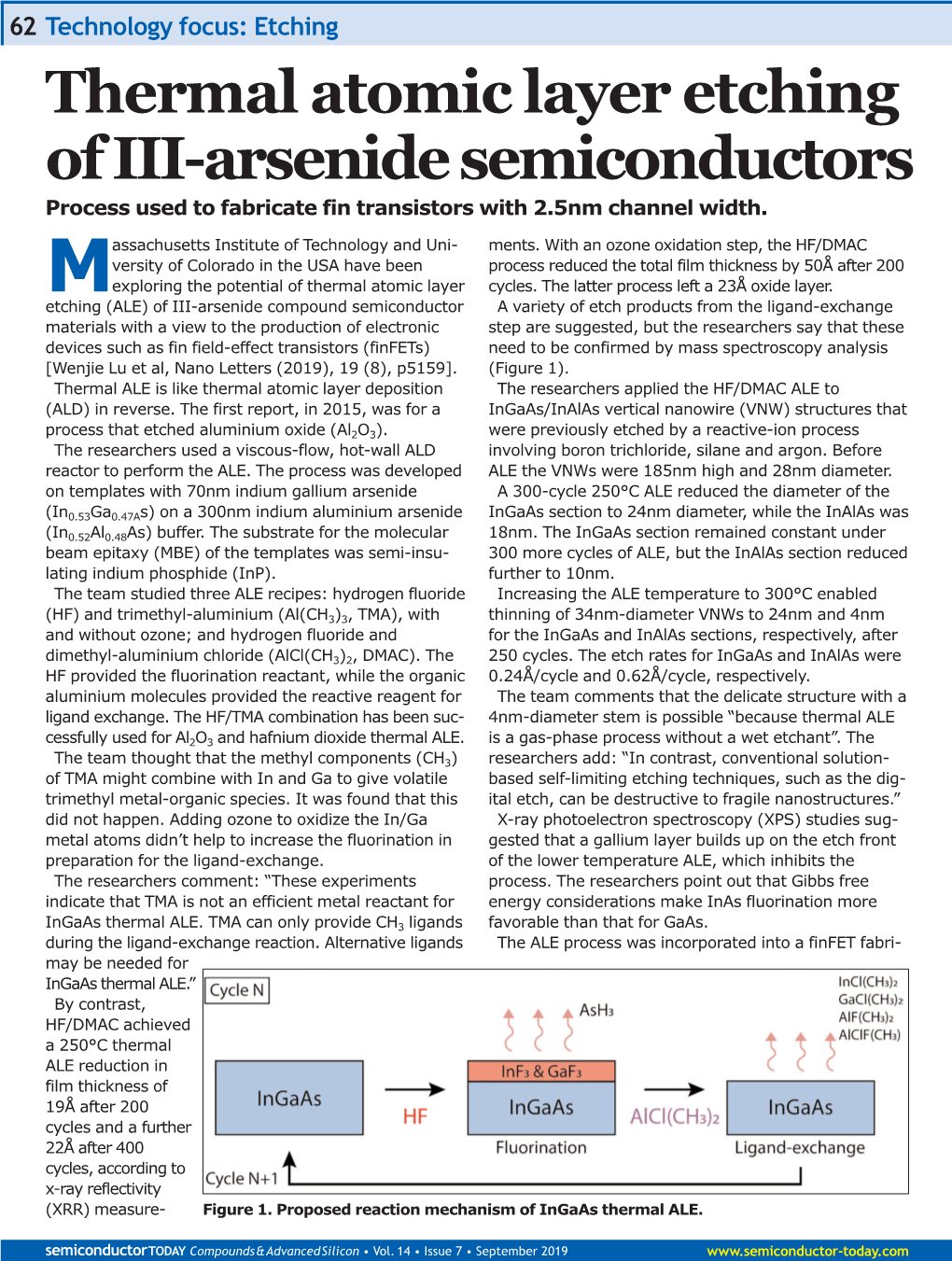
Thermal Atomic Layer Etching of III-Arsenide Semiconductors Process Used to Fabricate Fin Transistors with 2.5Nm Channel Width
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

A Guide to Export Controls
Foreign Affairs, Trade and Affaires étrangères, Commerce et Development Canada Développment Canada A Guide To CANADA’S EXPORT CONTROLS December 2012 Introduction The issuance of export permits is administered by the Export Controls Division (TIE) of Foreign Affairs, Trade and Development Canada (DFATD). TIE provides assistance to exporters in determining if export permits are required. It also publishes brochures and Notices to Exporters that are freely available on request and on our website www.exportcontrols.gc.ca. How to contact us: Export Controls Division (TIE) Foreign Affairs, Trade and Development Canada 111 Sussex Drive Ottawa, Ontario K1A 0G2 Telephone: (613) 996-2387 Facsimile: (613) 996-9933 Email: [email protected] For information on how to apply for an export permit and additional information on export controls please refer to our website. To enquire on the status of an export permit application: Recognized EXCOL users can check the status of an export permit application on-line. Non-recognized users can call (613) 996-2387 or email [email protected] and quote your export permit application identification (ref ID) number. Export Controls Division website: www.exportcontrols.gc.ca This Guide, at time of publication, encompasses the list of items enumerated on the Export Control List (ECL) that are controlled for export in accordance with Canadian foreign policy, including Canada’s participation in multilateral export control regimes and bilateral agreements. Unless otherwise specified, the export controls contained in this Guide apply to all destinations except the United States. Canada’s Export Control List can be found at the Department of Justice website at http://canada.justice.gc.ca/. -

Modelling and Optimising Gaas/Al (X) Ga (1-X) As Multiple Quantum Well
University of London Imperial College of Science, Technology and Medicine Department of Physics Modelling and Optimising GaAs/AlxGa1 xAs − Multiple Quantum Well Solar Cells James P. Connolly arXiv:1006.1053v1 [cond-mat.mes-hall] 5 Jun 2010 Submitted in part fulfilment of the requirements for the degree of Doctor of Philosophy in Science of the University of London and the Diploma of Imperial College, January 1997 2 Abstract The quantum well solar cell (QWSC) is a p - i - n solar cell with quantum wells in the intrinsic region. Previous work has shown that QWSCs have a greater open circuit voltage (Voc) than would be provided by a cell with the quantum well effective bandgap. This suggests that the fundamental efficiency limits of QWSCs are greater than those of single bandgap solar cells. The following work investigates QWSCs in the GaAs/AlxGa1−xAs materials system. The design and optimisation of a QWSC in this system requires studies of the voltage and current dependencies on the aluminium fraction. QWSCs with different aluminium fractions have been studied and show an increasing Voc with increasing barrier aluminium composition. The QE however decreases with increasing aluminium composition. We de- velop a model of the QE to test novel QWSC designs with a view to minimising this problem. This work concentrates on two design changes. The first deals with com- positionally graded structures in which the bandgap varies with position. This bandgap variation introduces an quasi electric field which can be used to increase minority carrier collection in the low efficiency p and n layers. This technique also increases the light flux reaching the highly efficient depletion regions. -

