Birmingham Metallurgical Society Lectures and Papers
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

PEWTER COLLECTORS' CLUB of AMERICA INC
The PEWTER COLLECTORS' CLUB ofAMERICA INC. • T E B U L E TIN • WINTER 1999 VOLUME 12, NUMBER 2 An Alloy Of T~ es: The Career Of Samuel Pierce, Whitesmith See Article by Philip Zea on Page 55 Fig. 1. Die, attributed to Samuel Pierce, Middletown, CT., or Greenfield, MA., late 18th-century. Steel; L: 6", Diam.: 1 118;'. Courtesy, Historic Deerfield, Inc., gift of Ledlie I. Laughlin. Photography by Penny Leveritt unless otherwise cited. This die is the only known surviving touchmark of an American pewterer. 51 VOLUME 12 PUBLICATIONS - Bulletin Garland Pass NUMBER 2 71 Hurdle Fence Drive Avon, CT 06001-4103 PUBLICATIONS Newsletter Robert G. Cassens 5117 Buffalo Trail Madison, WI 53705-4772 DUES Terry J. Ashley 15 Dickens Lane Mt. Laurel, NJ 08054-1908 OFFICERS President ............................... William G. Paddock First Vice President ..................... Sherwin Herzog CHANGE OF ADDRESS AND Second Vice President .............. Richard C. Graver MEMBERSHIP INFORMATION Treasurer ....................................... Terry J. Ashley Louise Graver Secretary .......................................... Robert Horan 504 West Lafayette Street West Chester, PA 19380-2210 GOVERNING BOARD GOVERNORS-AT-LARGE LIBRARY David Bischoff Donald L. Fennimore ....... Term expo Spring 2000 RRl, Box 205 William R. Snow .............. Term expo Spring 2001 Orford, NH 03777 Sandra R. Lane ................. Term expo Spring 2002 GRANTS-IN-AID STANDING COMMITTEE CHAIRPERSONS John A. Schneider 155 Clapboard Ridge Road Program ...................................... Sherwin Herzog Greenwich, CT 06831.,.3304 Membership .................................... Louise Graver Publications ..................................... Garland Pass BACK ISSUES OF BULLETIN Nominations ........................... Thomas A. Madsen Janet and Peter Stadler Box 5126 REGIONAL GROUP PRESIDENTS Laytonsville, MD 20882-0126 Northeast ...................................... Stanley B. Rich PUBLICITY Mid-Atlantic ............................... Frank M. Powell Dr. -

The Church Bells of Buckinghamshire
The Church Bells of Buckinghamshire BY A. H. Cocks File 06 : Start of Part III, Inscriptions Addington to Grendon Underwood Pages 293 to 393 This document is provided for you by The Whiting Society of Ringers visit www.whitingsociety.org.uk for the full range of publications and articles about bells and change ringing Purchased from ebay store retromedia X*MXt& XXX. Purchased from ebay store retromedia INSCRIPTIONS. The figures in brackets, following each inscription, give the diameter of the bell at the lip, in incftes. The number of bells quoted in various parishes, under date 1552 or 3, or 1637 or 8, are from the (MS.) Lists made at the Visitations of the County, at those dates : see under "Bibliography,'' in the Introduction. The quotations under 17 14 are from Browne Willis's MS. List {Ibid.) ; and those under 1755, are from his History and Antiquities of the Town and Hundred of Buckingham, published in that year. ADDINGTON. [Assumption of the*] B.V. Mary. 1. C7IJST BY J0fl]S Wfll^lSEH § 30NJS ItO]O0]5 JS70 :• (28J) 2. I 65 6 CHAMDLER MADE ME (31) A 3. "R 1626 ( 34|) S. {Blank) (ioi) lettering is the smallest set on Plate 2 : by Anthony Chandler (p. 224). The turned XXXIII. ; the clapper is too long ; the bell ought to have been when the " "restoration took place in 1870. Tenor : by Robert Atton (p. 205), in his smallest lettering (Plate XXX.). Saunce : perhaps late eighteenth century. Old frame and recast the Treble. hangings ; evidently repaired by Warner, when he Horizontal iron stays and sliders. -

