Feeds and Speeds Charts
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Routers for Router Tables New-Breed Models Spare You the Expense of a Router Lift
Compliments of Fine Woodworking TOOL TEST Routers for Router Tables New-breed models spare you the expense of a router lift BY ROLAND JOHNSON ABOVE-TABLE ADJUSTMENTS MAKE THE DIFFERENCE A table-mounted router can be very versatile. But it’s important to choose a router that’s designed expressly for that purpose. The best allow both bit-height adjustments and bit changes from above the table. A router that makes you reach underneath for these routine adjustments will quickly become annoying to use. 54 FINE WOODWO R K in G Photo, this page (right): Michael Pekovich outers are among the most versatile tools in the shop—the go-to gear Height adjustment Rwhen you want molded edges on lumber, dadoes in sheet stock, mortises for Crank it up. All the tools for adjusting loose tenons, or multiple curved pieces bit height worked well. Graduated that match a template. dials on the Porter-Cable Routers are no longer just handheld and the Triton are not tools. More and more woodworkers keep very useful. one mounted in a table. That gives more precise control over a variety of work, us- ing bits that otherwise would be too big to use safely. A table allows the use of feather- boards, hold-downs, a miter gauge, and other aids that won’t work with a hand- held router. With a table-mounted router, you can create moldings on large or small stock, make raised panels using large bits, cut sliding dovetails, and much more. Until recently, the best way to marry router and table was with a router lift, an expensive device that holds the router and allows you to change bits and adjust cut- ting height from above the table. -

A Paper on Two Spindle Drilling Head
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395 -0056 Volume: 04 Issue: 04 | Apr -2017 www.irjet.net p-ISSN: 2395-0072 A Paper on Two Spindle Drilling Head Dnyaneshwar B Bharad1, Rahul D Gawande2, Pratik D Ghangale3, Rahul K Gunjal4, Prof.A.S.Autade5,Prof.P.P.Darade6 1BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 2BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 3BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 4BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 5,6Asst. Prof. Mechanical, SND COE & RC, Yeola, Maharashtra, India ---------------------------------------------------------------------***--------------------------------------------------------------------- Abstract - Generally, the growth of Indian manufacturing In this system, motions are obtained either by raising the sector is largely depends on productivity & quality. work table or it can be done by lowering the drills head. The Productivity depends upon various factors, one of the major centre distance between the drill spindles are adjusted in factors is efficiency with which the operation activities are such a way that spindle are connected to the main spindle carried out in the industry. Productivity can be highly by universal joints. In mass production work drill jigs are improved by reducing the machining time and combining generally used for guiding the drills in the work piece. It is the operations etc. As the name indicates twin spindle necessary to achieve the accurate results. Drilling depth can drilling machines have two spindles driven by a single power not be estimated properly. Different size of hole can not be head, and these two spindles holding the drill bits are fed drilled without changing the drill bit. -

ROUTER BIT GEOMETRY Feed the Router Bit in Such a Manner So That in Moving Through the Terms Work It Has a Chance to Bite Or Cut Its Way Freely
Compression Spiral ROUTER BIT GEOMETRY Feed the router bit in such a manner so that in moving through the Terms work it has a chance to bite or cut its way freely. If the feedrate is too Helix Angle- Angle of the cutting flute, it is measured relative to the axis fast, strain and deflection will occur. If it is too slow, friction and of the cutting toot. burning will occur. Both too fast and too slow will decrease its life and cause breakage. Flute Fadeout- The length between the end of the cutting length and the begin of the shank length The router mechanism must be well maintained for any cutting tool to perform properly. Check the collet for wear regularly. Inspect tools for CEL- Cutting edge length. collet marks indicating slipping due to wear or dust build up. Check Shank Length- The length of the cutter shank that can be inserted into spindle on a dial indicator for run-out. Collet and run-out problems cause the collet. premature toot failure and associated production difficulties. Do not use OAL- Overall cutter length. adaptor bushings to reduce size of the collet on a routing or production basis. Tools will not perform properly in bushings over an extended CED- Cutting edge diameter. period of time. Bushings are for prototype, experimentation, test and Shank Diameter- The diameter of the shank to be inserted into the collet. evaluation and not for production. Single Flute Wherever possible, use a coolant when routing. Heat caused by Use for faster feed rates in softer materials. -
Choosing & Using a Milling Machine
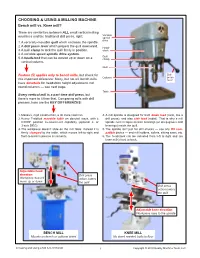
CHOOSING & USING A MILLING MACHINE Bench mill vs. Knee mill? There are similarities between ALL small vertical milling Variable machines and the traditional drill press, right: speed drive 1. A vertically-movable quill which encloses the spindle. 2. A drill press lever which propels the quill downward. Head- 3. A quill clamp to lock the quill firmly in position. stock 4. A variable-speed spindle drive system. Quill 5. A headstock that can be moved up or down on a clamp vertical column. Quill Feature (5) applies only to bench mills, but check for Drill Column press this important difference: Many, but not all, bench mills lever have dovetails for headstock height adjustment, not round columns — see next page. Table Every vertical mill is a part-time drill press, but there’s more to it than that. Comparing mills with drill presses, here are the KEY DIFFERENCES: 1. Massive, rigid construction, a lot more cast iron. 4. A mill spindle is designed for both down load (axial, like a 2. Heavy T-slotted movable table on dovetail ways, with ± drill press), and also side load (radial). That is why a mill 0.0005″ position measurement capability (optional 2- or spindle runs in tapered roller bearings (or deep-groove ball 3-axis DRO). bearings) inside the quill. 3. The workpiece doesn’t slide on the mill table: instead it is 5. The spindle isn’t just for drill chucks — use any R8 com- firmly clamped to the table, which moves left-to-right and patible device — end mill holders, collets, slitting saws, etc. -

