Kentucky Coal As a Function of Overfire Air Conditions
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

NUCLEAR TECHNIQUES in the COAL INDUSTRY IAEA, VIENNA, 1995 IAEA-TECDOC-845 ISSN 1011-4289 IAEA© , 1995 Printed by the IAEA in Austria November 1995 FOREWORD
IAEA-TECDOC-845 Nuclear techniques coalinthe industry Proceedings finala of Research Co-ordination Meeting held in Krakow, Poland, 9-12 May 1994 W INTERNATIONAL ATOMIC ENERGY AGENCY ULr^ïïfî IAEe Th A doe t normallsno y maintain stock f reportso thin si s series. However, microfiche copie f thesso e reportobtainee b n sca d from IN IS Clearinghouse International Atomic Energy Agency Wagramerstrasse 5 0 10 x P.OBo . A-1400 Vienna, Austria Orders should be accompanied by prepayment of Austrian Schillings 100,- in the form of a cheque or in the form of IAEA microfiche service coupons orderee whicb y hdma separately fro INIe mth S Clearinghouse. The originating Section of this publication in the IAEA was: Industrial Application Chemistrd san y Section International Atomic Energy Agency Wagramerstrasse 5 0 10 P.Ox Bo . A-1400 Vienna, Austria NUCLEAR TECHNIQUES IN THE COAL INDUSTRY IAEA, VIENNA, 1995 IAEA-TECDOC-845 ISSN 1011-4289 IAEA© , 1995 Printed by the IAEA in Austria November 1995 FOREWORD e yearlasw fe Th t s have witnessed many important advance e developmenth n i s d an t application nucleaf so r technique coae th l n sindustryi . Nuclear borehole logging techniques basen do measurement of natural radioactivity, X and gamma ray absorption and scattering and neutron interactions are extensively employed for exploration programmes and in situ evaluation of coal. On-line analysis based on a variety of techniques is widely used to optimize coal processing operations increasee th ; d product yiel assuref do d qualit reductiod yan energn ni y usage have resulted in enormous economic benefits to the coal industry. -

Chemical and Physical Structural Studies on Two Inertinite-Rich Lump
CHEMICAL AND PHYSICAL STRUCTURAL STUDIES ON TWO INERTINITE-RICH LUMP COALS. Nandi Malumbazo A thesis submitted in fulfilment of the requirements for the degree of Doctor of Philoso- phy in the School of Chemical and Metallurgical Engineering at the University of the Witwatersrand. Johannesburg, 2011 DECLARATION I, Nandi Malumbazo, declare that the thesis entitled: “CHEMICAL AND PHYSICAL STRUCTURAL STUDIES ON TWO INER- TINITE-RICH LUMP COALS” is my own work and that all sources I have used or quoted have been indicated and ac- knowledged by means of references. Signature: ……………………………………………………………….. Date:………………………………………………………………………… Page i ABSTRACT ABSTRACT Two Highveld inertinite-rich lump coals were utilized as feed coal samples in order to study their physical, chemical structural and petrographic variations during heat treat- ment in a packed-bed reactor unit combustor. The two feed lump coals were selected as it is claimed that Coal B converts at a slower rate in a commercial coal conversion process when compared to Coal A. The reason for this requires detailed investigation. Chemical structural variations were determined by proximate and coal char CO2 reactiv- ity analysis. Physical structural variations were determined by FTIR, BET adsorption methods, XRD and 13C Solid state NMR analysis. Carbon particle type analysis was con- ducted to determine the petrographic constituents of the reactor generated samples, their maceral associations (microlithotype), and char morphology. This analysis was undertaken with the intention of tracking the carbon conversion and char formation and consumption behaviour of the two coal samples within the reactor. Proximate analysis revealed that Coal A released 10 % more of its volatile matter through the reactor compared to Coal B. -

