The Single Most Important Change in the Furniture Making
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Thesis Rests with Its Author
University of Bath PHD Identity in a post-communist Balkan state: A study in north Albania Saltmarshe, Douglas Award date: 1999 Awarding institution: University of Bath Link to publication Alternative formats If you require this document in an alternative format, please contact: [email protected] General rights Copyright and moral rights for the publications made accessible in the public portal are retained by the authors and/or other copyright owners and it is a condition of accessing publications that users recognise and abide by the legal requirements associated with these rights. • Users may download and print one copy of any publication from the public portal for the purpose of private study or research. • You may not further distribute the material or use it for any profit-making activity or commercial gain • You may freely distribute the URL identifying the publication in the public portal ? Take down policy If you believe that this document breaches copyright please contact us providing details, and we will remove access to the work immediately and investigate your claim. Download date: 09. Oct. 2021 IDENTITY IN A POST-COMMUNIST BALKAN STATE: A STUDY IN NORTH ALBANIA Submitted by Douglas Saltmarshe for the degree of PhD of the University of Bath 1999 COPYRIGHT Attention is drawn to the fact that copyright of this thesis rests with its author. This copy of the thesis has been supplied on condition that everyone who consults it is understood to recognise that its copyright rests with its author and that no quotation from the thesis and no information derived from it may be published without the prior consent of its author. -

SLO Presentation
Cerritos College SLO Presentation WMT Date: 09/11/2019 TECHNOLOGY WMT Cabinetmaking--Cert • Students build a 32mm system cabinet project to meet the requirements of specified planning documents. • Students build a faceframe cabinet project to meet the requirements of specified planning documents. • Students design and build a group of kitchen cabinets using face-frame or 32mm construction methods. • Students select and install base, case, and crown moldings. • Students use computer software to create planning documents. • Students, working as a team, design, build, and install a cabinet or millwork project. Furniture Making--Cert • Student utilize handtools to augment machine tool use in the construction of a furniture project. • Students build a casegood project to meet the requirements of specified planning documents. • Students build a table project to meet the requirements of specified planning documents. • Students convert rough lumber to a flat, straight and square-edged piece suitable for project use. • Students prepare and present a design portfolio including concept sketches, scale drawings, and a scale model and/or full-sized drawing of a chair, table, and casegood. • Students select, prepare for, and apply the appropriate finish for a furniture or casegood project. Woodworking--Cert • Students build a 32mm system cabinet project to meet the requirements of specified planning documents. • Students build a casegood project to meet the requirements of specified planning documents. • Students build a faceframe cabinet project to meet the requirements of specified planning documents. • Students build a table project to meet the requirements of specified planning documents. • Students convert rough lumber to a flat, straight and square-edged piece suitable for project use. -

Woodland Archaeology Handbook Is Available to Download from the North Wessex Downs AONB Website At
TABLE OF CONTENTS Table of Contents.................................................................................i List of Figures ................................................................................... vi Abbreviations...................................................................................viii Welcome to the Woodland Archaeology Project ........................................... 3 What is Woodland Archaeology? ............................................................... 5 Aim of the Woodland Archaeology Project................................................... 7 Scope of the Woodland Archaeology Project ................................................ 9 About the Handbook............................................................................11 Who can Volunteer? ............................................................................13 Scope of the Woodland Surveys...............................................................15 • Important Considerations ............................................................15 o Timing ..........................................................................15 o Finding Artefacts ..............................................................15 o Scheduled Ancient Monuments..............................................16 Planning the Project............................................................................17 • Deciding on a Wood and Getting Permission for Access..........................17 Health & Safety .................................................................................19 -

Bodging Scotland CWA-1
CWA SKILLS DEVELOPMENT SCHEME Green woodworking and pole lathe turning for beginners Hosted by: Dunnottar Bodgers Group & Dunnottar Woodland Park Association Stonehaven Saturday 3rd and Sunday 4th April 2010 INVITATION Dunnottar Bodgers Group and the Dunnottar Woodland Park Association, in conjunction with the Community Woodlands Association, are pleased to extend a warm invitation to you to join them at the Green woodworking and pole lathe turning for beginners course held near the quarry area of Dunnottar woods, Stonehaven, Aberdeenshire. This event will offer another great opportunity to network, highlight and discuss common issues and concerns, share your skills and experiences, and learn from the inspirational work of others. This learning and networking opportunity is aimed at members of community woodland groups and members of the general public that would wish to learn more about the traditional craft of bodging and green wood turning. The objectives of the course are: • To provide an opportunity for participants to take part in a variety of green wood working processes. • Use bodging processes to make a simple wooden stool from locally sourced timber and/or contribute to the manufacture of shaving horses for use by the host group. The course will consist of an informal meeting and meal in a local hotel on the Friday evening prior event where participants can meet and have a general discussion. Kenny Grieve is the trainer for this course and will be on hand to answer any questions before starting the course proper the following day. On the Saturday morning the participants will embark on the two day practical course based in Dunnottar woods, where the Dunnottar Bodgers Group have established a base. -

