Kemps Ice Cream L
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Ims List Sanitation Compliance and Enforcement Ratings of Interstate Milk Shippers April 2017
IMS LIST SANITATION COMPLIANCE AND ENFORCEMENT RATINGS OF INTERSTATE MILK SHIPPERS APRIL 2017 U.S. Department of Health and Human Services Public Health Service Food and Drug Administration Rules For Inclusion In The IMS List Interstate milk shippers who have been certified by State Milk sanitation authorities as having attained the milk sanitation compliance ratings are indicated in the following list. These ratings are based on compliance with the requirements of the USPHS/FDA Grade A Pasteurized Milk Ordinance and Grade A Condensed and Dry Milk Products and Condensed and Dry Whey and were made in accordance with the procedures set forth in Methods of Making Sanitation Rating of Milk Supplies. *Proposal 301 that was passed at 2001 NCIMS conference held May 5-10, 2001, in Wichita, Kansas and concurred with by FDA states: "Transfer Stations, Receiving Stations and Dairy Plants must achieve a sanitation compliance rating of 90 or better in order to be eligible for a listing in the IMS List. Sanitation compliance rating scores for Transfer and Receiving Stations and Dairy Plants will not be printed in the IMS List". Therefore, the publication of a sanitation compliance rating score for Transfer and Receiving Stations and Dairy Plants will not be printed in this edition of the IMS List. THIS LIST SUPERSEDES ALL LISTS WHICH HAVE BEEN ISSUED HERETOFORE ALL PRECEDING LISTS AND SUPPLEMENTS THERETO ARE VOID. The rules for inclusion in the list were formulated by the official representatives of those State milk sanitation agencies who have participated in the meetings of the National Conference of Interstate Milk Shipments. -

Kemps Jolted Cow Ice Cream Nutrition Facts
Kemps Jolted Cow Ice Cream Nutrition Facts Product Specifications Serving Size 1/2 cup (66g) Brand Description MFG# GTIN UPC Servings / Container 96 Kemps Jolted Cow Ice Cream 53617 200 41483 04154 2 0 41483 04154 8 Calories 150 Calories from Fat 60 Pack Size Servings/cs Kosher Child Nutrition Total Fat 7 11% 1 3gl 96 Blue Ribbon Kosher DSTAM N/A Saturated Fat 4 20% Trans Fat 0 Grs. Wgt. Net Wgt. Country of Orgin Shelf-Life Storage Cholesterol 25 8% 14.11 lbs 13.76 lbs USA 24 months Best if maintained at or < -15° F. Product must be stored < 0° F Sodium 100 4% Potassium Length Width Height Cube Ti Hi Total Carbohydrate 20 7% 9.875 9.875 10.25 0.578 20 4 Dietary Fiber 0 0% Sugar 15 Ingredients: Protein 2 MILKFAT AND NONFAT MILK, SWEET CREAM BUTTERMILK, CARAMEL (SWEETENED CONDENSED SKIM MILK [CONDENSED SKIM MILK, SUGAR], SUGAR, CORN SYRUP, WATER, BUTTER [CREAM, SALT], SALT, PECTIN, VANILLA EXTRACT, SODIUM Vitamin A 4% 200 IU BICARBONATE), BROWNIE (SUGAR, WHEAT FLOUR, INTERESTERIFIED SOYBEAN OIL, PASTEURIZED EGGS, COCOA PROCESSED WITH ALKALI, RICE SYRUP, WATER, CORNSTARCH, SOY LECITHIN, SALT, NATURAL FLAVOR, BAKING SODA, Vitamin C 0% BAKING POWDER [SODIUM ACID PYROPHOSPHATE, SODIUM BICARBONATE, CORNSTARCH, MONOCALCIUM PHOSPHATE]), Calcium 8% 80 mg SUGAR, CORN SYRUP, WHEY, HIGH FRUCTOSE CORN SYRUP, CONTAINS LESS THAN 2% OF COFFEE, NATURAL FLAVOR, MONO AND DIGLYCERIDES, GUAR GUM, CALCIUM SULFATE, CAROB BEAN GUM, CARAMEL COLOR, CARRAGEENAN. Iron 0% CONTAINS: MILK, EGGS, WHEAT, SOY. Vitamin D Vitamin E Vitamin K Allergens Thiamin Dairy Egg Wheat Soy Peanuts Tree Nuts Riboflavin Yes Yes Yes Yes No No Niacin Facility uses dairy, eggs, wheat,soy, peanuts and other nuts in manufacturing. -
