Evaluation of the Hydro—Mechanical Efficiency of External Gear Pumps
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

An Experimental Investigation of Helical Gear Efficiency
AN EXPERIMENTAL INVESTIGATION OF HELICAL GEAR EFFICIENCY A Thesis Presented in Partial Fulfillment of the Requirements for The Degree of Master of Science in the Graduate School of the Ohio State University By Aarthy Vaidyanathan, B. Tech. * * * * * The Ohio State University 2009 Masters Examination Committee: Dr. Ahmet Kahraman Approved by Dr. Donald R Houser Advisor Graduate Program in Mechanical Engineering ABSTRACT In this study, a test methodology for measuring load-dependent (mechanical) and load- independent power losses of helical gear pairs is developed. A high-speed four-square type test machine is adapted for this purpose. Several sets of helical gears having varying module, pressure angle and helix angle are procured, and their power losses under jet- lubricated conditions are measured at various speed and torque levels. The experimental results are compared to a helical gear mechanical power loss model from a companion study to assess the accuracy of the power loss predictions. The validated model is then used to perform parameter sensitivity studies to quantify the impact of various key gear design parameters on mechanical power losses and to demonstrate the trade off that must take place to arrive at a gear design that is balanced in all essential aspects including noise, durability (bending and contact) and power loss. ii Dedicated to all those before me who had far fewer opportunities, and yet accomplished so much more. iii ACKNOWLEDGMENTS I would like to thank my advisor, Dr. Ahmet Kahraman, who has been instrumental in fostering interest and enthusiasm in all my research endeavors. His encouragement throughout the course of my studies was invaluable, and I look to him for guidance in all my future undertakings. -
Energy Conversion and Efficiency in Turboshaft Engines
E3S Web of Conferences 85, 01001 (2019) https://doi.org/10.1051/e3sconf/20198501001 EENVIRO 2018 Energy conversion and efficiency in turboshaft engines Cristian Dobromirescu1, and Valeriu Vilag1,* 1 Research and development institute for gas turbines COMOTI, Aviation and industrial turbines. Gas-turbines assembly department, 220 D Iuliu Maniu Bd., sector 6, Bucharest Romania Abstract. This paper discusses the methods of energy conversion in a turboshaft engine. Those methods cover the thermodynamic cycle and the engine performances, the possible energy sources and their impact on environment as well as the optimal solutions for maximum efficiency in regards to turbine design and application. The paper also analyzes the constructive solutions that limit the efficiency and performances of turboshaft engines. For the purpose of this paper a gas-turbine design task is performed on an existing engine to appreciate the methods presented. In the final part of this paper it is concluded that in order to design an engine it is necessary to balance the thermodynamic aspects, for maximum efficiency, and the constructive elements, so that the engine can be manufactured. − Pressure. 1 Introduction The source of energy for the engine is the fuel. For the combustion to take place in optimal conditions, or at Since the creation of the first internal combustion engine all at high altitudes, it is necessary to increase the it is a top priority to use as much energy and as pressure of the intake air through a compressor. The efficiently as possible [1]. Thus, the study of energy compressor consumes work and increases the potential conversion and energy efficiency is very important and energy of the air by raising its pressure. -

THERMAL EFFICIENCY", of the Engine
