A Self-Aligned Gate Definition Process with Submicron Gaps
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Designing a Nanoelectronic Circuit to Control a Millimeter-Scale Walking Robot
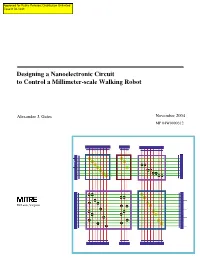
Designing a Nanoelectronic Circuit to Control a Millimeter-scale Walking Robot Alexander J. Gates November 2004 MP 04W0000312 McLean, Virginia Designing a Nanoelectronic Circuit to Control a Millimeter-scale Walking Robot Alexander J. Gates November 2004 MP 04W0000312 MITRE Nanosystems Group e-mail: [email protected] WWW: http://www.mitre.org/tech/nanotech Sponsor MITRE MSR Program Project No. 51MSR89G Dept. W809 Approved for public release; distribution unlimited. Copyright © 2004 by The MITRE Corporation. All rights reserved. Gates, Alexander Abstract A novel nanoelectronic digital logic circuit was designed to control a millimeter-scale walking robot using a nanowire circuit architecture. This nanoelectronic circuit has a number of benefits, including extremely small size and relatively low power consumption. These make it ideal for controlling microelectromechnical systems (MEMS), such as a millirobot. Simulations were performed using a SPICE circuit simulator, and unique device models were constructed in this research to assess the function and integrity of the nanoelectronic circuit’s output. It was determined that the output signals predicted for the nanocircuit by these simulations meet the requirements of the design, although there was a minor signal stability issue. A proposal is made to ameliorate this potential problem. Based on this proposal and the results of the simulations, the nanoelectronic circuit designed in this research could be used to begin to address the broader issue of further miniaturizing circuit-micromachine systems. i Gates, Alexander I. Introduction The purpose of this paper is to describe the novel nanoelectronic digital logic circuit shown in Figure 1, which has been designed by this author to control a millimeter-scale walking robot. -

Advanced MOSFET Structures and Processes for Sub-7 Nm CMOS Technologies
Advanced MOSFET Structures and Processes for Sub-7 nm CMOS Technologies By Peng Zheng A dissertation submitted in partial satisfaction of the requirements for the degree of Doctor of Philosophy in Engineering - Electrical Engineering and Computer Sciences in the Graduate Division of the University of California, Berkeley Committee in charge: Professor Tsu-Jae King Liu, Chair Professor Laura Waller Professor Costas J. Spanos Professor Junqiao Wu Spring 2016 © Copyright 2016 Peng Zheng All rights reserved Abstract Advanced MOSFET Structures and Processes for Sub-7 nm CMOS Technologies by Peng Zheng Doctor of Philosophy in Engineering - Electrical Engineering and Computer Sciences University of California, Berkeley Professor Tsu-Jae King Liu, Chair The remarkable proliferation of information and communication technology (ICT) – which has had dramatic economic and social impact in our society – has been enabled by the steady advancement of integrated circuit (IC) technology following Moore’s Law, which states that the number of components (transistors) on an IC “chip” doubles every two years. Increasing the number of transistors on a chip provides for lower manufacturing cost per component and improved system performance. The virtuous cycle of IC technology advancement (higher transistor density lower cost / better performance semiconductor market growth technology advancement higher transistor density etc.) has been sustained for 50 years. Semiconductor industry experts predict that the pace of increasing transistor density will slow down dramatically in the sub-20 nm (minimum half-pitch) regime. Innovations in transistor design and fabrication processes are needed to address this issue. The FinFET structure has been widely adopted at the 14/16 nm generation of CMOS technology. -

