Flexible Fluidic Actuators for Soft Robotic Applications
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Environmentally Controlled Curvature of Single Collagen Proteins
Environmentally controlled curvature of single collagen proteins Naghmeh Rezaei, Aaron Lyons and Nancy R. Forde* Department of Physics Simon Fraser University 8888 University Drive Burnaby, BC V5A 1S6 CANADA *Corresponding author. 778-782-3161. [email protected]. ORCID: 0000-0002-5479-7073 - 1 - ABSTRACT The predominant structural protein in vertebrates is collagen, which plays a key role in extracellular matrix and connective tissue mechanics. Despite its prevalence and physical importance in biology, the mechanical properties of molecular collagen are far from established. The flexibility of its triple helix is unresolved, with descriptions from different experimental techniques ranging from flexible to semirigid. Furthermore, it is unknown how collagen type (homo- vs. heterotrimeric) and source (tissue-derived vs. recombinant) influence flexibility. Using SmarTrace, a chain tracing algorithm we devised, we performed statistical analysis of collagen conformations collected with atomic force microscopy (AFM) to Our results show that types I, II and III collagens the key fibrillar varieties exhibit molecular flexibilities that are very similar. However, collagen conformations are strongly modulated by salt, transitioning from compact to extended as KCl concentration increases, in both neutral and acidic pH. While analysis with a standard worm-like chain model suggests that the persistence length of collagen can attain almost any value within the literature range, closer inspection reveals that this modulation to changes in flexibility, but rather arises from the induction of curvature (either intrinsic or induced by interactions with the mica surface). By modifying standard polymer theory to include innate curvature, we show that collagen behaves as an equilibrated curved worm-like chain (cWLC) in two dimensions. -

The Close-Packed Triple Helix As a Possible New Structural Motif for Collagen
The close-packed triple helix as a possible new structural motif for collagen Jakob Bohr∗ and Kasper Olseny Department of Physics, Technical University of Denmark Building 307 Fysikvej, DK-2800 Lyngby, Denmark Abstract The one-dimensional problem of selecting the triple helix with the highest volume fraction is solved and hence the condition for a helix to be close-packed is obtained. The close-packed triple helix is ◦ shown to have a pitch angle of vCP = 43:3 . Contrary to the conventional notion, we suggest that close packing form the underlying principle behind the structure of collagen, and the implications of this suggestion are considered. Further, it is shown that the unique zero-twist structure with no strain- twist coupling is practically identical to the close-packed triple helix. Some of the difficulties for the current understanding of the structure of collagen are reviewed: The ambiguity in assigning crystal structures for collagen-like peptides, and the failure to satisfactorily calculate circular dichroism spectra. Further, the proposed new geometrical structure for collagen is better packed than both the 10=3 and the 7=2 structure. A feature of the suggested collagen structure is the existence of a central channel with negatively charged walls. We find support for this structural feature in some of the early x-ray diffraction data of collagen. The central channel of the structure suggests the possibility of a one-dimensional proton lattice. This geometry can explain the observed magic angle effect seen in NMR studies of collagen. The central channel also offers the possibility of ion transport and may cast new light on various biological and physical phenomena, including biomineralization. -

Features and Benefits
one-touch air-threading coverlock machine FEATURES AND BENEFITS One-Touch Electronic Air-Threading Loopers With the PFAFF® admire™ air 7000 one-touch air-threading feature, you can effortlessly thread the machine loopers with the simple push of a button. Color Touchscreen Select your stitch, and the optimal thread tensions, recommended stitch length, and more are set automatically. Exceptional Lighting Exceptional illumination of the sewing area for optimal visibility - 60% brighter than competition.* Free Arm The free arm provides easy access for smaller projects like cuffs, hems and children’s clothing. Knee Lift Hands-free presser foot lift for ease and control. PFAFF.com admire™ air 7000 Features and Benefits PFAFF.com 26 Stitches The 5/4/3/2 thread stitch capability provides 26 different stitch options for a wide range of stitch techniques. Coverstitch Triple coverstitch and double coverstitch narrow and wide for activewear, hems and decorative applications. Chainstitch Seam finishing and decorative edges. 5-Thread Safety Stitch (Wide and Narrow) A chainstitch and 3-thread overedge for durable, professional seams. 4-Thread Safety Stitch (Wide and Narrow) A chainstitch and 2-thread narrow or wide overedge for durable seams. 4-Thread Overlock Seams and seam finishing. 3-Thread Picot Edge 3-Thread Wrapped Overlock Delicate finish for edges on lightweight fabrics. (Wide and Narrow) Edge finish for lightweight fabrics. 3-Thread Overlock (Wide and Narrow) 2-Thread Overlock Seam finishing and decorative edges. (Wide and Narrow) Overcasting for single layer of fabric. 3-Thread Narrow Edge 2-Thread Wrapped Edge Overlock Fine, narrow hems and edging. (Wide and Narrow) Edge finish for lightweight fabrics. -