PowerPower FlowFlow andand EfficiencyEfficiency Engine Testing and Instrumentation 1 Efficiencies When the engine converts fuel into power, the process is rather inefficient and only about a quarter of the potential energy in the fuel is released as power at the flywheel. The rest is wasted as heat going down the exhaust and into the air or water. This ratio of actual to potential power is called the "THERMAL EFFICIENCY", of the engine. How much energy reaches the flywheel ( or dynamometer) compared to how much could theoretically be released is a function of three efficiencies, namely: 1. Thermal 2 Mechanical 3. Volumetric Engine Testing and Instrumentation 2 Thermal Efficiency Thermal efficiency can be quoted as either brake or indicated. Indicated efficiency is derived from measurements taken at the flywheel. The thermal efficiency is sometimes called the fuel conversion efficiency, defined as the ratio of the work produced per cycle to the amount of fuel energy supplied per cycle that can be released in the combustion process. Engine Testing and Instrumentation 3 B.S. = Brake Specific Brake Specific Fuel Consumption = mass flow rate of fuel ÷ power output bsHC = Brake Specific Hydrocarbons = mass of hydrocarbons/power output. e.g. 0.21 kg /kW hour Engine Testing and Instrumentation 4 Thermal Efficiency Wc Ps ηt = = m f QHV µ f QHV Wc − work _ per _ cycle Ps − power _ output m f − mass _ of _ fuel _ per _ cycle QHV − heating _ value _ of _ fuel µ f − fuel _ mass _ flow _ rate Specific fuel consumption µ Sfc = f Ps Therefore 1 3600 82.76 ηt = = = Sfc ⋅QHV Sfc(g / kW ⋅hr)QHV (MJ / kg) Sfc Since, QHV for petrol = 43.5 MJ/kg Therefore, the brake thermal efficiency = 82.76/ sfc The indicated thermal efficiency = 82.76 / isfc Engine Testing and Instrumentation 5 Mechanical Efficiency The mechanical efficiency compares the amount of energy imparted to the pistons as mechanical work in the expansion stroke to that which actually reaches the flywheel or dynamometer. -

Mechanical Efficiency As an Index of Skill in Sports
MECHANICAL EFFICIENCY AS AN INDEX OF SKILL IN SPORTS Hlroh Yamamoto Biomechanics Laboratory Faculty of Education, Kanazawa University Kanazawa, Japan 920 Kinesiologists as well as physiologists have been aware of the existance of optimal energy cost during various spotrs activity, daily behavior, basic movement patterns and so on. Although research has explored this issue from a biomechanical approach, no published research has involved a <J.uantitative approach of mechanical efficiency, that lS, skill to optimization problem. On the other hand, in order to facilitate the understanding of movement of humans and other living things, a number of equipments and te~~niques have been devteed to record and measure movement with respect to efficiency involved in various movement patterns. Most reseaches in many sports include informations concerning the analysis of the effective~ess (degree of success or level of skill) and safety aspects of movement of human being. But little is written concerning efficiency, that is, mechanical efficiency, as it relates to sports. The purpose of this study was to present mechanical efficiency_research of skill in ~ports pertaining to methods by which mechanical efficiency can be determine. Mechanical efficiency may be con-: sidered as one of tpe effective and significant parameters in quantitative analysis of skill in sports. And also generally a skilled athlete will normally have a high mechanical efficiency. Data concerning mechanical efficiency of persons performing various ways in which the knowledge of training and conditioning and exercise physiology are integrated into the coaching of sports through mechanical efficiency concept. The application Jf this concept to the quantitative analysis of movement patterns will be shown. -

Development of a Generalized Mechanical Efficiency Prediction Methodology for Gear Pairs
DEVELOPMENT OF A GENERALIZED MECHANICAL EFFICIENCY PREDICTION METHODOLOGY FOR GEAR PAIRS DISSERTATION Presented in Partial Fulfillment of the Requirements for the Degree Doctor of Philosophy in the Graduate School of The Ohio State University By Hai Xu, B.S., M.S.E., M.S. ***** The Ohio State University 2005 Dissertation Committee: Approved by Dr. Ahmet Kahraman, Advisor Dr. Donald R. Houser ________________________________ Dr. Anthony F. Luscher Advisor Dr. James Schmiedeler Graduate Program in Mechanical Engineering © Copyright by Hai Xu 2005 ABSTRACT In this study, a general methodology is proposed for the prediction of friction- related mechanical efficiency losses of gear pairs. This methodology incorporates a gear contact analysis model and a friction coefficient model with a mechanical efficiency formulation to predict the gear mechanical efficiency under typical operating conditions. The friction coefficient model uses a new friction coefficient formula based on a non- Newtonian thermal elastohydrodynamic lubrication (EHL) model. This