Coal Characteristics
CCTR Indiana Center for Coal Technology Research COAL CHARACTERISTICS CCTR Basic Facts File # 8 Brian H. Bowen, Marty W. Irwin The Energy Center at Discovery Park Purdue University CCTR, Potter Center, 500 Central Drive West Lafayette, IN 47907-2022 http://www.purdue.edu/dp/energy/CCTR/ Email: [email protected] October 2008 1 Indiana Center for Coal Technology Research CCTR COAL FORMATION As geological processes apply pressure to peat over time, it is transformed successively into different types of coal Source: Kentucky Geological Survey http://images.google.com/imgres?imgurl=http://www.uky.edu/KGS/coal/images/peatcoal.gif&imgrefurl=http://www.uky.edu/KGS/coal/coalform.htm&h=354&w=579&sz= 20&hl=en&start=5&um=1&tbnid=NavOy9_5HD07pM:&tbnh=82&tbnw=134&prev=/images%3Fq%3Dcoal%2Bphotos%26svnum%3D10%26um%3D1%26hl%3Den%26sa%3DX 2 Indiana Center for Coal Technology Research CCTR COAL ANALYSIS Elemental analysis of coal gives empirical formulas such as: C137H97O9NS for Bituminous Coal C240H90O4NS for high-grade Anthracite Coal is divided into 4 ranks: (1) Anthracite (2) Bituminous (3) Sub-bituminous (4) Lignite Source: http://cc.msnscache.com/cache.aspx?q=4929705428518&lang=en-US&mkt=en-US&FORM=CVRE8 3 Indiana Center for Coal Technology Research CCTR BITUMINOUS COAL Bituminous Coal: Great pressure results in the creation of bituminous, or “soft” coal. This is the type most commonly used for electric power generation in the U.S. It has a higher heating value than either lignite or sub-bituminous, but less than that of anthracite. Bituminous coal -

Spontaneous Combustion of South American Coal
Graduate Theses, Dissertations, and Problem Reports 2016 Spontaneous Combustion of South American Coal Brunno C. C. Vieira Follow this and additional works at: https://researchrepository.wvu.edu/etd Recommended Citation Vieira, Brunno C. C., "Spontaneous Combustion of South American Coal" (2016). Graduate Theses, Dissertations, and Problem Reports. 6875. https://researchrepository.wvu.edu/etd/6875 This Thesis is protected by copyright and/or related rights. It has been brought to you by the The Research Repository @ WVU with permission from the rights-holder(s). You are free to use this Thesis in any way that is permitted by the copyright and related rights legislation that applies to your use. For other uses you must obtain permission from the rights-holder(s) directly, unless additional rights are indicated by a Creative Commons license in the record and/ or on the work itself. This Thesis has been accepted for inclusion in WVU Graduate Theses, Dissertations, and Problem Reports collection by an authorized administrator of The Research Repository @ WVU. For more information, please contact [email protected]. Spontaneous Combustion of South American Coal Brunno C. C. Vieira Thesis submitted to the Statler College of Engineering and Mineral Resources at West Virginia University in partial fulfillment of the requirements for the degree of Master of Science in Mining Engineering Yi Luo, Ph.D., Chair Felicia Peng, Ph.D. Brijes Mishra, Ph.D. Department of Mining Engineering Morgantown, West Virginia 2016 Keywords: Spontaneous Combustion, Coal, South American, Safety, Mine fires, Self- heating temperature Copyright 2016 Brunno C. C. Vieira Abstract Many causes can lead to mine fires and explosions in coal mines but one of the most relevant cause is the spontaneous combustion of coal. -
Maceral Types and Quality of Coal in the Tuli Coalfield: a Case
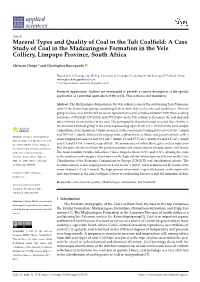
applied sciences Article Maceral Types and Quality of Coal in the Tuli Coalfield: A Case Study of Coal in the Madzaringwe Formation in the Vele Colliery, Limpopo Province, South Africa Elelwani Denge * and Christopher Baiyegunhi Department of Geology and Mining, University of Limpopo, Private Bag X1106, Sovenga 0727, South Africa; [email protected] * Correspondence: [email protected] Featured Application: Authors are encouraged to provide a concise description of the specific application or a potential application of the work. This section is not mandatory. Abstract: The Madzaringwe Formation in the Vele colliery is one of the coal-bearing Late Palaeozoic units of the Karoo Supergroup, consisting of shale with thin coal seams and sandstones. Maceral group analysis was conducted on seven representative coal samples collected from three existing boreholes—OV125149, OV125156, and OV125160—in the Vele colliery to determine the coal rank and other intrinsic characteristics of the coal. The petrographic characterization revealed that vitrinite is the dominant maceral group in the coals, representing up to 81–92 vol.% (mmf) of the total sample. Collotellinite is the dominant vitrinite maceral, with a total count varying between 52.4 vol.% (mmf) and 74.9 vol.% (mmf), followed by corpogelinite, collodetrinite, tellinite, and pseudovitrinite with a Citation: Denge, E.; Baiyegunhi, C. count ranging between 0.8 and 19.4 vol.% (mmf), 1.5 and 17.5 vol.% (mmf), 0.8 and 6.5 vol.% (mmf) Maceral Types and Quality of Coal in the Tuli Coalfield: A Case Study of and 0.3 and 5.9 vol.% (mmf), respectively. The dominance of collotellinite gives a clear indication Coal in the Madzaringwe Formation that the coals are derived from the parenchymatous and woody tissues of roots, stems, and leaves. -