Outline MOS Gate Dielectrics Incorporation of N Or F at the Si/Sio
MOS Gate Dielectrics Outline •Scaling issues •Technology •Reliability of SiO2 •Nitrided SiO2 •High k dielectrics araswat tanford University 42 EE311 / Gate Dielectric Incorporation of N or F at the Si/SiO2 Interface Incorporating nitrogen or fluorine instead of hydrogen strengthens the Si/SiO2 interface and increases the gate dielectric lifetime because Si-F and Si-N bonds are stronger than Si-H bonds. Nitroxides – Nitridation of SiO2 by NH3 , N2O, NO Poly-Si Gate – Growth in N2O – Improvement in reliability – Barrier to dopant penetration from poly-Si gate Oxide N or F – Marginal increase in K – Used extensively Si substrate Fluorination – Fluorination of SiO2 by F ion implantation – Improvement in reliability – Increases B penetration from P+ poly-Si gate – Reduces K – Not used intentionally – Can occur during processing (WF6 , BF2) araswat tanford University 43 EE311 / Gate Dielectric 1 Nitridation of SiO2 in NH3 H • Oxidation in O2 to grow SiO2. • RTP anneal in NH3 maximize N at the interface and minimize bulk incorporation. • Reoxidation in O2 remove excess nitrogen from the outer surface • Anneal in Ar remove excess hydrogen from the bulk • Process too complex araswat tanford University 44 EE311 / Gate Dielectric Nitridation in N2O or NO Profile of N in SiO2 Stress-time dependence of gm degradation of a NMOS SiO2 Ref. Bhat et.al IEEE IEDM 1994 (Ref: Ahn, et.al., IEEE Electron Dev. Lett. Feb. 1992) •The problem of H can be circumvented by replacing NH3 by N2O or NO araswat tanford University 45 EE311 / Gate Dielectric 2 Oxidation of Si in N2O N2O → N2 + O N2O + O → 2NO Ref: Okada, et.al., Appl. -

Gate Oxide Reliability: Physical and Computational Models
Gate Oxide Reliability: Physical and Computational Models Andrea Ghetti 1 Introduction Since its birth, the microelectronics industry has been characterized by the continuous struggle to find new technological processes that allow the re- duction of the physical dimensions of the devices integrated in a single chip of silicon. As matter of fact, since the invention of the first integrated cir- cuit (IC) the number of single devices per chip has kept doubling every 18 months, that corresponds to a steady exponential growth over the last 30 years. Such shrinking process is driven by the fact that smaller device op- erate at higher speeds and allow the integration of more and more complex circuits of the same area of silicon making each single function less and less expensive. However, the operating voltage does not scale with the same pace, hence the electric fields inside the devices keep increasing. This leads to a degradation of the device performance over time even during normal oper- ation. Therefore, it is necessary to guarantee that microelectronics product performance remains within the customer’s specifications for a determined period of time. This is the concept of reliability. The large majority of the microelectronics products are bases on the Metal-Oxide-Semiconductor (MOS) transistor that is schematically shown in Fig. 1. Two heavily doped regions are formed in a semiconductor sub- strate to make the source and drain extensions. The gate electrode is built between source and drain over an insulator layer of silicon dioxide (or sim- ply ”oxide”), and controls the conduction between source and drain through the electric field across the oxide. -
Microelectronic Device Fabrication I Physics 445/545 Integration
Microelectronic Device Fabrication I (Basic Chemistry and Physics of Semiconductor Device Fabrication) Physics 445/545 Integration Seminar Dec. 1 & 3, 2014 Chip Fabrication • From bare Si wafers to fully functional IC’s requires a complicated series of processing steps. • Cleanliness regimen must be rigorous. Jack Kilby inspecting a 300 mm wafer (courtesy TI) Moore’s Law The IC was invented independently in 1959 by Jack Kilby at TI and Robert Noyce at Fairchild (later one of the founders of Intel). In 1965, Intel co-founder Gordon Moore saw the future. His prediction, now popularly known as Moore’s Law, states that the number of transistors on a chip doubles about every two years. Gordon Moore’s original graph from 1965 Today, Intel leads the industry with: • A worldwide silicon fab. Advanced technologies, such as “tri-gate” for improved performance, in production today • Research into new technologies that will enable Intel to continue the 2- year cycle of Moore’s Law for the foreseeable future (courtesy: Intel Corp.) Challenge to Moore’s Law 45 40 35 Gate Delay 30 Interconnect Delay (Al/SiO2) 25 Interconnect Delay (Cu/Low k) 20 Delay (ps) Delay Sum of Delays (Al/SiO2) 15 Sum of Delays 10 (Cu/Low k) 5 0 650 500 350 250 180 130 100 Generation (nm) SIA Technology Roadmap SIA Technology Roadmap-update SIA Technology Roadmap “Acceleration” “More than Moore” Speculative Future Technologies Long range roadmap for logic CMOS transistor research Photolithography Photolithography: • Simple photo-transfer technique quite similar in many respects to ordinary black and white photography. • The master image or pattern resides on a “mask” or “reticule” that consists of a plate of quartz glass initially coated on one side by a thin layer of metallic chromium. -