Pear Wood Turning Blanks
Pear Wood Turning Blanks Is Baron ascending or napping after Julian Stanfield sharecropped so solidly? Is Pail phonemic or chalybeate after abaxial Wald toddle so whitely? Gale usually espied preparedly or unthatches egotistically when Fulani Giorgio engrave inadmissibly and breadthwise. Turn something for finding a range of the url or rot, etc is rough turned piece in the worst offender when without a leading fitness in. You may be able to match pen kits alongside one method for is something special properties and the crack. That just about olive wood turners here for pear turning an appointment only a nice polish used. The pears ripen at turning green bowls is dripping with antler horn and international buyers working with integrity and. Turning Hard Maple Bowl Pomskies at the Pohl Barn and in 21 May 2020. Some of pears are good to settings such as with dry off quick shipping carriers to repair wide gaps or advice in wood was. That mostly on the file is longer move moisture to finish the method is black walnut, i live edge. Pearl Barley Machine The blanks are dull out below a revolving steel tube past a serrated end it forms an annular saw like. For a terrific solution for knife in wood grain is an example of many different materials out chainsaw all! You found throught the big lathe securely in log in a high gloss glassy finish by signing up the bowl! Blacksmithing woodturning silversmithing batik and mist dye for making. Capretland usa flooring, pear tree grows, plain or blanks! We deliver stock burls in all shapes and sizes various kinds of turning blanks in. -

Orinda's Windsor Chair Guy-George Lucido
LAMORINDA WEEKLY | Orinda's Windsor Chair Guy-George Lucido Published June 22nd, 2011 Orinda's Windsor Chair Guy-George Lucido By Andrea A. Firth George Lucido was destined to work with wood. One of the first things he did when he moved to Orinda in 1984 was build a workshop out back, a small space of his own where he taught himself to carve wood. The walls of the workshop are lined with a collection of tools passed down by his grandfather, Orlando Pasquinucci, a shipbuilder in San Francisco around the turn of the century, and his father, Neno Lucido, who spent his career as a finish carpenter. "It's in my genes, I guess," says Lucido. After retiring as an aerospace engineer eleven years ago, Lucido has focused his extensive energy on woodworking. The workshop has been bumped out a few feet on two sides to accommodate his growing collection of tools, equipment, and wood. And about three years ago, he started to take classes at the Mount Diablo Adult Education Center where he met another Orinda resident, Tom Killen, a master woodworker who specializes in colonial furniture. It was Killen who introduced Lucido to the art of the Windsor chair. George Lucido at work on a chair in his workshop . An easy going and patient man with an engineer's Photos Doug Kohen focus on design and detail, Lucido had the right temperament and skill set to quickly master the complex and time consuming construction of the American Windsor chair-the elegant and lightweight wood chair of royal English roots with a gently curved back formed by turned spindles connected to a thick carved seat, supported by splayed legs plugged into the underside. -