Handbook of Coal Analysis
HANDBOOK OF COAL ANALYSIS James G. Speight A JOHN WILEY & SONS, INC., PUBLICATION HANDBOOK OF COAL ANALYSIS HANDBOOK OF COAL ANALYSIS James G. Speight A JOHN WILEY & SONS, INC., PUBLICATION Copyright 2005 by John Wiley & Sons, Inc. All rights reserved. Published by John Wiley & Sons, Inc., Hoboken, New Jersey. Published simultaneously in Canada. No part of this publication may be reproduced, stored in a retrieval system, or transmitted in any form or by any means, electronic, mechanical, photocopying, recording, scanning, or otherwise, except as permitted under Section 107 or 108 of the 1976 United States Copyright Act, without either the prior written permission of the Publisher, or authorization through payment of the appropriate per-copy fee to the Copyright Clearance Center, Inc., 222 Rosewood Drive, Danvers, MA 01923, 978-750-8400, fax 978-646-8600, or on the web at www.copyright.com. Requests to the Publisher for permission should be addressed to the Permissions Department, John Wiley & Sons, Inc., 111 River Street, Hoboken, NJ 07030, (201) 748-6011, fax (201) 748-6008. Limit of Liability/Disclaimer of Warranty: While the publisher and author have used their best efforts in preparing this book, they make no representations or warranties with respect to the accuracy or completeness of the contents of this book and specifically disclaim any implied warranties of merchantability or fitness for a particular purpose. No warranty may be created or extended by sales representatives or written sales materials. The advice and strategies contained herein may not be suitable for your situation. You should consult with a professional where appropriate. -
Expert Systems and Coal Quality in Power Generation
Expert systems and coal quality in power generation Herminé Nalbandian CCC/186 ISBN 978-92-9029-506-8 August 2011 copyright © IEA Clean Coal Centre Abstract Coal quality, that is the properties of coal, has an impact on many parts of a power plant including the coal handling facilities, pulverising mills, boiler, air heater, ESP, ash disposal as well as stack emissions. Coals have different characteristics and heat content. The behaviour of a coal in a boiler is strongly influenced by its rank and by the mineral matter and other impurities associated with it. Coal properties can affect the efficiency, reliability and availability of both the boiler and the emissions control units. Therefore they affect the economics as well as the short- and long-term operation of the plant. Expert systems are used today in many aspects of power generation. The first step in the application of expert systems for coal quality assessment is to ensure that the sampling procedures used are as accurate and precise as is possible. This then provides a representative sample for the subsequent analysis. Online analysers can show variations in coal quality as they are occurring. However, online analysers can be expensive and their cost-effectiveness depends on the site and application. Despite questions about the accuracy of online analysers being raised, their use in coal mines as well as power plants continues to increase. The operation of coal-fired power plants involves multiple variables which have different levels of importance. A key contributor to an overall expert system is the method used to optimise the coal combustion in the boiler. -