Features and Benefits TOP 5 FEATURES* Compact/Portable Sewing Machine 1 Perfect for Taking to Classes and for Travel (Lightweight: 13.9Lbs/6.3Kg)
Features and Benefits TOP 5 FEATURES* Compact/Portable Sewing Machine 1 Perfect for taking to classes and for travel (lightweight: 13.9lbs/6.3kg). The Original IDT™ System 2 Integrated Dual Feed only from PFAFF® for over 45 years! Absolutely even fabric feed from both the top and the bottom. PFAFF® Original Presser Foot System 3 Many optional accessories are available to expand the sewing experience. 70 Stitches 4 A wide variety of beautiful 7mm stitches, including utility stitches, buttonholes, decorative stitches, quilt stitches, needle art stitches and satin stitches. Beautiful Appliqué Pin Stitch 5 Adjustable; easy to achieve your desired result. * Top five features are repeated in bold under respective categories SEWING FEATURES The Original IDT™ System – Integrated Dual Feed only from Start/Stop Button – Press the Start/Stop button to sew without PFAFF® for over 45 years! Absolutely even fabric feed from both the foot control. Makes sewing long seams, free-motion and the top and the bottom. buttonholes easy. PFAFF® Original Presser Foot System – Many optional Speed Slider – Adjust the speed with the speed slider for accessories available to expand the sewing experience. full control. 70 Stitches – A wide variety of beautiful 7mm stitches, One-step Buttonhole – Snap on the buttonhole foot and sew including utility stitches, buttonholes, decorative stitches, quilt repeatable buttonholes smoothly. stitches, needle art stitches and satin stitches. Free-motion Sewing – Simply attach the optional free-motion Beautiful Appliqué Pin Stitch – Adjustable; easy to achieve presser foot and lower the feed dogs for easy quilting. your desired result. Features and Benefits SEWING FEATURES MACHINE FEATURES External Feed Dog Drop – Convenient location; lower the feed Compact/Portable Sewing Machine – Perfect for taking to dogs from the back of the free arm. -

Peptoid Residues Make Diverse, Hyperstable Collagen Triple Helices
Peptoid Residues Make Diverse, Hyperstable Collagen Triple Helices Julian L. Kessler1, Grace Kang1, Zhao Qin2, Helen Kang1, Frank G. Whitby3, Thomas E. Cheatham III4, Christopher P. Hill3, Yang Li1,*, and S. Michael Yu1,5 1Department of Biomedical Engineering, University of Utah, Salt Lake City, Utah 84112, USA 2Department of Civil & Environmental Engineering, Collagen of Engineering & Computer Science, Syracuse University, Syracuse, New York 13244, USA 3Department of Biochemistry, University of Utah School of Medicine, Salt Lake City, UT 84112, USA 4Department of Medicinal Chemistry, College of Pharmacy, L. S. Skaggs Pharmacy Research Institute, University of Utah, Salt Lake City, Utah 84112, USA 5Department of Pharmaceutics and Pharmaceutical Chemistry, University of Utah, Salt Lake City, Utah 84112, USA *Corresponding Author: Yang Li ([email protected]) Abstract The triple-helical structure of collagen, responsible for collagen’s remarkable biological and mechanical properties, has inspired both basic and applied research in synthetic peptide mimetics for decades. Since non-proline amino acids weaken the triple helix, the cyclic structure of proline has been considered necessary, and functional collagen mimetic peptides (CMPs) with diverse sidechains have been difficult to produce. Here we show that N-substituted glycines (N-glys), also known as peptoid residues, exhibit a general triple-helical propensity similar to or greater than proline, allowing synthesis of thermally stable triple-helical CMPs with unprecedented sidechain diversity. We found that the N-glys stabilize the triple helix by sterically promoting the preorganization of individual CMP chains into the polyproline-II helix conformation. Our findings were supported by the crystal structures of two atomic-resolution N-gly-containing CMPs, as well as experimental and computational studies spanning more than 30 N-gly-containing peptides. -

