An Experimental Investigation of Helical Gear Efficiency
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Flexible Fluidic Actuators for Soft Robotic Applications
University of Wollongong Research Online University of Wollongong Thesis Collection 2017+ University of Wollongong Thesis Collections 2019 Flexible Fluidic Actuators for Soft Robotic Applications Weiping Hu Follow this and additional works at: https://ro.uow.edu.au/theses1 University of Wollongong Copyright Warning You may print or download ONE copy of this document for the purpose of your own research or study. The University does not authorise you to copy, communicate or otherwise make available electronically to any other person any copyright material contained on this site. You are reminded of the following: This work is copyright. Apart from any use permitted under the Copyright Act 1968, no part of this work may be reproduced by any process, nor may any other exclusive right be exercised, without the permission of the author. Copyright owners are entitled to take legal action against persons who infringe their copyright. A reproduction of material that is protected by copyright may be a copyright infringement. A court may impose penalties and award damages in relation to offences and infringements relating to copyright material. Higher penalties may apply, and higher damages may be awarded, for offences and infringements involving the conversion of material into digital or electronic form. Unless otherwise indicated, the views expressed in this thesis are those of the author and do not necessarily represent the views of the University of Wollongong. Research Online is the open access institutional repository for the University of -

The Close-Packed Triple Helix As a Possible New Structural Motif for Collagen
The close-packed triple helix as a possible new structural motif for collagen Jakob Bohr∗ and Kasper Olseny Department of Physics, Technical University of Denmark Building 307 Fysikvej, DK-2800 Lyngby, Denmark Abstract The one-dimensional problem of selecting the triple helix with the highest volume fraction is solved and hence the condition for a helix to be close-packed is obtained. The close-packed triple helix is ◦ shown to have a pitch angle of vCP = 43:3 . Contrary to the conventional notion, we suggest that close packing form the underlying principle behind the structure of collagen, and the implications of this suggestion are considered. Further, it is shown that the unique zero-twist structure with no strain- twist coupling is practically identical to the close-packed triple helix. Some of the difficulties for the current understanding of the structure of collagen are reviewed: The ambiguity in assigning crystal structures for collagen-like peptides, and the failure to satisfactorily calculate circular dichroism spectra. Further, the proposed new geometrical structure for collagen is better packed than both the 10=3 and the 7=2 structure. A feature of the suggested collagen structure is the existence of a central channel with negatively charged walls. We find support for this structural feature in some of the early x-ray diffraction data of collagen. The central channel of the structure suggests the possibility of a one-dimensional proton lattice. This geometry can explain the observed magic angle effect seen in NMR studies of collagen. The central channel also offers the possibility of ion transport and may cast new light on various biological and physical phenomena, including biomineralization. -
Energy Conversion and Efficiency in Turboshaft Engines
E3S Web of Conferences 85, 01001 (2019) https://doi.org/10.1051/e3sconf/20198501001 EENVIRO 2018 Energy conversion and efficiency in turboshaft engines Cristian Dobromirescu1, and Valeriu Vilag1,* 1 Research and development institute for gas turbines COMOTI, Aviation and industrial turbines. Gas-turbines assembly department, 220 D Iuliu Maniu Bd., sector 6, Bucharest Romania Abstract. This paper discusses the methods of energy conversion in a turboshaft engine. Those methods cover the thermodynamic cycle and the engine performances, the possible energy sources and their impact on environment as well as the optimal solutions for maximum efficiency in regards to turbine design and application. The paper also analyzes the constructive solutions that limit the efficiency and performances of turboshaft engines. For the purpose of this paper a gas-turbine design task is performed on an existing engine to appreciate the methods presented. In the final part of this paper it is concluded that in order to design an engine it is necessary to balance the thermodynamic aspects, for maximum efficiency, and the constructive elements, so that the engine can be manufactured. − Pressure. 1 Introduction The source of energy for the engine is the fuel. For the combustion to take place in optimal conditions, or at Since the creation of the first internal combustion engine all at high altitudes, it is necessary to increase the it is a top priority to use as much energy and as pressure of the intake air through a compressor. The efficiently as possible [1]. Thus, the study of energy compressor consumes work and increases the potential conversion and energy efficiency is very important and energy of the air by raising its pressure. -