Ring-Bending Machines
THE CHRONICLE OF THE COMPANY 1965 Foundation of the company as an one-man-business, trading of gates, metal doors and door frames, window bars and grills. Glaser headquarter is still at Kleestadt, near Groß-Umstadt. First exhibitions in Erbach, Groß-Umstadt and Frankfurt. 1971 Company moves to Groß-Umstadt; building of the first storage- and production hall "Am Brüchelsteg" Extension of the production line: windows, doors, benches and fences made out of plastic, wrought iron works and wrought-iron machines. Automatic Machines 1976 Achieving of the Master Craftsman's Diploma of the Handwerkskammer Darmstadt. 1977 Opening up the second production hall. Extension of teh production line for wrought-iron articles 1982 For the first time GLASER is represented at the International Handwerkermesse München and the Hannover Fair. First pioneering success, mostly in the construction of machinery 1986 Buildingof the fourth factory hall for the production of machines and tools. Achieving the license to train in wrought-iron crafts and constructing of tools and machines. Export business is extended. Attachments for GDM 1990 Demolition of the first factory hall and putting up the new exhibition and administration building. GLASER's 25th anniversary on 8th December 1990 1992 Opening up a new establishment at Bamberg (Bavaria) of 2.000 square meters for the production of wrought-iron articles. 1995 Erection of the fifth hall of 3.000 m² with the most modern bending centre and facilities for stainless Automatic Scroll Benders Scroll steel- and CAD trainings as well as production of machinery and tools. 1997 Wining award »Staatspreis der Bayerischen Staatsregierung« and the »Bundespreis für hervorragende innovative Leistungen für das Handwerk« . -

Milling Speeds & Feeds
MADE IN USA MILLING SPEEDS & FEEDS Carbide Tipped Speeds & feeds are starting recommendations only. Factors such as machine, fixture and tooling rigidity, horsepower available, coolant application and others will affect the performance significantly. Please read machine operators instructions and use all safety shields and glasses before performing these operations. Use these charts for carbide tipped milling cutters. IPT = Inches Per Tooth IPM = Inches Per Minute RPM = Rotations Per Minute SFPM = Surface Feet Per Minute Cutter Diameter = Diameter of the cutter in inches RPM=SFPM*3.82/CUTTER DIAMETER IPM=IPT*RPM*#TEETH APPLICATION - MILLS AND SAWS CLASS OF MATERIAL SURFACE FEET INCHES PER MATERIALS BRINELL PER MINUTE TOOTH (SFPM) (IPT) 30-150* ALUMINUM ALLOY - WROUGHT 1000-2000 .004-.008 (500kg) MAGNESIUM ALLOY 50-90* 750-1500 .004-.008 NON-FERROUS (SOFT) LEAD ALLOY 10-20* 300-1000 .004-.008 NON-METAL AND PLASTIC – 1500-3000 .004-.008 ZINC ALLOY - DIE CAST 80-100 750-1500 .005-.010 ALUMINUM BRONZE 40-175 200-600 .003-.006 BRASS ALLOY - LEADED AND 10-100Rb 400-800 .004-.008 NON-FERROUS FREE CUTTING (HARD) NICKEL SILVER 10-100Rb 200-400 .003-.006 COPPER ALLOY - TOUGH 40-200* 200-500 .004-.008 DUCTILE CAST IRON - AUSTENITIC 120-275 75-150 .002-.004 DUCTILE CAST IRON - FERRITIC 140-270 250-400 .003-.006 DUCTILE CAST IRON - MARTENSITIC 270-400 200-300 .003-.006 CAST IRON GRAY - PEARLITIC 220-320 120-300 .002-.004 GRAY - FERRITIC 110-240 250-425 .003-.006 MALLEABLE CAST IRON - 200-320 130-225 .002-.004 MARTENSITIC LOW AND MEDIUM CARBON STEEL -