Overview of Nanoelectronic Devices
Overview of Nanoelectronic Devices David Goldhaber-Gordon MP97W0000136 Michael S. Montemerlo April 1997 J. Christopher Love Gregory J. Opiteck James C. Ellenbogen Published in The Proceedings of the IEEE, April 1997 That issue is dedicated to Nanoelectronics. Overview of Nanoelectronic Devices MP 97W0000136 April 1997 David Goldhaber-Gordon Michael S. Montemerlo J. Christopher Love Gregory J. Opiteck James C. Ellenbogen Sponsor MITRE MSR Program Project No. 51CCG89G Dept. W062 Approved for public release; distribution unlimited. Copyright © 1997 by The MITRE Corporation. All rights reserved. TABLE OF CONTENTS I Introduction 1 II Microelectronic Transistors: Structure, Operation, Obstacles to Miniaturization 2 A Structure and Operation of a MOSFET.................................. 2 B Obstacles to Further Miniaturization of FETs........................ 2 III Solid-State Quantum-Effect And Single-Electron Nanoelectronic Devices 4 A Island, Potential Wells, and Quatum Effects......................... 5 B Resonant Tunneling Devices................................................. 5 C Distinctions Among Types of Devices: Other Energetic Effects......................................................... 9 D Taxonomy of Nanoelectronic Devices.................................. 12 E Drawbacks and Obstacles to Solid-State Nanoelectronic Devices......................................................... 13 IV Molecular Electronics 14 A Molecular Electronic Switching Devices.............................. 14 B Brief Background on Molecular Electronics........................ -

Effect of Oxide Layer in Metal-Oxide-Semiconductor Systems
MATEC Web of Conferences 67, 06103 (2016) DOI: 10.1051/matecconf/20166706103 SMAE 2016 Effect of Oxide Layer in Metal-Oxide-Semiconductor Systems Jung-Chuan Fan1,a and Shih-Fong Lee1,b 1Department of Electrical Engineering, Da-Yeh University, Changhua, Taiwan 51591 [email protected], [email protected] Abstract. In this work, we investigate the electrical properties of oxide layer in the metal-oxide semiconductor field effect transistor (MOSFET). The thickness of oxide layer is proportional to square root of oxidation time. The feature of oxide layer thickness on the growth time is consistent with the Deal-Grove model effect. From the current-voltage measurement, it is found that the threshold voltages (Vt) for MOSFETs with different oxide layer thicknesses are proportional to the square root of the gate-source voltages (Vgs). It is also noted that threshold voltage of MOSFET increases with the thickness of oxide layer. It indicates that the bulk effect of oxide dominates in this MOSFET structure. 1. Introduction After the discovery of MOSFET, the oxide layer was an important electrical insulator in the metal-oxide-semiconductor system. A special effect of oxide layer in a small scale device is not avoiding the problems of chemical and physical properties. Reducing the oxide layer thickness will lead to problems of tunneling leakage current through the source/drain and substrate. [1,2] Defect may also occur in thin oxide film. The gate oxide leakage is observed in MOSFET systems. This can be attributed to tunneling assisted by the traps in the interface between oxides and semiconductor.[3-5] In this defect situation, it depicts the relationship between the threshold voltage and the gate oxide thickness of MOSFET. -