Determination of Band Structure of Gallium-Arsenide and Aluminium-Arsenide Using Density Functional Theory
Computational Chemistry, 2016, 4, 73-82 Published Online July 2016 in SciRes. http://www.scirp.org/journal/cc http://dx.doi.org/10.4236/cc.2016.43007 Determination of Band Structure of Gallium-Arsenide and Aluminium-Arsenide Using Density Functional Theory J. A. Owolabi1, M. Y. Onimisi1, S. G. Abdu2, G. O. Olowomofe1 1Department of Physics, Nigerian Defence Academy, Kaduna, Nigeria 2Department of Physics, Kaduna State University, Kaduna, Nigeria Received 18 April 2016; accepted 2 July 2016; published 5 July 2016 Copyright © 2016 by authors and Scientific Research Publishing Inc. This work is licensed under the Creative Commons Attribution International License (CC BY). http://creativecommons.org/licenses/by/4.0/ Abstract This research paper is on Density Functional Theory (DFT) within Local Density Approximation. The calculation was performed using Fritz Haber Institute Ab-initio Molecular Simulations (FHI- AIMS) code based on numerical atomic-centered orbital basis sets. The electronic band struc- ture, total density of state (DOS) and band gap energy were calculated for Gallium-Arsenide and Aluminium-Arsenide in diamond structures. The result of minimum total energy and computa- tional time obtained from the experimental lattice constant 5.63 A for both Gallium Arsenide and Aluminium Arsenide is −114,915.7903 eV and 64.989 s, respectively. The electronic band structure analysis shows that Aluminium-Arsenide is an indirect band gap semiconductor while Gallium-Arsenide is a direct band gap semiconductor. The energy gap results obtained for GaAs is 0.37 eV and AlAs is 1.42 eV. The band gap in GaAs observed is very small when compared to AlAs. -

Chemical Names and CAS Numbers Final
Chemical Abstract Chemical Formula Chemical Name Service (CAS) Number C3H8O 1‐propanol C4H7BrO2 2‐bromobutyric acid 80‐58‐0 GeH3COOH 2‐germaacetic acid C4H10 2‐methylpropane 75‐28‐5 C3H8O 2‐propanol 67‐63‐0 C6H10O3 4‐acetylbutyric acid 448671 C4H7BrO2 4‐bromobutyric acid 2623‐87‐2 CH3CHO acetaldehyde CH3CONH2 acetamide C8H9NO2 acetaminophen 103‐90‐2 − C2H3O2 acetate ion − CH3COO acetate ion C2H4O2 acetic acid 64‐19‐7 CH3COOH acetic acid (CH3)2CO acetone CH3COCl acetyl chloride C2H2 acetylene 74‐86‐2 HCCH acetylene C9H8O4 acetylsalicylic acid 50‐78‐2 H2C(CH)CN acrylonitrile C3H7NO2 Ala C3H7NO2 alanine 56‐41‐7 NaAlSi3O3 albite AlSb aluminium antimonide 25152‐52‐7 AlAs aluminium arsenide 22831‐42‐1 AlBO2 aluminium borate 61279‐70‐7 AlBO aluminium boron oxide 12041‐48‐4 AlBr3 aluminium bromide 7727‐15‐3 AlBr3•6H2O aluminium bromide hexahydrate 2149397 AlCl4Cs aluminium caesium tetrachloride 17992‐03‐9 AlCl3 aluminium chloride (anhydrous) 7446‐70‐0 AlCl3•6H2O aluminium chloride hexahydrate 7784‐13‐6 AlClO aluminium chloride oxide 13596‐11‐7 AlB2 aluminium diboride 12041‐50‐8 AlF2 aluminium difluoride 13569‐23‐8 AlF2O aluminium difluoride oxide 38344‐66‐0 AlB12 aluminium dodecaboride 12041‐54‐2 Al2F6 aluminium fluoride 17949‐86‐9 AlF3 aluminium fluoride 7784‐18‐1 Al(CHO2)3 aluminium formate 7360‐53‐4 1 of 75 Chemical Abstract Chemical Formula Chemical Name Service (CAS) Number Al(OH)3 aluminium hydroxide 21645‐51‐2 Al2I6 aluminium iodide 18898‐35‐6 AlI3 aluminium iodide 7784‐23‐8 AlBr aluminium monobromide 22359‐97‐3 AlCl aluminium monochloride -

Semiconductor and Magnetic Material 3