Study Unit Toolholding Systems You’Ve Studied the Process of Machining and the Various Types of Machine Tools That Are Used in Manufacturing
Study Unit Toolholding Systems You’ve studied the process of machining and the various types of machine tools that are used in manufacturing. In this unit, you’ll take a closer look at the interface between the machine tools and the work piece: the toolholder and cutting tool. In today’s modern manufacturing environ ment, many sophisti- Preview Preview cated machine tools are available, including manual control and computer numerical control, or CNC, machines with spe- cial accessories to aid high-speed machining. Many of these new machine tools are very expensive and have the ability to machine quickly and precisely. However, if a careless deci- sion is made regarding a cutting tool and its toolholder, poor product quality will result no matter how sophisticated the machine. In this unit, you’ll learn some of the fundamental characteristics that most toolholders have in common, and what information is needed to select the proper toolholder. When you complete this study unit, you’ll be able to • Understand the fundamental characteristics of toolhold- ers used in various machine tools • Describe how a toolholder affects the quality of the machining operation • Interpret national standards for tool and toolholder iden- tification systems • Recognize the differences in toolholder tapers and the proper applications for each type of taper • Explain the effects of toolholder concentricity and imbalance • Access information from manufacturers about toolholder selection Remember to regularly check “My Courses” on your student homepage. Your instructor -

Machining of Aluminum and Aluminum Alloys / 763
ASM Handbook, Volume 16: Machining Copyright © 1989 ASM International® ASM Handbook Committee, p 761-804 All rights reserved. DOI: 10.1361/asmhba0002184 www.asminternational.org MachJning of Aluminum and AlumJnum Alloys ALUMINUM ALLOYS can be ma- -r.. _ . lul Tools with small rake angles can normally chined rapidly and economically. Because be used with little danger of burring the part ," ,' ,,'7.,','_ ' , '~: £,~ " ~ ! f / "' " of their complex metallurgical structure, or of developing buildup on the cutting their machining characteristics are superior ,, A edges of tools. Alloys having silicon as the to those of pure aluminum. major alloying element require tools with The microconstituents present in alumi- larger rake angles, and they are more eco- num alloys have important effects on ma- nomically machined at lower speeds and chining characteristics. Nonabrasive con- feeds. stituents have a beneficial effect, and ,o IIR Wrought Alloys. Most wrought alumi- insoluble abrasive constituents exert a det- num alloys have excellent machining char- rimental effect on tool life and surface qual- acteristics; several are well suited to multi- ity. Constituents that are insoluble but soft B pie-operation machining. A thorough and nonabrasive are beneficial because they e,,{' , understanding of tool designs and machin- assist in chip breakage; such constituents s,~ ,.t ing practices is essential for full utilization are purposely added in formulating high- of the free-machining qualities of aluminum strength free-cutting alloys for processing in alloys. high-speed automatic bar and chucking ma- Strain-hardenable alloys (including chines. " ~ ~p /"~ commercially pure aluminum) contain no In general, the softer ailoys~and, to a alloying elements that would render them lesser extent, some of the harder al- c • o c hardenable by solution heat treatment and ,p loys--are likely to form a built-up edge on precipitation, but they can be strengthened the cutting lip of the tool. -

Semi-Solid Slurry Formation Via Liquid Metal
SEMI-SOLID SLURRY FORMATION VIA LIQUID METAL MIXING A Thesis Submitted to the Faculty of the WORCESTER POLYTECHNIC INSTITUTE in partial fulfillment of the requirements for the Degree of Master of Science in Materials Science and Engineering July 2003 by Matthew M. Findon ________________________________________ APPROVED: Diran Apelian, Howmet Professor of Engineering, Advisor Richard D. Sisson, Jr., Professor of Mechanical Engineering, Materials Science and Engineering Program Head ii Abstract New, economical semi-solid metal (SSM) processes rely on forced convection during solidification to influence non-dendritic growth. The fundamental mechanisms that produce SSM microstructures in the presence of forced convection (due to fluid flow) are not fully understood. The objective of this work is to elucidate these mechanisms through the use of a new semi-solid slurry-making technique. Employing an apparatus developed at WPI, two alloy melts are mixed within a static reactor that induces convection and rapid cooling. Experiments carried out with this apparatus, named the “Continuous Rheoconversion Process” (CRP), result in globular semi-solid microstructures throughout a wide range of processing conditions. These conditions include the superheat in the melts before mixing, cooling rate of the slurry through the SSM range, and the presence or absence of inoculants in the melts. The results comprise repeatable sets of semi-solid microstructures having fine particle size and shape factors approaching unity. Even in the absence of melt inoculants, uniform distributions of α-Al particle sizes of about 60µm are attainable. Entrapped liquid is not present in the majority of the samples obtained with the CRP, and irregular particles that form in the process are of a limited distribution. -