How to Use This Dairy Plant Directory
dfs-4001-0601 August 2008 How To Use This Dairy Plant Directory The 2008-2009 Wisconsin Dairy Plant The second section is a numerical listing Directory is designed to enable the user to and the third section is an alphabetical locate and identify the business office and listing of the dairy plants. This is useful plant location of every licensed dairy when tracing the origin of a cheese or dairy plant and bulk milk tanker wash facility product. in Wisconsin. There are 398 dairy plants operating in the In the first section, each plant is listed by State of Wisconsin and they are designated county and is identified by dairy plant with the prefix 55. number, trade name, plant address, telephone number, licensee and mailing There are 50 bulk milk tanker wash address of the home office and facilities and they are designated with the operations. prefix 54. To order additional copies of this directory please send a check for $2.50 per copy, along with your name and address to: Wisconsin Department of Agriculture, Trade & Consumer Protection, Drawer 93586, Milwaukee, WI 53293-0586. The directory can also be found on our web site http://datcp.state.wi.us You can contact the Division of Food Safety at (608) 224-4700. Last Update: August 2008 Dairy Plant Operation # of Plants Butter Factory 12 Affinage 10 Cheese Factory 138 Breading Cheese 11 Brine System 50 Manufactured Milk Transfer Station 4 Custard Mix 1 Cold Pack 21 Cream 7 Cheese Spreads 10 Manufactured Milk Receiving Station 74 Dairy Flavors 7 UF/RO Systems 49 Enzyme Modified Dairy Products -

DFA Acquires Kemps/Marigold That Figure Compared to 2009’S Price-Depressed Dollar Volume of $8.077 Billion
DFA’s Bogus “Assets” Equal 86% of Members’ Equity by Pete Hardin * $151,201,000 “Goodwill.” Here’s a bogus “asset” if there ever was one: DFA’s claim of $151.2 million of “Goodwill.” In accounting parlance, “Good- Dairy Farmers of America pledges virtually every asset it controls – will” is the amount overpaid for an acquisition. In other words, DFA is carry- including funds outstanding for members’ milk payments as collateral for the ing $151.2 million of accumulated overpayments. Here’s an example that dairy co-op’s indebtedness. DFA’s 2010 financial audit boasts of $665.107 million in farmers (or, better, their wives) can understand. If a farmer pays $2,000 for a “assets.” But close inspection of some DFA “assets” raises serious questions Holstein milk worth only $1,000, then the farmer technically has a $1,000 cow about the co-op’s financial integrity. In view of crooked antics at DFA, mem- and $1,000 of “Goodwill.” The cow may die, but the farmer still maintains bers’ best interests are served by asking tough questions. Let’s look at some of $1,000 of “Goodwill” for that deceased critter on the books. what DFA calls “assets”: In 2010, DFA’ boosted its “Goodwill” by $32.64 million, according to the * $150,000,000 “Preferred equity securities.” In 2003, DFA offered as audit, due to the acquisition of Castro Cheese Company, Inc. – a marketer of collateral for borrowings some $150 million of “members equity.” Equity is Mexican-style cheeses. The total purchase price of Castro Cheese was $59.7 theoretically the owners’ (i.e., dairy farmer members) share of the business. -

Kemps Finished Product Specification Confidential A