Intellectual Property Center, 28 Upper Mckinley Rd. Mckinley Hill Town Center, Fort Bonifacio, Taguig City 1634, Philippines Tel
Intellectual Property Center, 28 Upper McKinley Rd. McKinley Hill Town Center, Fort Bonifacio, Taguig City 1634, Philippines Tel. No. 238-6300 Website: http://www.ipophil.gov.ph e-mail: [email protected] Publication Date: August 10, 2015 1 ALLOWED MARKS PUBLISHED FOR OPPOSITION ............................................................................................... 2 1.1 ALLOWED NATIONAL MARKS ....................................................................................................................................... 2 Intellectual Property Center, 28 Upper McKinley Rd. McKinley Hill Town Center, Fort Bonifacio, Taguig City 1634, Philippines Tel. No. 238-6300 Website: http://www.ipophil.gov.ph e-mail: [email protected] Publication Date: August 10, 2015 1 ALLOWED MARKS PUBLISHED FOR OPPOSITION 1.1 Allowed national marks Application No. Filing Date Mark Applicant Nice class(es) Number 25 June 1 4/2010/00006843 AIR21 GLOBAL AIR21 GLOBAL, INC. [PH] 35 and39 2010 20 2 4/2012/00011594 September AAA SUNQUAN LU [PH] 19 2012 11 May 3 4/2012/00501163 CACATIAN, LEUGIM D [PH] 25 2012 24 4 4/2012/00740257 September MIX N` MAGIC MICHAELA A TAN [PH] 30 2012 11 June NEUROGENESIS 5 4/2013/00006764 LBI BRANDS, INC. [CA] 32 2013 HAPPY WATER BABAYLAN SPA AND ALLIED 6 4/2013/00007633 1 July 2013 BABAYLAN 44 INC. [PH] 12 July OAKS HOTELS & M&H MANAGEMENT 7 4/2013/00008241 43 2013 RESORTS LIMITED [MU] 25 July DAIWA HOUSE INDUSTRY 8 4/2013/00008867 DAIWA HOUSE 36; 37 and42 2013 CO., LTD. [JP] 16 August ELLEBASY MEDICALE ELLEBASY MEDICALE 9 4/2013/00009840 35 2013 TRADING TRADING [PH] 9 THE PROCTER & GAMBLE 10 4/2013/00010788 September UNSTOPABLES 3 COMPANY [US] 2013 9 October BELL-KENZ PHARMA INC. -

Soho Depicted: Prints, Drawings and Watercolours of Matthew Boulton, His Manufactory and Estate, 1760-1809
SOHO DEPICTED: PRINTS, DRAWINGS AND WATERCOLOURS OF MATTHEW BOULTON, HIS MANUFACTORY AND ESTATE, 1760-1809 by VALERIE ANN LOGGIE A thesis submitted to The University of Birmingham for the degree of DOCTOR OF PHILOSOPHY Department of History of Art College of Arts and Law The University of Birmingham January 2011 University of Birmingham Research Archive e-theses repository This unpublished thesis/dissertation is copyright of the author and/or third parties. The intellectual property rights of the author or third parties in respect of this work are as defined by The Copyright Designs and Patents Act 1988 or as modified by any successor legislation. Any use made of information contained in this thesis/dissertation must be in accordance with that legislation and must be properly acknowledged. Further distribution or reproduction in any format is prohibited without the permission of the copyright holder. ABSTRACT This thesis explores the ways in which the industrialist Matthew Boulton (1728-1809) used images of his manufactory and of himself to help develop what would now be considered a ‘brand’. The argument draws heavily on archival research into the commissioning process, authorship and reception of these depictions. Such information is rarely available when studying prints and allows consideration of these images in a new light but also contributes to a wider debate on British eighteenth-century print culture. The first chapter argues that Boulton used images to convey messages about the output of his businesses, to draw together a diverse range of products and associate them with one site. Chapter two explores the setting of the manufactory and the surrounding estate, outlining Boulton’s motivation for creating the parkland and considering the ways in which it was depicted. -
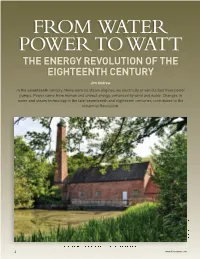
A Steam Issue-48Pp HWM
FROM WATER POWER TO WATT THE ENERGY REVOLUTION OF THE EIGHTEENTH CENTURY Jim Andrew In the seventeenth century, there were no steam engines, no electricity or vehicle fuel from petrol pumps. Power came from human and animal energy, enhanced by wind and water. Changes in water and steam technology in the late-seventeenth and eighteenth centuries contributed to the Industrial Revolution. © Birmingham Museums Trust Sarehole Mill. One of the two remaining water mills in the Birmingham area. 4 www.historywm.com FROM WATER POWER TO WATT ind power, as now, was limited by variations in the strength of the wind, making water the preferred reliable Wsource of significant power for regular activity. The Romans developed water wheels and used them for a variety of activities but the first definitive survey of water power in England was in the Doomsday Book c.1086. At that time, well over five-thousand mills were identified – most were the Norse design with a vertical shaft and horizontal disc of blades. Water-Wheel Technology Traditional water mills, with vertical wheels on horizontal shafts, were well established by the eighteenth century. Many were underpass designs where the water flowed under a wheel with paddles being pushed round by the flow. Over time, many mills adopted designs which had buckets, filled with water at various levels from quite low to the very top of the wheel. The power was extracted by the falling of the water from its entry point to where it was discharged. There was little systematic study of the efficiency of mill-wheel design in extracting energy from the water before the eighteenth century. -