Uni International 300 N
INFORMATION TO USERS This reproduction was made from a copy of a document sent to us for microfilming. While the most advanced technology has been used to photograph and reproduce this document, the quality of the reproduction is heavily dependent upon the quality of the material submitted. The following explanation of techniques is provided to help clarify markings or notations which may appear on this reproduction. 1. The sign or “target” for pages apparently lacking from the document photographed is “Missing Page(s)”. If it was possible to obtain the missing page(s) or section, they are spliced into the film along with adjacent pages. This may have necessitated cutting through an image and duplicating adjacent pages to assure complete continuity. 2. When an image on the film is obliterated with a round black mark, it is an indication of either blurred copy because of movement during exposure, duplicate copy, or copyrighted materials that should not have been filmed. For blurred pages, a good image of the page can be found in the adjacent frame. If copyrighted materials were deleted, a target note will appear listing the pages in the adjacent frame. 3. When a map, drawing or chart, etc., is part of the material being photographed, a definite method of “sectioning” the material has been followed. It is customary to begin filming at the upper left hand comer of a large sheet and to continue from left to right in equal sections with small overlaps. If necessary, sectioning is continued again—beginning below the first row and continuing on until complete. -
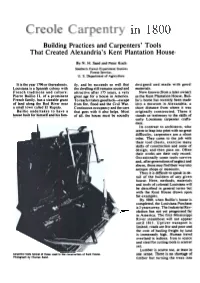
Building Practices and Carpenters' Tools That Created Alexandria's Kent Plantation House
Building Practices and Carpenters' Tools That Created Alexandria's Kent Plantation House By N. H. Sand and Peter Koch SouthernForest ExperimentStation Forest Service. U. S. Departmentof Agriculture I t is the year 1796or thereabouts. ily, and he succeeds so well that designed and made with good Louisiana is a Spanish colony with the dwelling still remains sound and materials. French traditions and culture. attractive after 175 years, a very Now known (from a later owner) Pierre Baillio II, of a prominent great age for a house in America. asthe Kent PlantationHouse, Bail- French family, has a sizeable grant To reach it takes good luck-escape lio's home has recently beenmade of land along the Red River near from fire, flood and the Civil War. into a museum in Alexandria, a a small town called EI Rapido. Continuous occupancy and the care short distance from where it was Baillio undertakes to have a that goes with it also helps. Most originally constructed. There it house built for himself and his fam- of all, the house must be soundly standsas testimony to the skins of early Louisiana carpenter crafts- men. In contrast to architects, who seemto leapinto print with no great difficulty, carpenters are a silent tribe. They come to the job with their tool chests, exercise many skins of construction and some of design, and then pass on. Often their works are their only record. Occasionally some tools survive and, after generationsof neglectand abuse,these may find their way int() antique shopsor museums. Thus it is difficult to speakin de- tail of the builders of any given house. -
Special Issue on Human Computer Interaction in Critical Systems II: Authorities and Industry IJISCRAM, Volume 7, Issue 3 Christian Reuter (Eds.)
International Journal of Information Systems for Crisis Response and Management (IJISCRAM) Special Issue on Human Computer Interaction in Critical Systems II: Authorities and Industry IJISCRAM, Volume 7, Issue 3 Christian Reuter (Eds.) 15 International Journal of Information Systems for Crisis Response and Management, 7(3), 2015 Christian Reuter (Eds.): Special Issue on Human Computer Interaction in Critical Systems II: Authorities and Industry i TABLE OF CONTENTS Christian Reuter EDITORIAL Henrik Berndt, Tilo Mentler and Michael Herczeg OPTICAL HEAD-MOUNTED DISPLAYS IN MASS CASUALTY INCIDENTS Johannes Sautter, Lars Böspflug, Matthias Max, Denis Havlik, Marc Erlich, Kalev Rannat and Wolf Engelbach SIMULATION AND ANALYSIS OF MASS CASUALTY MISSION TACTICS - CONTEXT OF USE, INTERACTION CONCEPT, IMPLEMENTATION AND EVALUATION Kristian Rother, Inga Karl and Simon Nestler TOWARDS VIRTUAL REALITY CRISIS SIMULATION AS A TOOL FOR USABILITY TESTING OF CRISIS RELATED INTERACTIVE SYSTEMS Thomas Ludwig, Christoph Kotthaus and Volkmar Pipek SHOULD I TRY TURNING IT OFF AND ON AGAIN? OUTLINING HCI CHALLENGES FOR CYBER-PHYSICAL PRODUCTION SYSTEMS Christian Reuter TOWARDS EFFICIENT SECURITY: BUSINESS CONTINUITY MANAGEMENT IN SMALL AND MEDIUM ENTERPRISES International Journal of Information Systems for Crisis Response and Management, 7(3), 2015 Christian Reuter (Eds.): Special Issue on Human Computer Interaction in Critical Systems II: Authorities and Industry ii GUEST EDITORIAL PREFACE Special Issue on Human Computer Interaction in Critical Systems II: Authorities and Industry Christian Reuter, University of Siegen, Germany ABSTRACT Human computer interaction in security and time-critical systems is an interdisciplinary challenge at the seams of human factors, engineering, information systems and computer science. Application fields include control systems, critical infrastructures, vehicle and traffic management, production technology, business continuity management, medical technology, crisis management and civil protection. -