Nano-Electro-Mechanical (NEM) Relay Devices and Technology for Ultra-Low Energy Digital Integrated Circuits
Nano-Electro-Mechanical (NEM) Relay Devices and Technology for Ultra-Low Energy Digital Integrated Circuits by Rhesa Nathanael A dissertation submitted in partial satisfaction of the requirements for the degree of Doctor of Philosophy in Engineering – Electrical Engineering and Computer Sciences and the Designated Emphasis in Nanoscale Science and Engineering in the Graduate Division of the University of California, Berkeley Committee in charge: Professor Tsu-Jae King Liu, Chair Professor Elad Alon Professor Ronald Gronsky Fall 2012 Nano-Electro-Mechanical (NEM) Relay Devices and Technology for Ultra-Low Energy Digital Integrated Circuits Copyright © 2012 by Rhesa Nathanael Abstract Nano-Electro-Mechanical (NEM) Relay Devices and Technology for Ultra-Low Energy Digital Integrated Circuits by Rhesa Nathanael Doctor of Philosophy in Engineering – Electrical Engineering and Computer Sciences Designated Emphasis in Nanoscale Science and Engineering University of California, Berkeley Professor Tsu-Jae King Liu, Chair Complementary-Metal-Oxide-Semiconductor (CMOS) technology scaling has brought about an integrated circuits (IC) revolution over the past 40+ years, due to dramatic increases in IC functionality and performance, concomitant with reductions in cost per function. In the last decade, increasing power density has emerged to be the primary barrier to continued rapid advancement in IC technology, fundamentally due to non-zero transistor off-state leakage. While innovations in materials, transistor structures, and circuit/system architecture have enabled the semiconductor industry to continue to push the boundaries, a fundamental lower limit in energy per operation will eventually be reached. A more ideal switching device with zero off-state leakage becomes necessary. This dissertation proposes a solution to the CMOS power crisis via mechanical computing. -
Electrical Characterisation of III-V Nanowire Mosfets
Electrical Characterisation of III-V Nanowire MOSFETs Hellenbrand, Markus 2020 Document Version: Publisher's PDF, also known as Version of record Link to publication Citation for published version (APA): Hellenbrand, M. (2020). Electrical Characterisation of III-V Nanowire MOSFETs. Department of Electrical and Information Technology, Lund University. Total number of authors: 1 General rights Unless other specific re-use rights are stated the following general rights apply: Copyright and moral rights for the publications made accessible in the public portal are retained by the authors and/or other copyright owners and it is a condition of accessing publications that users recognise and abide by the legal requirements associated with these rights. • Users may download and print one copy of any publication from the public portal for the purpose of private study or research. • You may not further distribute the material or use it for any profit-making activity or commercial gain • You may freely distribute the URL identifying the publication in the public portal Read more about Creative commons licenses: https://creativecommons.org/licenses/ Take down policy If you believe that this document breaches copyright please contact us providing details, and we will remove access to the work immediately and investigate your claim. LUND UNIVERSITY PO Box 117 221 00 Lund +46 46-222 00 00 Electrical Characterisation of III-V Nanowire MOSFETs MARKUS HELLENBRAND DEPARTMENT OF ELECTRICAL AND INFORMATION TECHNOLOGY | FACULTY OF ENGINEERING | LTH | LUND UNIVERSITY Electrical Characterisation of III-V Nanowire MOSFETs Doctoral Thesis Markus Hellenbrand Department of Electrical and Information Technology Lund, May 2020 Academic thesis for the degree of Doctor of Philosophy, which, by due permission of the Faculty of Engi- neering at Lund University, will be publicly defended on Friday, 12 June, 2020, at 9:15 a.m. -

Self-Aligned-Gate Gallium Oxide Metal-Oxide-Semiconductor Transistors
78 Technology focus: Gallium oxide Self-aligned-gate gallium oxide metal-oxide-semiconductor transistors Researchers see such a process as being ‘essential’ for future devices with high performance and ultra-low power losses. esearchers based in the USA and Germany bandgap (~4.8eV). The related high estimated critical claim the first demonstration of self-aligned gate field (~8MV/cm) is some 2–3x higher than for R(SAG) β-polytype gallium oxide (β-Ga2O3) wide-bandgap materials such as gallium nitride or metal-oxide-semiconductor field-effect transistors silicon carbide. (MOSFETs) [Kyle J. Liddy et al, Appl. Phys. Express, vol12, p126501, 2019]. The researchers at KBR Inc and the Air Force Research Labora- tory in the USA and Leibniz-Institut für Kristallzüchtung (IKZ) in Germany used a refrac- tory metal gate-first design with silicon (Si) ion-implantation to eliminate source access resistance, giving some of the highest trans- conductance values reported so far for β-Ga2O3 MOSFETs. The US part of the team was sited at the Wright–Patterson Air-Force Base, Ohio. The researchers see such a SAG process as being “essential for future β-Ga2O3 device engineering to achieve high-performance, ultra-low-power-loss devices”. It is only recently that β-Ga2O3 has been seri- ously considered as a Figure 1. (a) Schematic of SAG β-Ga2O3 MOSFET, (b) top-down scanning electron semiconductor material microscope image of representative 2x50µm SAG MOSFET with dashed line indicating for use in high-efficiency cross-sectioned region, (c) transmission electron microscope (TEM) image of gated power applications, region, and high-resolution TEM images of (d) W gate electrode, gate oxide and based on its ultra-wide β-Ga2O3 substrate, and (e) gate oxide and implanted β-Ga2O3 channel. -