BAND SAW BLADES Welcome to ARNTZ Your Cutting Expert for the Entire World of Metals
2021 Edition FactBook BAND SAW BLADES Welcome to ARNTZ Your cutting expert for the entire world of metals. 225 years of manufacturing, 225 years of tools, 225 years of passion: We are proudly looking back on a long tradition while facing the future with excitement. Complex materials are opening up new markets and alloys are developing along with higher requirements of their products behind. This requires new and innovative cutting solutions. Our specialists are being challenged with the demands of many different markets – daily. We are familiar with the materials and their cross sections – over all industries and down to the detail. Our operational structures allow us to quickly and indivi- dually address the individual need of our customers and develop optimal solutions close to you. We will assist you from the first question up to fine-tuning. Even at your site if required. Saw blades from ARNTZ are high-performance tools – economical, precise and perfectly matched to the relevant application. Our actions are guided by our high quality standards and our passion for what we do. We deliver sawing technology „Made in Germany“ that you can depend on worldwide – promised ! Innovative cutting technology. Optimized operating processes and certified quality Our experienced service technicians provide in-depth expert controls are the foundation of ARNTZ’s high-end saw knowledge that has been adapted to fit your exact require- blades. Every single step in the production process goes ments. Alongside telephone assistance and on-site support, through our multilayered control system to guarantee we also offer training modules targeted to your require- our quality standards. -

TD10093 CNC Drag Knife 03
File name: TD10093_CNC_Drag_Knife_0312A Rev: 0312A Date: 3/28/2012 Product Identification: CNC Drag Knife The CNC Drag Knife uses a carbide knife to cut through thin materials like adhesive-backed sign vinyl, cardboard, paper, plastic, and metal sheet. The knife swivels and rotates freely on two ball bearings, cutting as the CNC mill drags it around the design profile. It fits any ¼ inch toolholder or collet. The CNC Drag Knife comes fully assembled with one 45 degree blade. The 45 degree blade CNC Drag Knife is ideal for cutting sign vinyl. A 60 degree blade is also available and is recommended for other materials. Both the 45 degree and 60 degree blades may be ordered as replacement parts using the part numbers below: Product Name Tormach Part Number CNC Drag Knife 32440 60 Degree Replacement Blade 32441 45 Degree Replacement Blade 32442 The CNC Drag Knife is composed of a 0.250 inch diameter brass housing that holds the following components: carbide knife blade with internal (floating head) ball bearing, external ball bearing, steel spacer, spring, set screw. A hex wrench is included with the CNC Drag Knife kit and used to set spring preload to adjust knife pressure and cut depth. Page: 1 of 8 – TD10093_CNC_Drag_Knife_0312A 204 Moravian Valley Rd, Suite N, Waunakee, WI 53597 – phone 608.849.8381 – fax 209.885.4534 www.tormach.com – © 2012 Tormach LLC® – Specifications are subject to change without notice CAUTION: Before using the CNC Drag Knife, verify the CNC mills spindle is turned off and/or the spindle speed is set to 0 RPM. -

Woodworking Glossary, a Comprehensive List of Woodworking Terms and Their Definitions That Will Help You Understand More About Woodworking
Welcome to the Woodworking Glossary, a comprehensive list of woodworking terms and their definitions that will help you understand more about woodworking. Each word has a complete definition, and several have links to other pages that further explain the term. Enjoy. Woodworking Glossary A | B | C | D | E | F | G | H | I | J | K | L | M | N | O | P | Q | R | S | T | U | V | W | X | Y | Z | #'s | A | A-Frame This is a common and strong building and construction shape where you place two side pieces in the orientation of the legs of a letter "A" shape, and then cross brace the middle. This is useful on project ends, and bases where strength is needed. Abrasive Abrasive is a term use to describe sandpaper typically. This is a material that grinds or abrades material, most commonly wood, to change the surface texture. Using Abrasive papers means using sandpaper in most cases, and you can use it on wood, or on a finish in between coats or for leveling. Absolute Humidity The absolute humidity of the air is a measurement of the amount of water that is in the air. This is without regard to the temperature, and is a measure of how much water vapor is being held in the surrounding air. Acetone Acetone is a solvent that you can use to clean parts, or remove grease. Acetone is useful for removing and cutting grease on a wooden bench top that has become contaminated with oil. Across the Grain When looking at the grain of a piece of wood, if you were to scratch the piece perpendicular to the direction of the grain, this would be an across the grain scratch.