2000 Proceedings Cincinnati, OH
Cincinnati, OH USA 2000 Proceedings DOGWOOD IN GREEN AND GOLD Tammy Abbey Central Washington University, Ellensburg, WA 98926 The purpose in creating this piece is to design an elegant garment through the combination of two very different techniques, metalsmithing and sewing. This design was inspired by extensive study in both metalworking and sewing and by blooming dogwood. The garment can be described as a dark green, fully lined dress in a polyester crepe satin. It is designed with princess lines and a gold charmeuse godet in the back. The dress is strapless and supported by the metal "lace." The "lace" is formed with brass blossoms and leaves that wrap the shoulders and overlap the front and the back of the dress. Brass blossoms also accent the godet. Construction began with an original pattern which was hand drafted. A muslin test garment was sewn, fitted and used to adjust the pattern. The main body of the dress was sewn and an invisible zipper was installed. A godet was sewn into the back. A polyester lining was sewn and then added to the dress. After the body of the dress was completed, the metal work began. Blossoms and leaves were cut from sheet brass. Then each was individually chased (hand shaped with the use of hammers and tools.) The pieces were given a copper patina (coloring) and brass brushed to a matte golden color. A dress form was used to assemble a base web of brass chain onto which the blossoms were sewn into place with thread and wire. Two blossoms and chain were added in the back to accent the godet and to contain it. -

An Experimental Investigation of Helical Gear Efficiency
AN EXPERIMENTAL INVESTIGATION OF HELICAL GEAR EFFICIENCY A Thesis Presented in Partial Fulfillment of the Requirements for The Degree of Master of Science in the Graduate School of the Ohio State University By Aarthy Vaidyanathan, B. Tech. * * * * * The Ohio State University 2009 Masters Examination Committee: Dr. Ahmet Kahraman Approved by Dr. Donald R Houser Advisor Graduate Program in Mechanical Engineering ABSTRACT In this study, a test methodology for measuring load-dependent (mechanical) and load- independent power losses of helical gear pairs is developed. A high-speed four-square type test machine is adapted for this purpose. Several sets of helical gears having varying module, pressure angle and helix angle are procured, and their power losses under jet- lubricated conditions are measured at various speed and torque levels. The experimental results are compared to a helical gear mechanical power loss model from a companion study to assess the accuracy of the power loss predictions. The validated model is then used to perform parameter sensitivity studies to quantify the impact of various key gear design parameters on mechanical power losses and to demonstrate the trade off that must take place to arrive at a gear design that is balanced in all essential aspects including noise, durability (bending and contact) and power loss. ii Dedicated to all those before me who had far fewer opportunities, and yet accomplished so much more. iii ACKNOWLEDGMENTS I would like to thank my advisor, Dr. Ahmet Kahraman, who has been instrumental in fostering interest and enthusiasm in all my research endeavors. His encouragement throughout the course of my studies was invaluable, and I look to him for guidance in all my future undertakings. -

