fontel.net/pdf/annus/annus2007.pdf Total number of authors: 2 General rights Unless other specific re-use rights are stated the following general rights apply: Copyright and moral rights for the publications made accessible in the public portal are retained by the authors and/or other copyright owners and it is a condition of accessing publications that users recognise and abide by the legal requirements associated with these rights. • Users may download and print one copy of any publication from the public portal for the purpose of private study or research. • You may not further distribute the material or use it for any profit-making activity or commercial gain • You may freely distribute the URL identifying the publication in the public portal Read more about Creative commons licenses: https://creativecommons.org/licenses/ Take down policy If you believe that this document breaches copyright please contact us providing details, and we will remove access to the work immediately and investigate your claim. LUND UNIVERSITY PO Box 117 221 00 Lund +46 46-222 00 00 ANNUS ALBARUTHENICUS 2007 ГОД БЕЛАРУСКІ 2007 VILLA SOKRATES ANNUS ALBARUTHENICUS 2007 ГОД БЕЛАРУСКІ 2007 ВОСЬМЫ ТОМ Рэдактар САКРАТ ЯНОВІЧ KRYNKI 2007 Выдавецкае афармленьне: ЮРКА ХМЯЛЕЎСКІ Рэцэнзенты: prof. -
In the Baltic Republics Danjoux, Olivier
L'Etat, c'est pas moi Reframing citizenship(s) in the Baltic republics Danjoux, Olivier 2002 Link to publication Citation for published version (APA): Danjoux, O. (2002). L'Etat, c'est pas moi: Reframing citizenship(s) in the Baltic republics. Department of Political Science, Lund University. Total number of authors: 1 General rights Unless other specific re-use rights are stated the following general rights apply: Copyright and moral rights for the publications made accessible in the public portal are retained by the authors and/or other copyright owners and it is a condition of accessing publications that users recognise and abide by the legal requirements associated with these rights. • Users may download and print one copy of any publication from the public portal for the purpose of private study or research. • You may not further distribute the material or use it for any profit-making activity or commercial gain • You may freely distribute the URL identifying the publication in the public portal Read more about Creative commons licenses: https://creativecommons.org/licenses/ Take down policy If you believe that this document breaches copyright please contact us providing details, and we will remove access to the work immediately and investigate your claim. LUND UNIVERSITY PO Box 117 221 00 Lund +46 46-222 00 00 Rygg Baksida 154 mm 20 mm Framsida 154 mm D O anjoux livier L’ETAT, C’EST PAS MOI Reframing Citizenship(s) in the Baltic Republics • L ’ETAT, C’EST PAS MOI – Reframing Citizemship(s) in the Baltic Republics intheBaltic Citizemship(s) MOI – Reframing C’EST PAS ’ETAT, L’ETAT, C’EST PAS MOI Olivier Danjoux This book speaks to readers with a particular interest in the Baltic states as well as to those with a broader interest in post-communist democratization and citizenship. -

L'etat, C'est Pas Moi Reframing Citizenship(S) in the Baltic Republics Danjoux, Olivier
L'Etat, c'est pas moi Reframing citizenship(s) in the Baltic republics Danjoux, Olivier 2002 Link to publication Citation for published version (APA): Danjoux, O. (2002). L'Etat, c'est pas moi: Reframing citizenship(s) in the Baltic republics. Department of Political Science, Lund University. Total number of authors: 1 General rights Unless other specific re-use rights are stated the following general rights apply: Copyright and moral rights for the publications made accessible in the public portal are retained by the authors and/or other copyright owners and it is a condition of accessing publications that users recognise and abide by the legal requirements associated with these rights. • Users may download and print one copy of any publication from the public portal for the purpose of private study or research. • You may not further distribute the material or use it for any profit-making activity or commercial gain • You may freely distribute the URL identifying the publication in the public portal Read more about Creative commons licenses: https://creativecommons.org/licenses/ Take down policy If you believe that this document breaches copyright please contact us providing details, and we will remove access to the work immediately and investigate your claim. LUND UNIVERSITY PO Box 117 221 00 Lund +46 46-222 00 00 Rygg Baksida 154 mm 20 mm Framsida 154 mm D O anjoux livier L’ETAT, C’EST PAS MOI Reframing Citizenship(s) in the Baltic Republics • L ’ETAT, C’EST PAS MOI – Reframing Citizemship(s) in the Baltic Republics intheBaltic Citizemship(s) MOI – Reframing C’EST PAS ’ETAT, L’ETAT, C’EST PAS MOI Olivier Danjoux This book speaks to readers with a particular interest in the Baltic states as well as to those with a broader interest in post-communist democratization and citizenship. -