Semiconductor and 11 Magnetic Material 2 Electronic Devices Circuits and Applications 1.1 INTRODUCTION Semiconductors are materials having electrical conductivities between those of good conductors and insulators. Semiconductors resistivity varies from 10–5 to 10+4 m. Similarly resistivity range values 10–8 to 10+6 m for conductors and from 107 to 108 m for insulators. Germanium (Ge) and Silicon (Si) are the most commonly used semiconductors and belong to Group-IV of the periodic table. They have resistivity of about 0.6 and 1.5 × 103 m respectively. Also there are certain compound semiconductors such as gallium arsenide (GaAs), indium phosphide (InP), cadmium sulphide (CdS), etc. They are formed by the combination of the elements of groups III and V. Small band gap is another important characteristic of semiconductors. Also the semiconductors have negative temperature coefficient of resistance because the number of carriers in a semiconductor will increase significantly with temperature, resulting in reduction of the resistance of the semiconductor. 1.2 SEMICONDUCTOR MATERIALS (GROUP-IV) Semiconductors are materials having electrical conductivities between those of good conductors and insulators. The elemental semiconductor such as germanium (Ge) and silicon (Si) belong to Group-IV of the periodic table and have resistivity of about 0.6 and 1.5 × 103 cm respectively. The energy band gaps of these elements of Group-IV at 0 K are given as below: C (diamond) → 5.51 eV Ge → 0.75 eV Si → 1.16 eV Sn (grey) → 0.08 eV Pd → ≈ eV We may say from above list that at room temperature (i.e., 0 K) diamond behaves as an insulator but Ge and Si are treated as semiconductors. -

Strategic Goods (Control) Act (Chapter 300) Strategic Goods (Control) Order 2013
1 S 10/2013 1 First published in the Government Gazette, Electronic Edition, on 11th January 2013 at 4.00 pm. No. S 00010 STRATEGIC GOODS (CONTROL) ACT (CHAPTER 300) STRATEGIC GOODS (CONTROL) ORDER 2013 ARRANGEMENT OF PARAGRAPHS Paragraph 1. Citation and commencement 2. Strategic goods and strategic goods technology 3. Revocation The Schedule In exercise of the powers conferred by section 4A(1) of the Strategic Goods (Control) Act, the Minister for Trade and Industry hereby makes the following Order: Citation and commencement 1. This Order may be cited as the Strategic Goods (Control) Order 2013 and shall come into operation on 1st February 2013. Strategic goods and strategic goods technology 2. The goods and technology specified in the Schedule shall be strategic goods and strategic goods technology, respectively, for the purposes of the Act. Revocation 3. The Strategic Goods (Control) Order 2010 (G.N. No. S 152/2010) is revoked. S 10/2013 2 2 THE SCHEDULE Paragraph 2 PART I MILITARY GOODS THE EXPORT, TRANSHIPMENT OR BRINGING IN TRANSIT OF WHICH, AND TECHNOLOGY THE EXPORT OR TRANSMISSION OF WHICH, REQUIRE A PERMIT Division 1 — Preliminary Provisions Subdivision 1 — General Notes 1. Non-controlled goods (including plant) containing one or more controlled components set out in Division 2 shall be considered as being controlled goods within Division 2 if the controlled components are the principal element of the non-controlled goods and can feasibly be removed or used for other purposes. 2. In determining whether goods are to be considered the principal element of other goods for the purposes of paragraph 1, factors such as the quantity, value and technological know-how involved and other special circumstances which might establish the goods as the principal element of those other goods must be weighed. -

Semiconductors Group IV Elements and III-V Compounds