PRODUCT NAME Kemps 30 lbs Bulk Regular Sour Cream ITEM NUMBER 38156 UPC: 41483-02206 KEMPS FINISHED PRODUCT SPECIFICATION CONFIDENTIAL A. MANUFACTURING LOCATION: FACILITY Farmington ADDRESS 15 Fourth Street CITY/ STATE/ ZIP Farmington, MN 55024 TELEPHONE 651-463-7093 FAX 651-463-3504 PLANT CODE 27-662 B. FINISHED PRODUCT DESCRIPTION: Sour cream is made by combining fresh milk with active cultures to produce a thick and smooth cultured product C. SENSORY ATTRIBUTES: APPEARANCE & COLOR Off White FLAVOR Buttery Cultured Cream Flavor TEXTURE Smooth and Creamy D. FINISHED PRODUCT STANDARDS: CRITICAL PRODUCT TARGET ACCEPTABLE TEST FREQUENCY TEST METHOD/ ATTRIBUTES: RANGE PROCEDURE Coliform ≤10 cfu/mL ≤10 cfu/mL Once each vat TP 27662.11.01.012 % Total Fat 18.10% 18.00 – 18.40% Once each vat TP 27662.11.01.001 TP 27662.11.01.019 % Total Solids 28.00% 26.60 – 29.40% Once each vat TP 27662.11.01.004 MAJOR PRODUCT TARGET ACCEPTABLE TEST FREQUENCY TEST METHOD/ ATTRIBUTES: RANGE PROCEDURE Gross Finished Product Weight 30.05 lbs 29.45 – 30.65 lbs Every 20 minutes TP 27662.11.01.044 pH 4.50 4.20 - 4.60 One each vat TP 27662.11.01.026 Yeast <1 cfu/mL ≤10 One each vat TP 27662.11.01.011 Mold <1 cfu/mL ≤10 One each vat TP 27662.11.01.011 Taste/appearance 5 organoleptic 3-5 organoleptic One each vat TP 27662.02.01.047 rating rating E. STORAGE CONDITIONS: Keep refrigerated ≤45 degrees F. F. SHELF LIFE: Best if used within 65 days of manufacture date when stored at ideal conditions. -
An Inventory of Its Dairy Trade Hearing and Docket Files
MINNESOTA HISTORICAL SOCIETY Minnesota State Archives AGRICULTURE DEPARTMENT An Inventory of Its Dairy Trade Hearing and Docket Files OVERVIEW OF THE RECORDS Agency: Minnesota. Dept. of Agriculture. Series Title: Dairy trade hearing and docket files. Dates: [ca. 1957] – 1976 (bulk 1957-1976). Abstract: Hearing and docket files documenting the department’s role in regulating unfair trade practices in the dairy products industry, particularly the under pricing of products. Quantity: 12.1 cu. ft. (11 boxes and 2 partial boxes). Location: See Detailed Description section for box locations. SCOPE AND CONTENTS OF THE RECORDS In 1961, the administration of the Dairy Industry Unfair Trade Practices Act of 1957 was transferred from the Department of Business Development to the Agriculture Department. The purpose of the law was to stabilize prices on selected dairy products and to prevent unfair trade practices in marketing those products. It required manufacturers, wholesalers, and distributors of milk and selected dairy products to file schedules of prices at which sales would be made wholesale to retailers and governed unfair trade practices, particularly the under pricing of products. The hearings files (ca. 1960s-1976, bulk 1957-1961) consist mainly of hearing transcripts, most often with company employees; while the docket files (ca. 1957-1976) contain transcripts, assorted legal documents, and facilitative correspondence. Mainly dealing with under pricing claims, the files cover wholesalers and retailers statewide and a few in neighboring states. ARRANGEMENT OF THE RECORDS Arranged in two series: a set of numerical hearings files (ca. 1960s – 1964) and a set of docket files (ca. 1957-1976). The latter is divided into alphabetical (ca. -

2019 Popular Annual Financial Report for the Fiscal Year Ending December 31, 2019