6,60 € Oder Das Ganze Wochenende
24 Stunden mobil für nur 6,60 € oder das ganze Wochenende MultiTicket – MultiSpaß Kultur erleben beim Kasseler Dokumentarfilm- und Videofest Zu zweit und mit bis zu drei Kindern. 24 Stunden oder das ganze Wochenende. Im KasselPlus-Gebiet mit Bus, Tram und RegioTram. Infos unter www.kvg.de und am NVV-ServiceTelefon 0180-234-0180*. * 6 Cent pro Anruf aus dem Festnetz der Deutschen Telekom, Mobilfunkpreise max. 42 Cent pro Minute. Gemeinsam mehr bewegen. 3 Inhalt Table of contents Vorwort Preface � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � 4 Grußworte Greetings � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � 6 Impressum Credits � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � 7 Informationen Information � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � 8 Programmübersicht Timetable � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � -
The Chinese Air Force Evolving Concepts, Roles, and Capabilities
The Chinese Air Force Evolving Concepts, Roles, and Capabilities EDITED BY RICHARD P. HALLION, ROGER CLIFF, and PHILLIP C. SAUNDERS CENTER FOR THE STUDy OF CHINESE Military Affairs INSTITUTE FOR NATIONAL STRATEGIC STUDIES National DEFENSE UNIvERSITy Center for the Study of Chinese Military Affairs (CSCMA) The Center for the Study of Chinese Military Affairs (China Center) was established as an integral part of the National Defense University’s Institute for National Strategic Studies on March 1, 2000, pursuant to Section 914 of the 2000 National Defense Authorization Act. The China Center’s mission is to serve as a national focal point and resource center for multidisciplinary research and analytic exchanges on the national goals and strategic posture of the People’s Republic of China and to focus on China’s ability to develop, field, and deploy an effective military instrument in support of its national strategic objectives. Cover photo: China’s fifth-generation J–20 Stealth Fighter preparing for flight in Chengdu, Sichuan Province. (Photo by CCP/Color China Photo/AP Images) The Chinese Air Force Evolving Concepts, Roles, and Capabilities The Chinese Air Force Evolving Concepts, Roles, and Capabilities EDITED BY RICHARD P. HALLION, ROGER CLIFF, and PHILLIP C. SAUNDERS PUBLISHED BY NATIONAL DEFENSE UNIVERSITY PRESS FOR THE CENTER FOR THE STUDY OF CHINESE MILITARY Affairs INSTITUTE FOR NATIONAL STRATEGIC STUDIES WASHINGTON, D.C. 2012 Opinions, conclusions, and recommendations expressed or implied within are solely those of the contributors and do not necessarily represent the views of the U.S. Department of Defense or any other agency of the Federal Government. -

Oil Shale 0 Coal 0 Oil Sands 0 Natural Gas
23 0 cLO°7 fneJits ellsc.JIr OIL SHALE 0 COAL 0 OIL SANDS 0 NATURAL GAS VOLUME 28 - NUMBER 3 - SEPTEMBER 1991 QUARTERLY Toll Eat Repository PL'L•r Lakes Library School of MThzs 0 THE PACE CONSULTANTS INC. ®Reg . U.S. Pat. OFF. Pace Synthetic Fuels Report Is published by The Pace Consultants Inc., as a multi-client service and is intended for the sole use of the clients or organizations affiliated with clients by virtue of a relationship equivalent to 51 percent or greater ownership. Pace Synthetic Fuels Report Is protected by the copyright laws of the United States; reproduction of any part of the publication requires the express permission of The Pace Con- sultants Inc. The Pace Consultants Inc., has provided energy consulting and engineering services since 1955. The company's experience Includes resource evalua- tion, process development and design, systems planning, marketing studies, Licensor comparisons, environmental planning, and economic analysis. The Synthetic Fuels Analysis group prepares a variety of periodic and other reports analyzing developments In the energy field. THE PACE CONSULTANTS INC. SYNTHETIC FUELS ANALYSIS MANAGING EDITOR Jerry E. Sinor Post Office Box 649 Niwot, Colorado 80544 (303) 652-2632 BUSINESS MANAGER Horace 0. Hobbs Jr. Post Office Box 53473 Houston, Texas 77052 (713) 669-7816 Telex: 77-4350 CONTENTS HIGHLIGHTS A-i I. GENERAL GOVERNMENT Economic Growth, Environment Cited as Key to National Energy Strategy 1-1 LEA Ministers Note Need for Diversified Energy Supply 1-1 ENERGY POLICY AND FORECASTS CERI Price Projection Puts Oil Slightly Over $25 Post-2000 1-3 Case Made for Higher Oil Demand in the Future 1-4 Rising Oil Prices Predicted by A.D.