Data in Science and Technology Editor in Chief: R. Poerschke Semiconductors Group IV Elements and III-V Compounds Editor: O. Madelung Springer-Verlag Berlin Heidelberg New York London Paris Tokyo Hong Kong Barcelona ISBN-13: 978-3-540-53150-0 e-ISBN-13: 978-3-642-45681-7 001: 10.1007/978-3-642-45681-7 Library of Congress Cataloging-in-Publication Data Semiconductors: group IV elements and II I-V compounds I editor, o. Madelung. p. cm. -- (Data in science and technology) Includes bibliographical references. ISBN 978-3-54().53150.o (Springer-Verlag Berlin Heidelberg New York : acid-free paper) I. Semiconductors--Handbooks, manuals, etc. I. Madelung, O. (Otfried) II. Series QC611.45.S46 1991 537.6'22--dc20 90-26078 CIP This work is subject to copyright All rights are reserved, whether the whole or part of the material is concerned, specifically the rights of translation, reprinting, reuse of illustrations, broadcasting, repro duction on microfilms or other ways, and storage in data banks_ Duplication of this publication or parts thereofis only permitted under the provisions of the German Copyright LawofSeptember9, 1965,in its current version, and a copyright fee must always be paid. Violations fall under the prosecution act ofthe German Copyright Law_ © Springer-Verlag Berlin Heidelberg 1991 The use of registered names, trademarks, etc_ in this publication does not imply, even in the absence ofa specific statement, that such names are exempt from the relevant protective laws and regulations and therefore free for general use. Typesetting: Thomson Press, Ltd_, New Delhi, India 216313040-543210 - Printed on acid-free paper Preface The frequent use of well known critical data handbooks like Beilstein, Gmelin and Landolt Bornstein is impeded by the fact that merely larger libraries - often far away from the scientist's working place - can afford such precious collections. -

List of Semiconductor Materials - Wikipedia, the Free Encyclopedia Page 1 of 4
List of semiconductor materials - Wikipedia, the free encyclopedia Page 1 of 4 List of semiconductor materials From Wikipedia, the free encyclopedia Semiconductor materials are insulators at absolute zero temperature that conduct electricity in a limited way at room temperature. The defining property of a semiconductor material is that it can be doped with impurities that alter its electronic properties in a controllable way. Because of their application in devices like transistors (and therefore computers) and lasers, the search for new semiconductor materials and the improvement of existing materials is an important field of study in materials science. The most commonly used semiconductor materials are crystalline inorganic solids. These materials can be classified according to the periodic table groups from which their constituent atoms come. Semiconductor materials are differing by their properties. Compound semiconductors have advantages and disadvantages in comparison with silicon. For example gallium arsenide has six times higher electron mobility than silicon, which allows faster operation; wider band gap, which allows operation of power devices at higher temperatures, and gives lower thermal noise to low power devices at room temperature; its direct band gap gives it more favorable optoelectronic properties than the indirect band gap of silicon; it can be alloyed to ternary and quaternary compositions, with adjustable band gap width, allowing light emission at chosen wavelengths, and allowing e.g. matching to wavelengths with lowest losses in optical fibers. GaAs can be also grown in a semiinsulating form, which is suitable as a lattice-matching insulating substrate for GaAs devices. Conversely, silicon is robust, cheap, and easy to process, while GaAs is brittle, expensive, and insulation layers can not be created by just growing an oxide layer; GaAs is therefore used only where silicon is not sufficient.[1] Some materials can be prepared with tunable properties, e.g. -