Emission Factor Documentation for Ap-42 Section 1.1 Bituminous and Subbituminous Coal Combustion
EMISSION FACTOR DOCUMENTATION FOR AP-42 SECTION 1.1 BITUMINOUS AND SUBBITUMINOUS COAL COMBUSTION By: Acurex Environmental Corporation Research Triangle Park, North Carolina 27709 Edward Aul & Associates, Inc. Chapel Hill, North Carolina 27514 E. H. Pechan and Associates, Inc. Rancho Cordova, California 95742 Contract No. 68-DO-00120 Work Assignment No. II-68 EPA Project Officer: Alice C. Gagnon Office of Air Quality Planning and Standards Office Of Air And Radiation U.S. Environmental Protection Agency Research Triangle Park, NC 27711 April 1993 DISCLAIMER This report has been reviewed by the Office of Air Quality Planning and Standards, U. S. Environmental Protection Agency, and approved for publication. Mention of trade names or commercial products does not constitute endorsement or recommendation for use. ii TABLE OF CONTENTS Page LIST OF TABLES............................................................................................. v LIST OF FIGURES............................................................................................ vi CHAPTER 1. INTRODUCTION........................................................................ 1-1 CHAPTER 2. SOURCE DESCRIPTION.......................................................... 2-1 2.1 CHARACTERIZATION OF BITUMINOUS AND SUBBITUMINOUS APPLICATIONS....................................2-1 2.2 PROCESS DESCRIPTIONS..................... .........................2-2 2.2.1 Suspension Firing............................ .........................2-3 2.2.2 Stoker Firing..............................................................2-4 -

Laboratory Services for Coal
SGS MINERALS SERVICES – T3 SGS 525 10-2013 ANALYTICAL SERVICES FOR COAL SGS laboratories offers accurate, cost COAL ANALYSIS effective chemical analysis in accordance with international standards analytical CAPABILITIES services to the coal industry. We provide SGS provides the following analytical the testing you need whether you are services for our customers: a producer, transporter or consumer of • Proximate (moisture, ash, sulfur, coal. Many of our laboratories conform volatile matter, calorific content) to recognized global standards such • Ultimate (moisture, ash, sulfur, as American Society for Testing and carbon, hydrogen, nitrogen, oxygen Materials (ASTM), International Standards incineration due to chemical changes (by difference)) Organization (ISO) and Japanese Institute during combustion. The total mass of • Fusion temperature of ash of Standards (JIS) for specific registered ash produced can differ somewhat • Free Swelling Index tests. Our qualified technicians operate from those obtained in power plant • Mineral analysis of ash in laboratories with state-of-the-art furnaces because of dissimilar • Trade element analysis instrumentation, providing you with the incineration conditions. • Forms of sulfur utmost attention to accuracy, reputable • Equilibrium moisture ASH ELEMENTAL ANALYSIS methodology, and reliable operating • Hardgrove Grindability Index • Our technicians provide complete ash procedures. • Specific Gravity elemental analysis, identifying the • Oxidation Index following compounds in accordance QUALITY ASSURANCE -