St. Louis County, Minnesota 2019 Popular annual Financial Report for the fiscal year ending December 31, 2019 St. Louis County is committed to transparency and openness. This Popular Annual Financial Report (PAFR) contains simplified, condensed information from the 2019 Comprehensive Annual Financial Report (CAFR). Unlike the CAFR, this report does not include the necessary financial statements and notes required by Generally Accepted Accounting Principles (GAAP). This PAFR is designed to provide the people and businesses of St. Louis County and beyond an overview of the financial strengths and challenges of serving our diverse communities. Readers of this PAFR should gain a deeper understanding of the organizational and financial structure of St. Louis County, the County's revenues and expenses, how taxpayer dollars are used, and what the County accomplished in 2019. Mission: The mission of St. Louis County is to promote health and safety, ensure sound infrastructure, embrace our natural resources, and support an environment where communities prosper. What's Inside... 2 - Commissioners page 2-4 structure 3 - Organizational Structure 4 - Economy 5 - Accomplishments page 5-7 Highlights 6 - Items of Note 7 - Revenues & Expenses 8 - Fund Balances page 8-9 financials 9 - Cash Flow 9 - Net Position page 10 notables 10 - Looking Ahead Roads & Bridges Access to the Comprehensive Annual Financial Report (CAFR) at: www.stlouiscountymn.gov/budget Commissioners St. Louis County was established in 1856. Located in Northeastern Minnesota, St. Louis County is geographically the largest county east of the Mississippi River, covering 7,092 square miles, including water surface, from the Canadian border. The County's 2019 census population was estimated at 199,070 residents, while the 2010 census population was 196,623. -

August 30, 2019 • Madison, Wisconsin FDA Sets Sept
d's Dairy orl In W du e st h r t y g W n i e e v Since 1876 k r e l y S Outshred Your Competition CHEESE REPORTER www.URSCHEL.com Vol. 144, No. 11 • Friday, August 30, 2019 • Madison, Wisconsin FDA Sets Sept. 27 Public Meeting, US, Japan Reach Agreement In Seeks Comments On Standards Principle On Trade Biarritz, France—The US and Agency Wants To Learn may be submitted electronically, how to modernize its SOI regula- Japan have reached an agreement at www.regulations.gov; the docket tions. FDA is also interested in in principle on a deal that involves More About Making number is FDA-2018-N-2381. learning whether it can achieve ‘Horizontal’ Changes To agriculture and other areas, Presi- This effort is part of FDA’s multi- its standards of identity modern- dent Trump and Japanese Prime Provide More Flexibility year Nutrition Innovation Strategy ization goals in ways that produce Minister Abe announced Sunday. cost savings. Silver Spring, MD—The US (NIS), which was announced on “It’s a very big transaction, and FDA began establishing food Food and Drug Administration Mar. 29, 2018, by then-FDA Com- we’ve agreed in principle. It’s bil- standards of identity to promote (FDA) this week announced that missioner Scott Gottlieb. The NIS lions and billions of dollars,” Trump honesty and fair dealing in the it will hold a public meeting late focuses on, among other things, said. “It’s a, really, tremendous deal interest of consumers shortly after next month entitled “Horizontal providing incentives for food man- for our farmers” and ranchers. -

Landon Komis Foremost Farms USA Marshfield WI 3 98.3 Mild Cheddar AMPI Rochester MN