formula is obtained by performing a multiple linear regression analysis to the massive EHL predictions under various contact conditions. The new EHL-based friction coefficient formula is shown to agree well with measured traction data. Additional friction coefficient formulae are obtained for special contact conditions such as lubricant additives and coatings by applying the same regression technique to the actual traction data. These coefficient of friction formulae are combined with a contact analysis model and the mechanical efficiency formulation to compute instantaneous torque/power losses and the mechanical efficiency of a gear pair at a given position. This efficiency prediction methodology is applied to both parallel axis (spur and helical) and cross-axis (spiral bevel and hypoid) gears. -

Lecture On: IC Engine Performance Test 1
Lecture on: IC Engine Performance Test 1. Power and Mechanical efficiency: Power developed at the output shaft is known as brake power (b.p.), b.p.= 2πNT where, T is Torque in Nm and N is rotational speed in revolutions per second T=WR W=9.81 × net mass (in kg) applied R=radius in m power developed in the combustion chamber is known as indicated power (i.p.). It forms the basis for evaluation of combustion efficiency or heat release in the cylinder. power utilised in overcoming friction is known as friction power (f.p.). f.p.=i.p.-b.p. Mechanical Efficiency= b.p./i.p.=b.p./(b.p.+f.p,) 2. Mean effective pressure and Torque: Hypothetical pressure acted upon the piston throughout the power stroke. 푛푒푡 푎푟푒푎 표푓 푛푑푐푎푡표푟 푑푎푔푟푎푚 푃 = 푚 푙푒푛푔푡ℎ 표푓 푛푑푐푎푡표푟 푑푎푔푟푎푚 ××푠푝푟푛푔 푐표푛푠푡푎푛푡 Indicated power per cylinder, i.p.=PimALN/n n= number of revolution required to complete one engine cycle (n=1 for two stroke engine, 2 for four stroke engine) For hit and miss governing, i.p./cylinder= Pim.A.L. × number of working strokes per second Brake power per cylinder, b.p.= 2πNT= PbmALN/n 푃 퐴퐿 1 Then, 푇 = 푏푚 × 푛 2휋 For same mep, larger engine produces more torque Higher mep, higher will be the power developed by the engine for a given displacement Mep is basis of comparison of relative performance of different engines horsepower of an engine is dependent on its size and speed 3. Specific output: It describes the efficiency of an engine in terms of the brake horsepower. -
Internal Combustion Engines (Elective) (Me667) Sixth Semester
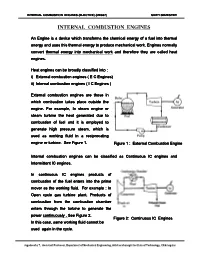
INTERNAL COMBUSTION ENGINES (ELECTIVE) (ME667) SIXTH SEMESTER INTERNAL COMBUSTION ENGINES An Engine is a device which transforms the chemical energy of a fuel into thermal energy and uses this thermal energy to produce mechamechanicalnical work.work. Engines normally conveconvertrt thermal energy into mechanical work and therefore they are called heat engines. Heat engines can be broadly classified into : i)i)i) External combustion engines ( E C Engines) ii)ii)ii) Internal combustion engines ( I C Engines ) External combustion engines are those in which combustion takes place outside the engine. FoFoForFo r example, IIInInnn sssteamsteam engine or steam turbine the heat generated due to combustion of fuel and it is employed to generate high pressure steamsteam,, which is used as working fluid in a reciprocating engine or turbine. See Figure 1. Figure 1 : External Combustion Engine Internal combustion engines cacann be classified as CContinuousontinuous IC engines and Intermittent IC engines. In continuous IC engines products of combustion of the fuel enterenterssss into the prime mover as the working fluid. For example : IInn Open cycle gas turbine plant. Products of combustion ffromrom the combustion chamber enters through the turbine to generate the power continuously . See Figure 2. Figure 2: Continuous IC EEEnginesEngines In this case, same working fluid cannot be uuusussseded again in the cycle. Jagadeesha T, Assistant Professor, Department of Mechanical Engineering, Adichunchanagiri Institute of Technology, Chikmagalur INTERNAL COMBUSTION ENGINES (ELECTIVE) (ME667) SIXTH SEMESTER In Intermittent internal combustion engine combustion of fuel takes place insidinsidee the engine cylinder. Power is generated intermittently (only during power stroke) and flywheel is used to provide uniform output torque. -

Improving the Mechanical Efficiency of a Pelton Wheel Impulse Turbine at Low Head During Operation