The Α-Helix Forms Within a Continuous Strech of the Polypeptide Chain
The α-helix forms within a continuous strech of the polypeptide chain N-term prototypical φ = -57 ° ψ = -47 ° 5.4 Å rise, 3.6 aa/turn ∴ 1.5 Å/aa C-term α-Helices have a dipole moment, due to unbonded and aligned N-H and C=O groups β-Sheets contain extended (β-strand) segments from separate regions of a protein prototypical φ = -139 °, ψ = +135 ° prototypical φ = -119 °, ψ = +113 ° (6.5Å repeat length in parallel sheet) Antiparallel β-sheets may be formed by closer regions of sequence than parallel Beta turn Figure 6-13 The stability of helices and sheets depends on their sequence of amino acids • Intrinsic propensity of an amino acid to adopt a helical or extended (strand) conformation The stability of helices and sheets depends on their sequence of amino acids • Intrinsic propensity of an amino acid to adopt a helical or extended (strand) conformation The stability of helices and sheets depends on their sequence of amino acids • Intrinsic propensity of an amino acid to adopt a helical or extended (strand) conformation • Interactions between adjacent R-groups – Ionic attraction or repulsion – Steric hindrance of adjacent bulky groups Helix wheel The stability of helices and sheets depends on their sequence of amino acids • Intrinsic propensity of an amino acid to adopt a helical or extended (strand) conformation • Interactions between adjacent R-groups – Ionic attraction or repulsion – Steric hindrance of adjacent bulky groups • Occurrence of proline and glycine • Interactions between ends of helix and aa R-groups His Glu N-term C-term -

Owner's Manual
creative 2170 Owner‘s manual This household sewing machine is designed to comply with IEC/EN 60335-2-28 and UL1594 IMPORTANT SAFETY INSTRUCTIONS When using an electrical appliance, basic safety precautions should always be followed, including the following: Read all instructions before using this household sewing machine. DANGER - To reduce the risk of electric shock: • A sewing machine should never be left unattended when plugged in. Always unplug this sewing machine from the electric outlet immediately after using and before cleaning. • Always unplug before relamping. Replace bulb with same type rated 5 Watt. WARNING - To reduce the risk of burns, fi re, electric shock, or injury to persons: • Do not allow to be used as a toy. Close attention is necessary when this sewing machine is used by or near children or infi rm person. • Use this sewing machine only for its intended use as described in this manual. Use only attachments recommended by the manufacturer as contained in this manual. • Never operate this sewing machine if it has a damaged cord or plug, if it is not working properly, if it has been dropped or damaged, or dropped into water. Return the sewing machine to the nearest authorized dealer or service center for examination, repair, electrical or mechanical adjustment. • Never operate the sewing machine with any air openings blocked. Keep ventilation openings of the Sewing machine and foot controller free from the accumulation of lint, dust, and loose cloth. • Keep fi ngers away from all moving parts. Special care is required around the sewing machine needle. • Always use the proper needle plate. -
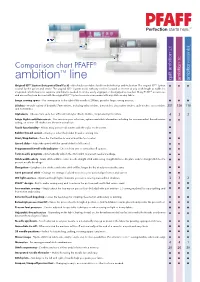
Ambition™ Line
TM 2.0 TM 1. 0 essential TM Comparison chart PFAFF® ™ ambition ambition ambition line quilt ambition ™ Original IDT ™ System (Integrated Dual Feed) – Absolutely even fabric feed from both the top and the bottom. The original IDT System is ideal for the quilter and sewer! The original IDT ™ System works with any stitch in forward or reverse at any stitch length or width. It's integrated, which means no separate attachments needed. It can be easily engaged or disengaged as needed. Many PFAFF® accessories and presser feet can be used with the original IDT™ System to ensure even seams with any stitch on any fabric. Large sewing space – The sewing area to the right of the needle is 200mm, great for large sewing projects. Stitches – A wide variety of beautiful 7mm stitches, including utility stitches, buttonholes, decorative stitches, quilt stitches, cross stitches 201 136 110 and hemstitches. Alphabets – Choose from up to four different font styles: Block, Outline, Script and Cyrillic letters. 4 2 2 Large high-resolution screen – You can view your selections, options and stitch information including the recommended thread tension setting, on screen. All stitches are shown in actual size. Touch functionality – Allows easy acess to all stitches with the stylus on the screen. Bobbin thread sensor – Alerts you when the bobbin thread is running low. Start / Stop button – Press the Start button to sew without the foot control. Speed slider – Adjust the speed with the speed slider for full control. Programmed tie-off with indicator – Choose from one or several tie-off options. Twin needle program – Automatically adjusts the stitch width to prevent needle breakage. -