Jim Wheeler's Remarkable Wooden Clapper
Jim Wheeler’s remarkable wooden clapper. On Christmas Day 2004, just after 10 o’clock while we were ringing for the Cathedral’s main service, we heard the dreaded crash and the tenor was silent. It is a sound familiar to lots of towers with heavy bells. The tenor clapper had broken just three years previously and soon after that a gudgeon on the eleventh had to be replaced. The bells being out of action was inconvenient as the Cathedral’s bells are now rung more as part of Cathedral and civic life. Eyre and Smith moved quickly and the tenor clapper was replaced under their guarantee and arrived in February. However, we were able to ring the tenor again the next day. Losing the tenor’s clapper would normally have meant that we could not ring the 12 bells open on New Year’s Day. However, a few months earlier Jim Wheeler had welded an old, broken, cast iron (SG) tenor clapper as a precaution. We don’t like the bells to be out of action. This was the beginning of his experiments with clappers and Jim’s eventual solution: a tenor clapper with a wooden shaft. We put the welded clapper in the tenor thinking we might get a few rounds and then hear the dreaded crash again. What happened was remarkable. First the clapper didn’t break. It lasted until Eyre and Smiths’ remodelled and significantly better replacement arrived in February, and it was rung for over 6000 changes, including a quarter peal. Not only did the clapper work, the bell sounded different. -
Manx Bells by R
Manx Bells by R. W. M. Clouston File 01: The Entire Book This document is provided for you by The Whiting Society of Ringers visit www.whitingsociety.org.uk for the full range of publications and articles about bells and change ringing MANX BELLS Ranald W M. Clouston BSc Eng FSA PUBLISHED PRIVATELY 7986 2 Feltham and Wright in their tour of the Isle of Man in the summer of 1797 made sketrhes of the churches they visited; these all show open bellcotes and quite small bells. At that time Kirk Patrick was ruinous and had no bell; St. Patrick's Church in Peel Castle, Kirk Braddan, Kirk Marown and Kirk Halew each had double bellcotes with two small bells. The remainder had only small single bells. Some of these have survived, but none were cast earlier than the 18th Century. The larger bell at Kirk Braddan Old Church, 23'1,, inches diameter, bears the date 1780 incised on the shoulder. This fabric was re-erected in 1773 on the site of a much older church. The bell bears a normal arrangement of moulding wires, six canons and an argent. While incised dates and inscript ions can be put on a bell at any time after casting, the details of the bell do support 1780 as the likely casting date. Probably from an English foundry, as the design shows that the founder was quite used to casting bells and moulding the quite intricate canons and argent, the loops on the crown. The companion bell, 17~ inches diameter, is a little later, say 1800; there are no moulding wires on the shoulder or by the inscription band, and though there are argent and six rectangular section canons, the moulder has made a mistake in putting the cast-in crown staple, which supports the clap per, 90° out compared with the canons. -