Arsine: Human Health Aspects
This report contains the collective views of an international group of experts and does not necessarily represent the decisions or the stated policy of the United Nations Environment Programme, the International Labour Organization, or the World Health Organization. Concise International Chemical Assessment Document 47 ARSINE: HUMAN HEALTH ASPECTS Please note that the layout and pagination of this pdf file are not necessarily identical to the printed hard copy First draft prepared by S. Czerczak, The Nofer Institute of Occupational Medicine, Lodz, Poland; second draft prepared by L. Fishbein, Fairfax, Virginia, USA Published under the joint sponsorship of the United Nations Environment Programme, the International Labour Organization, and the World Health Organization, and produced within the framework of the Inter-Organization Programme for the Sound Management of Chemicals. World Health Organization Geneva, 2002 The International Programme on Chemical Safety (IPCS), established in 1980, is a joint venture of the United Nations Environment Programme (UNEP), the International Labour Organization (ILO), and the World Health Organization (WHO). The overall objectives of the IPCS are to establish the scientific basis for assessment of the risk to human health and the environment from exposure to chemicals, through international peer review processes, as a prerequisite for the promotion of chemical safety, and to provide technical assistance in strengthening national capacities for the sound management of chemicals. The Inter-Organization Programme for the Sound Management of Chemicals (IOMC) was established in 1995 by UNEP, ILO, the Food and Agriculture Organization of the United Nations, WHO, the United Nations Industrial Development Organization, the United Nations Institute for Training and Research, and the Organisation for Economic Co-operation and Development (Participating Organizations), following recommendations made by the 1992 UN Conference on Environment and Development to strengthen cooperation and increase coordination in the field of chemical safety. -
Aluminium Arsenide
PROPERTIES OF Aluminium Gallium Arsenide Edited by SADAO ADACHI Cunma university, Japan TEE U Contents Foreword to Properties of Aluminium Gallium Arsenide Introduction to Properties of Aluminium Gallium Arsenide Contributing Authors Acknowledgements Abbreviations 1. STRUCTURAL PROPERTIES D.Cherns, T.S.Kuan, N.S.Takahashi 1.1 Lattice parameters, molecular and crystal densities of AlGaAs 1.2 Long-range ordering in AlGaAs alloys 1.3 Lattice dislocations in AlGaAs/GaAs heterostructures 2. MECHANICAL, ELASTIC AND LATTICE VIBRATIONAL PROPERTIES S.Adachi, W.D.Hunt, B.Jusserand 2.1 Elastic stiffness and compliance constants of AlGaAs 2.2 Sound velocities and elastic moduli of AlGaAs 2.3 Surface acoustic waves in AlGaAs 2.4 Optical phonons in AlGaAs 3. THERMAL PROPERTIES S.Adachi, N.S.Takahashi 3.1 Melting point, specific heat and Debye temperature of AlGaAs 3.2 Thermal expansion coefficients of AlGaAs 3.3 Thermal conductivity of AlGaAs 4. ENERGY-BAND STRUCTURE CONSEQUENCES S.Adachi, A.R.Adams, M.Missous, F.H.Pollak, V.A.Wilkinson 4.1 Energy gaps of AlGaAs 4.2 Electron effective mass in AlGaAs 4.3 Hole effective mass in AlGaAs 4.4 Conduction and valence band offsets at the GaAs/AlGaAs heterostructure interface 4.5 Electronic deformation potentials of AlGaAs 4.6 Temperature effects on the energy band parameters of AlGaAs 4.7 Pressure effects on the energy band parameters of AlGaAs v 5. OPTICAL PROPERTIES 87 S.Adachi, W.Szuszkiewicz 5.1 Optical properties of AlGaAs: Reststrahlen region (discussion) 89 5.2 Optical properties of AlGaAs: Reststrahlen region (tables) 95 5.3 Optical properties of AlGaAs: Transparent region (discussion) 113 5.4 Optical properties of AlGaAs: Interband-transition region (discussion) 118 5.5 Optical properties of AlGaAs: Transparent and interband-transition regions 125 (tables) 5.6 Free carrier effects and intervalence-band absorption in AlGaAs 141 6. -