Rank Score Description Company City State Cheddar 1 98.85 Cheddar AMPI Blair WI 2 98.7 Cheddar - Landon Komis Foremost Farms USA Marshfield WI 3 98.3 Mild Cheddar AMPI Rochester MN Sharp Cheddar 1 99.775 Sharp Cheddar - Nathan Huser Foremost Farms USA Marshfield WI 2 99.75 Sharp Cheddar - Doug Snortheim Foremost Farms USA Marshfield WI 3 99.7 Sharp Cheddar - White Oak Cabot Creamery Cooperative Waitsfield VT Aged Cheddar 1 99.75 Aged Cheddar Land O Lakes Kiel WI 2 99.45 Aged Cheddar Land O Lakes Kiel WI 3 98.85 Aged Cheddar (4 Yrs Old) Saputo Cheese Wauwatosa WI Colby, Monterey Jack 1 99.2 Colby/Monterey Jack Blend AMPI Jim Falls WI 2 98.5 Monterey Jack AMPI Rochester MN 3 98.45 Colby Jack Middlebury Cheese Plant Middlebury IN Swiss Styles 1 99.15 Swiss Cheese Prairie Farms - Luana Plant Monona IA 2 98.95 Swiss Cheese Block ALDI Inc. Batavia IL 3 97.85 Sliced Natural Swiss Global Foods International Schiller Park IL Brick, Muenster 1 98.85 Brick Edelweiss Creamery Monticello WI 2 98.5 Schtark Shredded Muenster Global Foods International Schiller Park IL 3 98.0 Muenster Mill Creek Cheese Arena WI Mozzarella 1 99.65 LMWM Mozzarella -Manuel Hernandez Team Dairy Farmers of America Turlock CA 2 99.6 LMWM Mozzarella – Joe Earl Team Dairy Farmers of America Turlock CA 3 99.45 LM Part Skim Mozzarella – Randall Wong Team Dairy Farmers of America Turlock CA Fresh Mozzarella 1 99.05 Galbani Fresh Mozzarella Ball Lactalis American Group Nampa ID 2 98.45 Gourmet Mozzarella Cheese Log Upstate Farms Cheese Campbell NY 3 98.2 Bocconcini Upstate Farms -

Kemps LLC Cedarburg, WI (Plant #551500)
Chicago Rabbinical Council 2701 West Howard Street Chicago, IL 60645-1303 Ph: 773.465.3900 Fax: 773.465.6929 www.crcweb.org/kosherletters Rabbi Sholem Fishbane, Kashruth Administrator August 12, 2019 Total # of Products on Certificate: 43 KASHRUTH CERTIFICATION g (Plant #55-1500) This is to certify that the following products, produced by: Kemps LLC - Cedarburg, WI (Plant #55-1500), W55 North 155 McKinley Blvd., P. O. Box 287x, Cedarburg, WI 53012 are under the Kashruth certification of the cRc (Chicago Rabbinical Council). Grouping Product Name Status Certifying Requirement UKD-ID 1 36% Whip Stabilized Cream (Bulk Tote) Dairy cRc-D Logo Required CC2186011 2 Half and Half Dairy Bulk-no symbol CC2200042 Kosher transport required 3 Heavy Whip 36% Dairy Bulk-no symbol CC2196866 Kosher transport required Brand: Farmers Pride 4 Lowfat Chocolate Milk Dairy cRc-D Logo Required CC2263813 Brand: Kemps 5 1% Milk Dairy cRc-D Logo Required CC2105616 6 2% Milk Dairy cRc-D Logo Required CC2105615 7 31% Cream Dairy cRc-D Logo Required CC2105626 8 36% Cream Dairy cRc-D Logo Required CC2105627 9 Chocolate Skim Milk Dairy cRc-D Logo Required CC2112306 Note: The UKD is an identification number assigned by the cRc for global tracking. Expiration Date: 12/31/2019. For up-to-date certification information please visit www.crcweb.org Rabbi Sholem Fishbane cRc ID:#203 Page 1 of 4 Kashruth Administrator Chicago Rabbinical Council 2701 West Howard Street Chicago, IL 60645-1303 Ph: 773.465.3900 Fax: 773.465.6929 www.crcweb.org/kosherletters Rabbi Sholem Fishbane, -
Key Codes on the Table More on Methodology Where Did They
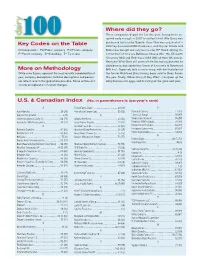