Introduction: a Manufacturing People
1 Introduction: a manufacturing people ‘It will be seen that a manufacturing people is not so happy as a rural population, and this is the foretaste of becoming the “Workshop of the World”.’ Sir James Graham to Edward Herbert, 2nd Earl of Powis, 31 August 1842 ‘From this foul drain the greatest stream of human industry flows out to fertilise the whole world. From this filthy sewer pure gold flows. Here humanity attains its most complete development and its most brutish; here civilisation works its miracles, and civilised man is turned back almost into a savage.’ Alexis de Tocqueville on Manchester, 1835 ritain’s national census of 1851 reveals that just over one half of the economically active B population were employed in manufacturing (including mining and construction), while fewer than a quarter now worked the land. The making of textiles alone employed well over a million men and women. The number of factories, mines, metal-working complexes, mills and workshops had all multiplied, while technological innovations had vastly increased the number of, and improved the capabilities of, the various machines that were housed in them. Production and exports were growing, and the economic and social consequences of industrial development could be felt throughout the British Isles. The British had become ‘a manufacturing people’. These developments had not happened overnight, although many of the most momentous had taken place within living memory. By the 1850s commentators were already describing Dictionary, indeed, there is no definition whatever this momentous shift as an ‘industrial revolution’. relating to this type of phenomenon. Is it, therefore, The phrase obviously struck a chord, and is now really a help or a hindrance to rely on it to describe deeply ingrained. -

INDUSTRIAL REVOLUTION: SERIES ONE: the Boulton and Watt Archive, Parts 2 and 3
INDUSTRIAL REVOLUTION: SERIES ONE: The Boulton and Watt Archive, Parts 2 and 3 Publisher's Note - Part - 3 Over 3500 drawings covering some 272 separate engines are brought together in this section devoted to original manuscript plans and diagrams. Watt’s original engine was a single-acting device for producing a reciprocating stroke. It had an efficiency four times that of the atmospheric engine and was used extensively for pumping water at reservoirs, by brine works, breweries, distilleries, and in the metal mines of Cornwall. To begin with it played a relatively small part in the coal industry. In the iron industry these early engines were used to raise water to turn the great wheels which operated the bellows, forge hammers, and rolling mills. Even at this first stage of development it had important effects on output. However, Watt was extremely keen to make improvements on his initial invention. His mind had long been busy with the idea of converting the to and fro action into a rotary movement, capable of turning machinery and this was made possible by a number of devices, including the 'sun-and-planet', a patent for which was taken out in 1781. In the following year came the double-acting, rotative engine, in 1784 the parallel motion engine, and in 1788, a device known as the 'governor', which gave the greater regularity and smoothness of working essential in a prime mover for the more delicate and intricate of industrial processes. The introduction of the rotative engine was a momentous event. By 1800 Boulton and Watt had built and put into operation over 500 engines, a large majority being of the 'sun and planet type'. -
Education for the Foundry Industry • • • • • 84 Curriculum Changes Needed
EDUCATI ON FOR THE FOUNDRY I NDUSTRY ii By JOE}J TI. SI-iEPLEY,, Bachelor of Science Millersville Gtate Teachers College Millersville, Pennsylvania. 1948 Submitted to the Department of Industrial A:t•ts Education and Engineering Shopwo.rk Oklahoma. J.gricu.lturel a.no. :.rechenical College I:n Partial Fulfillment of the Bequi:reme~ats Foi0 the Degree of' 1949 The writer is indeed glad to acknowledge his indebted ness and expNes his gratitude and .appreciation to Dr,. DeWitt Hunt. Bead of Industrial Arts Education and Engineering Shop work, Oklahoma Agricultural and Mechallieal College, St1llwater;J Oklahoma. for his edu.catio,n.al leadership, valuable suggestions, and ltindl.y criticisms so ·generously given on this thesis. Ackno-wledgement is also made to Associate Professor. E. ». Soderstrom:, Associate Pro.:fessor of Industrial Arts Education and Engineering Shops, Oklahoma. A.gricultural and Mechanieal Coll:ege, and Mr. George K. Dreher, Executive Director, .Fcn.mdry Ed.ucatione.J. Foundation, Cleveland, Ohio, for their helpful s11ggestions and criticisms. Gratitude is al.so extended to my wUe, Alm.a Shep.le;y,., l<rr ~ration of this thesis. ;J. a:. a. iv APPROVED BY: t .._;:J..._____ ;....,z.(~ > ~ ThesISVser and Head , School of· Industrial Arts Education and Engineering Shopwork C ~.I /i_,(__f} Associate. Professor, School of Industrial Arts Educa t:ton and Engineering Shopwork bean, okiahoma~te of Technology V TABL OF CONTE TS CHAPTER PAGE ! . PUR OSES A.TiJD TECHN IQUES . • • . • • . • l Ho th Proble1: Originatea . 2 Statement of the Problem • • • • . • • • • • 3 The Pu.r ... ,o se t o be Realized from t his Study 4 Deli!Ilitations • • • • • . -