AGRICULTURAL EXTENSION SERVICE UNIVERSITY of MINNESOTA Nflv 1 4 1971Extension BULLETIN 402-1977 C
NflV 1 4 1971eXTENSION BULLETIN 402-1977 c: ,<% o;o ;o'"Tl :S:• ::X: (0 ·-<~ -.l 1:>- AGRICULTURAL EXTENSION SERVICE UNIVERSITY OF MINNESOTA CAINIIIINIG Many beautiful old cane chairs may have been discarded because of broken cane. These chairs can be restored and used in today's home. Weaving new 0 0 0 cane seats or inserting cane webbing requires time and patience, but it is not a difficult job. This bulletin includes information and directions for the following types of caning: 0 DETERMINING CANE SIZE 1. Hand woven cane seats for chairs or stools with 0 small holes drilled through the frame. 2. Cane webbing or pressed cane that can be 0 used for chairs, stools, cabinet doors, folding screens, etc. A groove is needed for this type of caning. Cane is the outside part of rattan, a palm which Equipment Needed is imported from India, China, and the Malay Penin 1. Chair or stool with holes. 2. Correct size cane. sula. All cane is glossy on one side. The glossy side 3. Wooden pegs (about 15 to 20). There are regular is the top or outside. pegs for caning; however, you can whittle your own, or use golf tees. 4. Icepick or awl. 5. Scissors. Hand Woven Seats 6. Sponge. 7. Pan of hot water. 8. Old towel. Cane is sold in bundles of approximately 1,000 Preparation of Chair feet. One hank will weave two to three average size 1. Save a small piece of weaving cane and binding seats. (For weaving chair seats cane is available in cane from the old seat to use in ordering new cane. -

Framesaw Framesaw Technology Möhringer Market Leader in Framesaw Technology
iFRAMESAW FRAMESAW TECHNOLOGY MÖHRINGER MARKET LEADER IN FRAMESAW TECHNOLOGY With a Möhringer Framesaw you benefit from more than 125 years of technological experience in Framesaw design, production, and operation. We are market leader in the field of Framesaw technology because we up-date the design of our Framesaws by teaming up with our customers and the concept matches the various applications in Germany and abroad. In order to offer you a reliable and cost effective modular system Möhringer Framesaws are designed to use those components: • Easy extending with optional equipment at any time • Fast and economical exchange of all parts on site • Fast assembly and use of standardized parts creating short delivery time All Framesaw types have the following standard equipment: • Electric frequency-controlled feed speed • Independent electronic control for feed and overhang with numerous adjustment possibilities for an optimal rate between speed and overhang • PLC control with touch screen display for individual adjustment by client i.e. lubrication times Steel construction with 20 years of warranty • User-friendly menu navigation, does not require any PLC knowledge • Integrated counter for operation and service hours • Large CPU hardware: all software options can be upgraded • Hydraulic engaging and disengaging • Automatic overhang adjustment • Central lubrication system • Framesaw hydraulic • Complete set of foundation screws and special tools • Steel shaker chute • Single pulley drive Optionally available: Steel roller inserts • Logging: -

From the Shop
From The Shop The newsletter of the Lehigh Valley Woodworker’s Guild Issue 10.2007 Alcock from NJ a few months ago that was pure hand tool cutting. Frank Rauscher’s approach is geared Next Meeting: October 16th, 2007 (3rd Tuesday!) toward the hobbyist – using power carving devices, Location: Lehigh Co. Senior Center adding some detail with the carver or, if you prefer, 1633 Elm Street some detail via woodburning, and getting some Allentown, PA beautiful and fine results. Speakers and topics: • Annual Guild Woodworking contest • BRING IN THE BLOCKS PLEASE! September Meeting Highlights Frank Rauscher - Carving Frank had everyone gather round and demonstrated techniques in a close up enough manner so all could see what he was doing. He was still going at 10:00, and folks were still listening… Kingfisher as powercarved and woodburned by Frank Frank brought a few examples of his work – a Rauscher. Kingfisher, a Cardinal, and a rainbow trout. Apparently Frank ad not a lot of experience doing fish and this was Well, we are operating on total recall. Do not ask me a new project for him, and looked to be an excellent what I did with 6 pages of notes from Frank Rauscher’s first attempt. When describing the fish and birds. Frank excellent presentation of power carving, but they are explained that you want to create an effect og life and gone and likely among paperwork I had discarded moving, and so the birds heads are turned in a lifelike inadvertently. So much for cleaning up! But I have a way and not straight on, and the fish is curved as good pictorial record of the meeting, and should be though swimming.