पेटेंट कार्ाालर् Official Journal of the Patent Office
पेटᴂट कार्ाालर् शासकीर् जर्ाल OFFICIAL JOURNAL OF THE PATENT OFFICE नर्र्ामर् सं. 20/2018 शुक्रवार दिर्ांक: 18/05/2018 ISSUE NO. 20/2018 FRIDAY DATE: 18/05/2018 पेटᴂट कार्ाालर् का एक प्रकाशर् PUBLICATION OF THE PATENT OFFICE The Patent Office Journal No. 20/2018 Dated 18/05/2018 18529 INTRODUCTION In view of the recent amendment made in the Patents Act, 1970 by the Patents (Amendment) Act, 2005 effective from 01st January 2005, the Official Journal of The Patent Office is required to be published under the Statute. This Journal is being published on weekly basis on every Friday covering the various proceedings on Patents as required according to the provision of Section 145 of the Patents Act 1970. All the enquiries on this Official Journal and other information as required by the public should be addressed to the Controller General of Patents, Designs & Trade Marks. Suggestions and comments are requested from all quarters so that the content can be enriched. ( Om Prakash Gupta ) CONTROLLER GENERAL OF PATENTS, DESIGNS & TRADE MARKS 18TH MAY, 2018 The Patent Office Journal No. 20/2018 Dated 18/05/2018 18530 CONTENTS SUBJECT PAGE NUMBER JURISDICTION : 18532 – 18533 SPECIAL NOTICE : 18534 – 18535 EARLY PUBLICATION (DELHI) : 18536 – 18540 EARLY PUBLICATION (MUMBAI) : 18541 – 18545 EARLY PUBLICATION (CHENNAI) : 18546 – 18564 EARLY PUBLICATION ( KOLKATA) : 18565 PUBLICATION AFTER 18 MONTHS (DELHI) : 18566 – 18732 PUBLICATION AFTER 18 MONTHS (MUMBAI) : 18733 – 18837 PUBLICATION AFTER 18 MONTHS (CHENNAI) : 18838 – 19020 PUBLICATION AFTER 18 MONTHS (KOLKATA) : 19021 – 19196 WEEKLY ISSUED FER (DELHI) : 19197 – 19235 WEEKLY ISSUED FER (MUMBAI) : 19236 – 19251 WEEKLY ISSUED FER (CHENNAI) : 19252 – 19295 WEEKLY ISSUED FER (KOLKATA) : 19296 – 19315 APPLICATION FOR RESTORATION OF PATENT : 19316 NO. -
2021 Class Catalog
Shop. Learn. Experience. A Virtual Sewing Experience Featuring Mister Domestic Mathew sewexpo.com Boudreaux Join us online! Ticket sales start Jan.12! Feb.24-282021 Mathew Boudreaux Sewist, Crafter, Teacher, Speaker, Designer, Advocate Mathew Boudreaux of Mister Domestic learned to sew as a kid, but never really got into it until he had his daughter Helena, who is now seven. He thought it would be a great way to connect with her if he could make her cool clothes. With a new motivation to up his attention-to-detail, the quality and coolness far exceeded even his own expectations. Once he started posting his projects on social media, the quilting world quickly took notice of his fearless use of color and print, incomprehensibly fast output, carefree enthusiasm and humor, and ability to seek out, acquire and share new skills. Making projects from fabric weaving to English Paper Piecing to apparel to the 3-Dimensional, you can find his fabric party on Instagram, Facebook and YouTube. As a fabric designer, get ready to bring this party into overdrive as he translates his chic, edgy, and whimsical style into an experience for everyone to enjoy. Join Mathew at these Virtual Expo classes and special events! 4101 Flowermania English Paper Piecing WEDNESDAY, 1:00 - 5:00 PM (PST) Come learn English Paper Piecing with Mister Domestic! He’ll walk you through tips and tricks of this portable and super fun sewing technique as you stitch up your own flowers from his Flowermania Quilt Pattern. 4102 Tumbling Blocks Weave SUNDAY, 8:00 AM - 12:00 PM (PST) Fabric weaving is basically the coolest thing that you can do with fabric.