International Journal of Engineering Research and Technology. ISSN 0974-3154, Volume 13, Number 7 (2020), pp. 1508-1515 © International Research Publication House. http://www.irphouse.com Improving the mechanical efficiency of a Pelton Wheel impulse turbine at Low head during operation P. B. Sob Department of Mechanical Engineering, Faculty of Engineering and Technology, Vaal University of Technology, Vanderbijlpark 1900, Private Bag X021, South Africa. Abstract proportional to the height and amount of water level [1-13]. This water must strikes the buckets at very high heads for the In this paper an approach to improve the performance of a buckets to move at a very high speed for high electrical Pelton wheel impulse turbine at very low energy head was efficiency to be generated during operation. This water flow investigated for efficient and stable power generation during from the dam through the penstock into the jet which strikes the electrical power generation. During operation gravitational vanes that rotates the turbines and mechanical energy is energy of the elevated water into mechanical energy is being converted into electrical energy [1-7]. The efficiency of the converted into electrical energy by water that strikes the vanes system is usually very high if the water level in the dam is very which rotate the runner for an electromagnetic force (emf) to high and very low if the water level in the dam is very low [1- be generated which produced electricity. This require a process 10]. Therefore the energy generated depend on the water level of kinetic energy produced by the water jet which is directed in the dam, which is directly related to the height of water in the tangentially to the buckets of the Pelton wheel and usually the jet dam which translate to the potential energy and kinetic energy energy is used to propelled the rim of the buckets for power [1-17]. -
Mechanical Efficiency of Differential Gearing
Mechanical Efficiency 01£ Differential Gearing D. Yu N. Beachley University of Wisconsin Madison, Wisc.onsin lltustration cou~te5yof Bred Foote Gear Works. Inc. Cicero, It Introduction General Considerations and Definitions Mechanical efficiency is an important index of gearing, It is necessary and important. to provide some precise and especially for epicyclic gearing. Because of its compact size, accurate definitions, otherwise confusion and mistakes are light weight, the capability of a high speed ratio, and the liable to occur. ability to provide differential action, epicyclic gearing is very fundamental Diff:erenHal. A fundamental differential has versatile, and its use is increasing. However, attention should three basic members that can input or output power, in- be paid to effieiency not only to save energy, but sometimes cluding the carrier (Fig..2). Without a carrier, there is no dif- also to make the transmission run smoothly or to avoid a ferentia], so the carrier is an important member and is sym- sel:f-locking condition. For example, a Continuously Variable bolizedas H. Strictly speaking, a fundamental differential has Transmission (CVT) is attractive for motor vehicles (and two degrees of freedom, i.e., two constraints must be given, especially for flywheel or other energy storage hybrid otherwise the relationships among the three members are in- vehicles), but most types of CVT have poor efficiency, and dependent. For example, if two or the three members are the energy loss of a vehicular CVT can be comparable to the given as inputs, then the other can be determined as the out- road load energy. (1) The split-path or bifurcated power put. -
Chapter 5 Hydropower
Zero Order Draft Special Report Renewable Energy Sources (SRREN) Chapter 5 Hydropower Second Order Draft Contribution to Special Report Renewable Energy Sources (SRREN) Chapter: 5 Title: Hydropower (Sub)Section: All Author(s): CLAs: Arun Kumar, Tormod A. Schei LAs: Alfred K. Ofosu Ahenkorah, Jesus Rodolfo Caceres, Jean-Michel Devernay, Marcos Freitas, Douglas G. Hall, Ånund Killingtveit, Zhiyu Liu CAs: Emmanuel Branche, Karin Seelos Remarks: Second Order Draft Version: 01 File name: SRREN_Draft2_Ch05 Date: 16-Jun-10 19:02 Time-zone: CET Template Version: 9 1 2 COMMENTS ON TEXT BY TSU TO REVIEWER: 3 Yellow highlighted – original chapter text to which comments are referenced 4 Turquoise highlighted – inserted comment text from Authors or TSU i.e. [AUTHOR/TSU: ….] 