Semiconductor Materials
Semiconductor Optoelectronics Prof. M. R. Shenoy Department of Physics Indian Institute of Technology, Delhi Lecture - 10 Semiconductor Materials Today we will discuss about semiconductor materials in this talk our focus will be on semiconductor optoelectronic material as the course being on semiconductor optoelectronics. (Refer Slide Time: 00:51) What I have put here is part of the periodic table the part of the periodic (( )) that shows group two, three, four, five and six elements of group two part of it. There are 2 a, 2 b and so on, but do not worry about a, b, c and so on, right now group two, three, four, five and six. (Refer Slide Time: 01:33) The elemental semiconductors the common elemental semiconductors comprise of group four elements, so elemental semiconductors. First the most common elements are Silicon, Germanium and also Tin, all group four elements as an element these are semiconductors, which means the basic definition of semiconductor (( )) Silicon, Germanium and Tin. We also have binary semiconductors or compound semiconductors; Binary semiconductors. These are usually either two elements two elements sorry, these are with one element from group three, one element from group three plus 1, element a compound formed by one element from group three and one element from group five group five. (Refer Slide Time: 03:45) For example, if you see the table here the elemental semiconductors are here in group four Silicon, Germanium, Tin, the Binary semiconductors are 1 element from group three and 1 element from group five. The most commonly used elements are compounds are Gallium arsenide one from three and one from five Gallium arsenide. -
The Wassenaar Arrangement
WA-LIST (15) 1 03-12-2015 THE WASSENAAR ARRANGEMENT ON EXPORT CONTROLS FOR CONVENTIONAL ARMS AND DUAL-USE GOODS AND TECHNOLOGIES LIST OF DUAL-USE GOODS AND TECHNOLOGIES AND MUNITIONS LIST TABLE OF CONTENTS Page LIST OF DUAL-USE GOODS AND TECHNOLOGIES - General Technology, General Software and General "Information Security" Notes 3 - Category 1 Special Materials and Related Equipment.............................................. 4 - Category 2 Materials Processing................................................................................ 23 - Category 3 Electronics............................................................................................... 49 - Category 4 Computers................................................................................................ 71 - Category 5 - Part 1 Telecommunications................................................................... 76 - Category 5 - Part 2 "Information Security"................................................................ 85 - Category 6 Sensors and "Lasers"............................................................................... 91 - Category 7 Navigation and Avionics......................................................................... 129 - Category 8 Marine..................................................................................................... 137 - Category 9 Aerospace and Propulsion...................................................................... 144 - Sensitive List.............................................................................................................