Where did they go? Three companies depart the list this year, having been ac- quired early enough in 2007 to not be listed. Alto Dairy was Key Codes on the Table purchased last year by Saputo, Cass Clay was acquired at in 2007 by Associated Milk Producers, and Crystal Cream and C=Cooperative Pu=Public company Pr=Private company Butter was bought out early last year by HP Hood. Joining the P=Parent company S=Subsidiary T= Tie in rank list for the first time are BelGioso Cheese (No. 75), Ellsworth Creamery (84) and Roth Kase USA (96) all from Wisconsin. Next year Winn-Dixie will come off the list, having divested its dairy processing capabilities (some of it recently to Southeast More on Methodology Milk Inc.). Supervalu tells a similar story, with the final plant of While sales figures represent the most recently completed fiscal the former Richfood Dairy having been sold to Dean Foods year, company descriptions, facilities descriptions and person- this year. Finally, Wilcox Dairy of Roy, Wash., has given up the nel reflect recent changed where possible. Some entries will dairy business for eggs, and its listing will be gone next year. include an explanation of recent changes. U.S. & Canadian Index (No. in parentheses is last year’s rank) A Foster Farms Dairy ....................................... 50 (48) P Agri-Mark Inc. .............................................. 29 (29) Friendly Ice Cream Corp. ...............................55 (56) Parmalat Canada .........................................12 (13) Agropur Cooperative .........................................6 (9) G Perry’s Ice Cream ........................................ 97 (97) Anderson Erickson Dairy Co. ......................... 66 (71) Glanbia Foods Inc. ........................................ 23 (32) Plains Dairy Products ....................................95 (99) Associated Milk Producers Inc. -
WIC Shopping Guide
WISCONSIN WOMEN, INFANTS & CHILDREN NUTRITION PROGRAM SHOPPING GUIDE EFFECTIVE NOVEMBER 1, 2019 TO OCTOBER 31, 2022 Effective Nov.1, 2016 – Oct. 31, 2019 SHOPPING TIPS WELCOME TO THE WIC PROGRAM! This is your WIC shopping guide. It shows what foods WIC approves. WIC provides healthy food benefits every month that you are enrolled and eligible for the program. These nutritious foods are specifically chosen to promote good health, growth, and development. With your eWIC card, you can only buy foods that are approved by WIC and in your current benefits. Your nutritionist can give you additional tips and ways to cook and prepare your WIC foods. CONTENTS • Shopping Tips ........................ 2 • Fruits and Vegetables .................. 8 • Juice ............................. 10 • Beans, Peas, Lentils .................. 12 • Peanut Butter ....................... 13 • Cereals ............................ 14 • Breads, Buns, Rolls ................... 18 • Rice, Pasta ......................... 20 • Tortillas, Wraps ...................... 21 • Milk, Soy Beverage ................... 22 • Yogurt............................. 24 • Cheese, Tofu........................ 26 • Eggs, Canned Fish.................... 27 • Infant Foods ........................ 28 • Rights and Responsibilities ............. 30 2 THINGS TO KNOW ABOUT YOUR WIC FOOD BENEFITS SHOPPING TIPS • WIC food benefits expire every 30 days. Shop early during your benefit period to prevent unused benefits from expiring. Food benefits can’t be replaced after the expiration date. • Up to three months of food benefits may be issued at a time. The next benefits are not automatically added. Contact your WIC office as directed to receive more benefits. • Keep your card to receive your next food benefits. • Make sure to keep your card safe and report damaged, lost, or stolen cards to your WIC office. • WIC food benefits can be spent at any Wisconsin WIC authorized grocery store.