5 Chapter 5 has been allocated a maximum of 68 (with a mean of 51) pages in the SRREN. The actual 6 chapter length (excluding references & cover page) is 71 pages: a total of 3 pages over the 7 maximum (20 over the mean, respectively). All chapters should aim for the mean number allocated, 8 if any. Expert reviewers are therefore kindly asked to indicate where the Chapter could be shortened 9 by up to 20 pages in terms of text and/or figures and tables to reach the mean length. 10 11 All monetary values provided in this document will need to be adjusted for inflation/deflation and 12 converted to US$ for the base year 2005. 13 Do Not Cite or Quote 1 of 78 Chapter 5 SRREN_Draft2_Ch05 Second Order Draft Contribution to Special Report Renewable Energy Sources (SRREN) 1 Chapter 5: Hydropower -

Unit 2 Lesson 3 Machines
Unit 2 Lesson 3 Machines Copyright © Houghton Mifflin Harcourt Publishing Company Unit 2 Lesson 3 Machines Work It Out What do simple machines do? • A machine is any device that helps people do work by changing the way work is done. • The machines that make up other machines are called simple machines. The six types of simple machines are levers, wheel and axles, pulleys, inclined planes, wedges, and screws. Copyright © Houghton Mifflin Harcourt Publishing Company Unit 2 Lesson 3 Machines What do simple machines do? • Work is done when a force is applied to an object and makes it move. • The work that you do on a machine is called work input. The force you apply to a machine through a distance is called the input force. • The work done by the machine on an object is called work output. The output force is the force a machine exerts on an object. Copyright © Houghton Mifflin Harcourt Publishing Company Unit 2 Lesson 3 Machines What do simple machines do? • Bottle openers and hammers are examples of simple machines. Copyright © Houghton Mifflin Harcourt Publishing Company Unit 2 Lesson 3 Machines What do simple machines do? • Work equals force times distance. If you apply less force with a machine, you apply that force through a longer distance. So the amount of work done remains the same. • Some machines decrease the magnitude, or size, of the force needed to move an object. However, you apply the force through a longer distance. Other machines increase the amount of force needed, but you apply the force over a shorter distance. -
Mechanical Efficiency Improvement in Relation to Metabolic Changes In
Open Access Research Mechanical efficiency improvement in relation to metabolic changes in sedentary obese adults Georges Jabbour, Horia-Daniel Iancu To cite: Jabbour G, ABSTRACT What are the new findings? Iancu H-D. Mechanical Purpose: Mechanical efficiency (ME) refers to the efficiency improvement ability of an individual to transfer energy consumed by ▪ in relation to metabolic High intensity training increased mechanical effi- external work. This performance indicator is impaired changes in sedentary obese ciency levels during incremental exercise in adults. BMJ Open Sport by obesity and is associated with decreased high- obese adults although no changes in fat-free Exerc Med 2015;1:e000044. intensity exercise performance. However, it is unclear if mass were observed. doi:10.1136/bmjsem-2015- ME may be improved in response to high intensity ▪ Following high intensity training the amelioration 000044 training (HIT). This study aimed to determine if ME of mechanical efficiency was associated with increases in response to HIT in obese adults and to improved homeostasis model assessment- ▸ Prepublication history for identify the factors associated with these changes. estimated insulin resistance and concomitant this paper is available online. Methods: 24 obese adults (body mass index=∼33 kg/ increases in power output. To view these files please m2) were randomised into control (n=12) and trained visit the journal online (n=12) groups. Following baseline metabolic, (http://dx.doi.org/10.1136/ anthropometric, fitness and ME measurements, the bmjsem-2015-000044). participants completed a 6-week exercise intervention How might it impact on clinical practice in that included 18 sessions of six repeats of 6 s the near future? supramaximal sprints on an electromagnetically braked Accepted 11 September 2015 ▪ The utilisation of high intensity training may be cycle ergometer.