पेटेंट कार्ाालर् Official Journal of the Patent Office
पेटᴂट कार्ाालर् शासकीर् जर्ाल OFFICIAL JOURNAL OF THE PATENT OFFICE नर्र्ामर् सं. 20/2018 शुक्रवार दिर्ांक: 18/05/2018 ISSUE NO. 20/2018 FRIDAY DATE: 18/05/2018 पेटᴂट कार्ाालर् का एक प्रकाशर् PUBLICATION OF THE PATENT OFFICE The Patent Office Journal No. 20/2018 Dated 18/05/2018 18529 INTRODUCTION In view of the recent amendment made in the Patents Act, 1970 by the Patents (Amendment) Act, 2005 effective from 01st January 2005, the Official Journal of The Patent Office is required to be published under the Statute. This Journal is being published on weekly basis on every Friday covering the various proceedings on Patents as required according to the provision of Section 145 of the Patents Act 1970. All the enquiries on this Official Journal and other information as required by the public should be addressed to the Controller General of Patents, Designs & Trade Marks. Suggestions and comments are requested from all quarters so that the content can be enriched. ( Om Prakash Gupta ) CONTROLLER GENERAL OF PATENTS, DESIGNS & TRADE MARKS 18TH MAY, 2018 The Patent Office Journal No. 20/2018 Dated 18/05/2018 18530 CONTENTS SUBJECT PAGE NUMBER JURISDICTION : 18532 – 18533 SPECIAL NOTICE : 18534 – 18535 EARLY PUBLICATION (DELHI) : 18536 – 18540 EARLY PUBLICATION (MUMBAI) : 18541 – 18545 EARLY PUBLICATION (CHENNAI) : 18546 – 18564 EARLY PUBLICATION ( KOLKATA) : 18565 PUBLICATION AFTER 18 MONTHS (DELHI) : 18566 – 18732 PUBLICATION AFTER 18 MONTHS (MUMBAI) : 18733 – 18837 PUBLICATION AFTER 18 MONTHS (CHENNAI) : 18838 – 19020 PUBLICATION AFTER 18 MONTHS (KOLKATA) : 19021 – 19196 WEEKLY ISSUED FER (DELHI) : 19197 – 19235 WEEKLY ISSUED FER (MUMBAI) : 19236 – 19251 WEEKLY ISSUED FER (CHENNAI) : 19252 – 19295 WEEKLY ISSUED FER (KOLKATA) : 19296 – 19315 APPLICATION FOR RESTORATION OF PATENT : 19316 NO. -

THERMAL EFFICIENCY", of the Engine
PowerPower FlowFlow andand EfficiencyEfficiency Engine Testing and Instrumentation 1 Efficiencies When the engine converts fuel into power, the process is rather inefficient and only about a quarter of the potential energy in the fuel is released as power at the flywheel. The rest is wasted as heat going down the exhaust and into the air or water. This ratio of actual to potential power is called the "THERMAL EFFICIENCY", of the engine. How much energy reaches the flywheel ( or dynamometer) compared to how much could theoretically be released is a function of three efficiencies, namely: 1. Thermal 2 Mechanical 3. Volumetric Engine Testing and Instrumentation 2 Thermal Efficiency Thermal efficiency can be quoted as either brake or indicated. Indicated efficiency is derived from measurements taken at the flywheel. The thermal efficiency is sometimes called the fuel conversion efficiency, defined as the ratio of the work produced per cycle to the amount of fuel energy supplied per cycle that can be released in the combustion process. Engine Testing and Instrumentation 3 B.S. = Brake Specific Brake Specific Fuel Consumption = mass flow rate of fuel ÷ power output bsHC = Brake Specific Hydrocarbons = mass of hydrocarbons/power output. e.g. 0.21 kg /kW hour Engine Testing and Instrumentation 4 Thermal Efficiency Wc Ps ηt = = m f QHV µ f QHV Wc − work _ per _ cycle Ps − power _ output m f − mass _ of _ fuel _ per _ cycle QHV − heating _ value _ of _ fuel µ f − fuel _ mass _ flow _ rate Specific fuel consumption µ Sfc = f Ps Therefore 1 3600 82.76 ηt = = = Sfc ⋅QHV Sfc(g / kW ⋅hr)QHV (MJ / kg) Sfc Since, QHV for petrol = 43.5 MJ/kg Therefore, the brake thermal efficiency = 82.76/ sfc The indicated thermal efficiency = 82.76 / isfc Engine Testing and Instrumentation 5 Mechanical Efficiency The mechanical efficiency compares the amount of energy imparted to the pistons as mechanical work in the expansion stroke to that which actually reaches the flywheel or dynamometer. -