The Field Effect Transistor
The Field Effect Transistor 1. Introduction The Field Effect Transistor (FET) has a long story from concept to the first physical implementation. The idea of a field effect transistor was first presented and patented in 1926 by the physicist Julius Edgar Lilienfeld. In 1935, the electrical engineer and inventor Oskar Heil described the possibility of controlling the resistance in a semiconducting material with an electric field in a British patent. A team from Bell Labs formed by John Bardeen and Walter Houser Brattain under the supervision of William Shockley observed and described the transistor effect in 1947. Their trying to build a working FET was unsuccessful, but they accidentally discovered the point-contact transistor. This epochal invention was followed by Shockley’s bipolar junction transistor (BJT) in 1948. In 1945, Heinrich Welker patented for the first time a Junction Field Effect Transistor (JFET). A Japanese team formed by Y. Watanabe and professor Jun-Ichi Nishizawa of Tohoku University patented the Static Induction Transistor (SIT) in 1950. The device controlled current flow by means of the static induction or electrostatic field surrounding two opposed gates (it was conceived as a solid-state analog of the vacuum-tube triode, and the first SIT’s were produced in 1970 by several Japanese companies). In 1952 William Shockley presented theoretical aspects regarding the JFET structure and its operation. Then, the first JFET was produced as a practical device by George Clement Dacey and Ian Munro Ross from Bell Labs in 1953, under the supervision of William Shockley. In 1959, Mohamed M. Atalla and Dawon Kahng from Bell Labs invented the Metal Oxide Semiconductor Field Effect Transistor (MOSFET). -

Nanoelectronics, Nanophotonics, and Nanomagnetics Report of the National Nanotechnology Initiative Workshop February 11–13, 2004, Arlington, VA
National Science and Technology Council Committee on Technology Nanoelectronics, Subcommittee on Nanoscale Science, Nanophotonics, and Nanomagnetics Engineering, and Technology National Nanotechnology Report of the National Nanotechnology Initiative Workshop Coordination Office February 11–13, 2004 4201 Wilson Blvd. Stafford II, Rm. 405 Arlington, VA 22230 703-292-8626 phone 703-292-9312 fax www.nano.gov About the Nanoscale Science, Engineering, and Technology Subcommittee The Nanoscale Science, Engineering, and Technology (NSET) Subcommittee is the interagency body responsible for coordinating, planning, implementing, and reviewing the National Nanotechnology Initiative (NNI). The NSET is a subcommittee of the Committee on Technology of the National Science and Technology Council (NSTC), which is one of the principal means by which the President coordinates science and technology policies across the Federal Government. The National Nanotechnology Coordination Office (NNCO) provides technical and administrative support to the NSET Subcommittee and supports the subcommittee in the preparation of multi- agency planning, budget, and assessment documents, including this report. For more information on NSET, see http://www.nano.gov/html/about/nsetmembers.html . For more information on NSTC, see http://www.ostp.gov/cs/nstc . For more information on NNI, NSET and NNCO, see http://www.nano.gov . About this document This document is the report of a workshop held under the auspices of the NSET Subcommittee on February 11–13, 2004, in Arlington, Virginia. The primary purpose of the workshop was to examine trends and opportunities in nanoscale science and engineering as applied to electronic, photonic, and magnetic technologies. About the cover Cover design by Affordable Creative Services, Inc., Kathy Tresnak of Koncept, Inc., and NNCO staff.