Chemical Analyses and Physical Properties of 12 Coal Samples from the Pocahontas Field, Tazewell County, Virginia, and Mcdowell County, West Virginia
Chemical Analyses and Physical Properties of 12 Coal Samples from the Pocahontas Field, Tazewell County, Virginia, and McDowell County, West Virginia GEOLOGICAL SURVEY BULLETIN 1528 Chemical Analyses and Physical Properties of 12 Coal Samples from the Pocahontas Field, Tazewell County, Virginia, and McDowell County, West Virginia By VIRGIL A. TRENT, JACK H. MEDLIN, S. LYNN COLEMAN, and RONALD W. STANTON GEOLOGICAL SURVEY BULLETIN 1528 A discussion of the metamorphic rank, major and minor element content, and physical properties of 12 coal samples from the Pocahontas coal field UNITED STATES GOVERNMENT PRINTING OFFICE, WASHINGTON : 1982 UNITED STATES DEPARTMENT OF THE INTERIOR JAMES G. WATT, Secretary GEOLOGICAL SURVEY Dallas L. Peck, Director Library of Congress Cataloging in Publication Data Main entry under title: Chemical analyses and physical properties of 12 coal samples from the Pocahontas field, Tazewell County, Virginia, and McDowell County, West Virginia. (Geological Survey bulletin ; 1528) Bibliography: p. Supt. of Docs. no.: I 19.3:1528 1. Coal-Virginia-Tazewell County-Analysis. 2. Coal-West Virginia-McDowell County Analysis. I. Trent, Virgil A. II. Series. QE75.B9 vo. 1528 [TP326.U5] 557.3 81-607871 [662.6'224'09755763] AACR2 For sale by the Distribution Branch, U.S. Geological Survey, 604 South Pickett Street, Alexandria, VA 22304 CONTENTS Page A bs tract_________________________________________________________________________________ 1 Introduction_____________________________________________________________________________ -

Physical, Chemical and Thermal Changes of Coals and Coal Maceral Concentrates During Coke Formation
Physical, chemical and thermal changes of coals and coal maceral concentrates during coke formation A thesis submitted in partial fulfilment of the Requirements for the degree of Doctor of Philosophy By Wei Xie Discipline of Chemical Engineering The University of Newcastle Australia March, 2013 This thesis contains no material which has been accepted for the award of any degree or diploma in any university or other tertiary institution and, to the best of my knowledge and belief, contains no material previously published or written by another person, except where due reference has been made in the text. I give consent to this copy of my thesis, when deposited in the University Library, being made available for loan and photocopying subject to the provisions of the Copyright Act 1968. Signed --------------------------------------- Wei Xie II Acknowledgements I wish to acknowledge the financial support provided by the Australian Research Council (ARC) for the fundamental understanding of cokemaking. There are many people I wish to thank for their help and support during my completing this thesis. Especially, I would like to express my sincere thanks to my principal supervisor Prof. Terry Wall, to whom I owe a great deal for the years scholarship, guidance, advice, criticism, help, motivation and inspiration he has provided. His wide variety of academic experiences in coal science and supervising PhD students are essential for the successful development of this thesis. The humble thanks I offer here cannot nearly express the depth of my gratitude. I would also like to express my profound gratitude to my co-supervisor A/Prof. John Lucas, his deep understanding in CATA technique and wide knowledge in cokemaking inspired me a lot throughout my thesis. -
ROUTINE COAL and COKE ANALYSIS
John T. Riley John T. John T. Riley Dr. John T. Riley, professor emeritus Riley is a member of the American of Western Kentucky University, has Chemical Society, where he served Analysis: 2nd Edition Coal and Coke Routine served as secretary, vice chair, and as an elected councilor for the Fuel chair of ASTM International Commit- Chemistry Division for 15 years. He tee D05 on Coal and Coke. He has also chaired the International Organi- ROUTINE COAL also been chair of Subcommittee zation for Standardization (ISO) Sub- D05.29 and several D05 task groups committee 5 on Methods of Analysis in addition to serving as secretary of of Solid Mineral Fuels, a part of ISO others. He has served as chair of task Technical Committee 27, for 8 years. and COKE ANALYSIS: groups leading to the development of six standard test methods advancing Dr. Riley earned a B.S. in chemistry instrumental coal analysis, and has and mathematics from Western Ken- Collection, Interpretation, written papers promoting the use of tucky University and a Ph.D. in inor- ASTM standards both domestically ganic and analytical chemistry from and Use of Analytical Data and internationally. the University of Kentucky. He has won several professional awards in- 2nd Edition At Western Kentucky University, Riley cluding ASTM International’s R.A. was a professor and also Director of Glenn Award (Committee D05) and the Materials Characterization Center. Award of Merit. In addition to his teaching, Riley con- ducted research in coal characteriza- tion and analysis, the development of analytical and instrumental analysis methods, and the analysis of major, minor and trace elements in materials.