Mechanical Efficiency As an Index of Skill in Sports
MECHANICAL EFFICIENCY AS AN INDEX OF SKILL IN SPORTS Hlroh Yamamoto Biomechanics Laboratory Faculty of Education, Kanazawa University Kanazawa, Japan 920 Kinesiologists as well as physiologists have been aware of the existance of optimal energy cost during various spotrs activity, daily behavior, basic movement patterns and so on. Although research has explored this issue from a biomechanical approach, no published research has involved a <J.uantitative approach of mechanical efficiency, that lS, skill to optimization problem. On the other hand, in order to facilitate the understanding of movement of humans and other living things, a number of equipments and te~~niques have been devteed to record and measure movement with respect to efficiency involved in various movement patterns. Most reseaches in many sports include informations concerning the analysis of the effective~ess (degree of success or level of skill) and safety aspects of movement of human being. But little is written concerning efficiency, that is, mechanical efficiency, as it relates to sports. The purpose of this study was to present mechanical efficiency_research of skill in ~ports pertaining to methods by which mechanical efficiency can be determine. Mechanical efficiency may be con-: sidered as one of tpe effective and significant parameters in quantitative analysis of skill in sports. And also generally a skilled athlete will normally have a high mechanical efficiency. Data concerning mechanical efficiency of persons performing various ways in which the knowledge of training and conditioning and exercise physiology are integrated into the coaching of sports through mechanical efficiency concept. The application Jf this concept to the quantitative analysis of movement patterns will be shown. -

Development of a Generalized Mechanical Efficiency Prediction Methodology for Gear Pairs
DEVELOPMENT OF A GENERALIZED MECHANICAL EFFICIENCY PREDICTION METHODOLOGY FOR GEAR PAIRS DISSERTATION Presented in Partial Fulfillment of the Requirements for the Degree Doctor of Philosophy in the Graduate School of The Ohio State University By Hai Xu, B.S., M.S.E., M.S. ***** The Ohio State University 2005 Dissertation Committee: Approved by Dr. Ahmet Kahraman, Advisor Dr. Donald R. Houser ________________________________ Dr. Anthony F. Luscher Advisor Dr. James Schmiedeler Graduate Program in Mechanical Engineering © Copyright by Hai Xu 2005 ABSTRACT In this study, a general methodology is proposed for the prediction of friction- related mechanical efficiency losses of gear pairs. This methodology incorporates a gear contact analysis model and a friction coefficient model with a mechanical efficiency formulation to predict the gear mechanical efficiency under typical operating conditions. The friction coefficient model uses a new friction coefficient formula based on a non- Newtonian thermal elastohydrodynamic lubrication (EHL) model. This formula is obtained by performing a multiple linear regression analysis to the massive EHL predictions under various contact conditions. The new EHL-based friction coefficient formula is shown to agree well with measured traction data. Additional friction coefficient formulae are obtained for special contact conditions such as lubricant additives and coatings by applying the same regression technique to the actual traction data. These coefficient of friction formulae are combined with a contact analysis model and the mechanical efficiency formulation to compute instantaneous torque/power losses and the mechanical efficiency of a gear pair at a given position. This efficiency prediction methodology is applied to both parallel axis (spur and helical) and cross-axis (spiral bevel and hypoid) gears. -