Modern Steam- Engine
CHAPTER III. THE ·DEVELOPJIENT OF THE .AfODERN STEAM-ENGINE. JAAIES WA1'T A1VD HIS OONTEJIPORARIES. THE wol'ld is now entering upon the Mechanical Epoch. There is noth ing in the future n1ore sure than the great tl'iu1nphs which thn.t epoch is to achieve. It has ah·eady u<Jvanced to some glorious conquests. '\Vhat111ira cle� of invention now crowd upon us I Look ab1·oad, and contemplate the infinite achieve1nents of the steam-power. And· yet we have only begun-we are but on tho threshold of this epoch.... What is it but ·the setting of the great distinctive seal upon the nineteenth century ?-an advertisement of the fact that society .hns risen to occupy a higher platfor1n than ever before ?-a proclamation f1·01n the high places, announcing honor, honor imn1ortal, to the �vorlunen who fill this world with beauty, comfort, and power-honor to he forever embahned in history, to be pet·petuated in monuments, to be written in the hearts of this and succeeding generations !-KENNEDY. I.-J w SECTION A?rlES .A.TT AND HIS INVENTIONS. \ • . THE success of the N ewcomen engine naturally attracted the attention of mechanics, and of scientific men as well, to the p9ssibility of making other applications of steam-power. The best men of the time gave much attention to tl1e subject, but, until ·James Watt began the work that has made him famous, nothing more ,vas done than to improve the proportions and slightly alter the details of the Ne,vco men and Calley engine, even by such skillful engineers as Brindley and Smeaton. -

Lives in Engineering
LIVES IN ENGINEERING John Scales Avery January 19, 2020 2 Contents 1 ENGINEERING IN THE ANCIENT WORLD 9 1.1 Megalithic structures in prehistoric Europe . .9 1.2 Imhotep and the pyramid builders . 15 1.3 The great wall of China . 21 1.4 The Americas . 25 1.5 Angkor Wat . 31 1.6 Roman engineering . 38 2 LEONARDO AS AN ENGINEER 41 2.1 The life of Leonardo da Vinci . 41 2.2 Some of Leonardo's engineering drawings . 49 3 THE INVENTION OF PRINTING 67 3.1 China . 67 3.2 Islamic civilization and printing . 69 3.3 Gutenberg . 74 3.4 The Enlightenment . 77 3.5 Universal education . 89 4 THE INDUSTRIAL REVOLUTION 93 4.1 Development of the steam engine . 93 4.2 Working conditions . 99 4.3 The slow acceptance of birth control in England . 102 4.4 The Industrial Revolution . 106 4.5 Technical change . 107 4.6 The Lunar Society . 111 4.7 Adam Smith . 113 4.8 Colonialism . 119 4.9 Trade Unions and minimum wage laws . 120 4.10 Rising standards of living . 125 4.11 Robber barons and philanthropists . 128 3 4 CONTENTS 5 CANALS, RAILROADS, BRIDGES AND TUNNELS 139 5.1 Canals . 139 5.2 Isambard Kingdon Brunel . 146 5.3 Some famous bridges . 150 5.4 The US Transcontinental Railway . 156 5.5 The Trans-Siberian railway . 158 5.6 The Channel Tunnel . 162 6 TELEGRAPH, RADIO AND TELEPHONE 171 6.1 A revolution in communication . 171 6.2 Ørsted, Amp`ereand Faraday . 174 6.3 Electromagnetic waves: Maxwell and Hertz .