Flexible Fluidic Actuators for Soft Robotic Applications
University of Wollongong Research Online University of Wollongong Thesis Collection 2017+ University of Wollongong Thesis Collections 2019 Flexible Fluidic Actuators for Soft Robotic Applications Weiping Hu University of Wollongong Follow this and additional works at: https://ro.uow.edu.au/theses1 University of Wollongong Copyright Warning You may print or download ONE copy of this document for the purpose of your own research or study. The University does not authorise you to copy, communicate or otherwise make available electronically to any other person any copyright material contained on this site. You are reminded of the following: This work is copyright. Apart from any use permitted under the Copyright Act 1968, no part of this work may be reproduced by any process, nor may any other exclusive right be exercised, without the permission of the author. Copyright owners are entitled to take legal action against persons who infringe their copyright. A reproduction of material that is protected by copyright may be a copyright infringement. A court may impose penalties and award damages in relation to offences and infringements relating to copyright material. Higher penalties may apply, and higher damages may be awarded, for offences and infringements involving the conversion of material into digital or electronic form. Unless otherwise indicated, the views expressed in this thesis are those of the author and do not necessarily represent the views of the University of Wollongong. Recommended Citation Hu, Weiping, Flexible Fluidic Actuators for Soft Robotic Applications, Doctor of Philosophy thesis, School of Mechanical, Materials, Mechatronic and Biomedical Engineering, University of Wollongong, 2019. https://ro.uow.edu.au/theses1/717 Research Online is the open access institutional repository for the University of Wollongong. -

Lecture On: IC Engine Performance Test 1
Lecture on: IC Engine Performance Test 1. Power and Mechanical efficiency: Power developed at the output shaft is known as brake power (b.p.), b.p.= 2πNT where, T is Torque in Nm and N is rotational speed in revolutions per second T=WR W=9.81 × net mass (in kg) applied R=radius in m power developed in the combustion chamber is known as indicated power (i.p.). It forms the basis for evaluation of combustion efficiency or heat release in the cylinder. power utilised in overcoming friction is known as friction power (f.p.). f.p.=i.p.-b.p. Mechanical Efficiency= b.p./i.p.=b.p./(b.p.+f.p,) 2. Mean effective pressure and Torque: Hypothetical pressure acted upon the piston throughout the power stroke. 푛푒푡 푎푟푒푎 표푓 푛푑푐푎푡표푟 푑푎푔푟푎푚 푃 = 푚 푙푒푛푔푡ℎ 표푓 푛푑푐푎푡표푟 푑푎푔푟푎푚 ××푠푝푟푛푔 푐표푛푠푡푎푛푡 Indicated power per cylinder, i.p.=PimALN/n n= number of revolution required to complete one engine cycle (n=1 for two stroke engine, 2 for four stroke engine) For hit and miss governing, i.p./cylinder= Pim.A.L. × number of working strokes per second Brake power per cylinder, b.p.= 2πNT= PbmALN/n 푃 퐴퐿 1 Then, 푇 = 푏푚 × 푛 2휋 For same mep, larger engine produces more torque Higher mep, higher will be the power developed by the engine for a given displacement Mep is basis of comparison of relative performance of different engines horsepower of an engine is dependent on its size and speed 3. Specific output: It describes the efficiency of an engine in terms of the brake horsepower. -
Internal Combustion Engines (Elective) (Me667) Sixth Semester
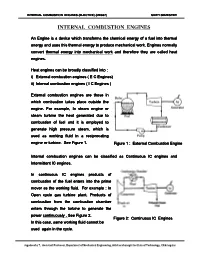
INTERNAL COMBUSTION ENGINES (ELECTIVE) (ME667) SIXTH SEMESTER INTERNAL COMBUSTION ENGINES An Engine is a device which transforms the chemical energy of a fuel into thermal energy and uses this thermal energy to produce mechamechanicalnical work.work. Engines normally conveconvertrt thermal energy into mechanical work and therefore they are called heat engines. Heat engines can be broadly classified into : i)i)i) External combustion engines ( E C Engines) ii)ii)ii) Internal combustion engines ( I C Engines ) External combustion engines are those in which combustion takes place outside the engine. FoFoForFo r example, IIInInnn sssteamsteam engine or steam turbine the heat generated due to combustion of fuel and it is employed to generate high pressure steamsteam,, which is used as working fluid in a reciprocating engine or turbine. See Figure 1. Figure 1 : External Combustion Engine Internal combustion engines cacann be classified as CContinuousontinuous IC engines and Intermittent IC engines. In continuous IC engines products of combustion of the fuel enterenterssss into the prime mover as the working fluid. For example : IInn Open cycle gas turbine plant. Products of combustion ffromrom the combustion chamber enters through the turbine to generate the power continuously . See Figure 2. Figure 2: Continuous IC EEEnginesEngines In this case, same working fluid cannot be uuusussseded again in the cycle. Jagadeesha T, Assistant Professor, Department of Mechanical Engineering, Adichunchanagiri Institute of Technology, Chikmagalur INTERNAL COMBUSTION ENGINES (ELECTIVE) (ME667) SIXTH SEMESTER In Intermittent internal combustion engine combustion of fuel takes place insidinsidee the engine cylinder. Power is generated intermittently (only during power stroke) and flywheel is used to provide uniform output torque. -

Improving the Mechanical Efficiency of a Pelton Wheel Impulse Turbine at Low Head During Operation
International Journal of Engineering Research and Technology. ISSN 0974-3154, Volume 13, Number 7 (2020), pp. 1508-1515 © International Research Publication House. http://www.irphouse.com Improving the mechanical efficiency of a Pelton Wheel impulse turbine at Low head during operation P. B. Sob Department of Mechanical Engineering, Faculty of Engineering and Technology, Vaal University of Technology, Vanderbijlpark 1900, Private Bag X021, South Africa. Abstract proportional to the height and amount of water level [1-13]. This water must strikes the buckets at very high heads for the In this paper an approach to improve the performance of a buckets to move at a very high speed for high electrical Pelton wheel impulse turbine at very low energy head was efficiency to be generated during operation. This water flow investigated for efficient and stable power generation during from the dam through the penstock into the jet which strikes the electrical power generation. During operation gravitational vanes that rotates the turbines and mechanical energy is energy of the elevated water into mechanical energy is being converted into electrical energy [1-7]. The efficiency of the converted into electrical energy by water that strikes the vanes system is usually very high if the water level in the dam is very which rotate the runner for an electromagnetic force (emf) to high and very low if the water level in the dam is very low [1- be generated which produced electricity. This require a process 10]. Therefore the energy generated depend on the water level of kinetic energy produced by the water jet which is directed in the dam, which is directly related to the height of water in the tangentially to the buckets of the Pelton wheel and usually the jet dam which translate to the potential energy and kinetic energy energy is used to propelled the rim of the buckets for power [1-17]. -

Symbols for Rules & Formulas
Call us at (800) 491-1073 and ask for Design Support * commercialgear.com SYMBOLS FOR RULES & FORMULAS a Addendum tr Tooth Thickness Tolerance ac Chordal Addendum tt Transverse Circular Thickness anc Normal Chordal Addendum tx Axial Thickness B Backlash Vap Total Accumulated Pitch Variation b Dedendum Vapk Total Accumulated Pitch C Center Distance Variation within a sector of k Pitches c Clearance Vcq Total Composite Variation D Reference Standard Pitch (double flank) Diameter VcqT Total Composite Tolerance Db Base Diameter (double flank) Dc Datum Circle Vp Pitch Variation Di Internal Diameter VpA Allowable Pitch Variation DR Root Diameter Vpn Normal Pitch Variation Dt Throat Diameter Vq Tooth-to-Tooth Composite Variation (double flank) Do Out side diameter VqT Tooth-to-Tooth Composite dp Operating Pitch Diameter Tolerance (double flank) F Face Width Vr Radial Runout Fe Effective or Active Face VrT Radial Runout Tolerance Width Ft Total Face Width Vs Spacing Variation hk Working Depth Vx Index Variation ht Whole Depth(tooth depth) VΦ Profile Variation L Lead VΦT Profile Tolerance m Module Vψ Tooth Alignment Variation mc Contact Ratio VψT Tooth Alignment Tolerance mF Face Contact Ratio Z Length of Action mG Gear Ratio α Addendum Angle mn Normal Module Γ Pitch Angle mo Modified Contact Ratio ΓR Root Angle mp Transverse Contact Ratio Σ Shaft Angle mt Total Contact Ratio ε Involute Roll Angle N Number of teeth or threads θ Involute Polar Angle Ne Equivalent Number of teeth θN Angular Pitch Pd Diametral Pitch (transverse) λ Lead Angle Pnd