Analysis of Flammability and Smoke Emission of Rigid Polyurethane
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Mitsubishi Chemical Sustainability Report 2018
Plant-Derived, Biodegradable Plastic BioPBS™ Relevant SDG SDG 12: Ensure sustainable consumption and production patterns Striving toward Sustainable Production We are now facing such global-scale risks as accelerating climate change, the depletion of natural resources, disparities in water resource distribution, expanding and graying populations, and food and agricultural issues. Given this critical situation, as a chemical company, we believe it is our mission to realize, through innovation, the efficient use of natural resources and energy, the utilization of renewable resources, and the reduction of environmental burden and to thereby enhance environmental and social sustainability. Initiatives to replace non-renewable petroleum with renewable biomass as the raw material for plastic produc- tion are helping to more efficiently use resources and greatly contribute to ensuring sustainable production, part of one of the SDGs. At the same time, making plastics biodegradable while retaining their useful proper- ties makes it easier for them to break down in the environment, helping to reduce environmental burden. With BioPBS™, a renewably sourced and biodegradable product, Mitsubishi Chemical (MCC) has developed a plastic that offers both of these unrelated attributes. Features of BioPBS™ Polybutylene succinate (PBS) is an aliphatic polyester resin made from succinic acid and 1,4-butanediol, two raw ingredients typically manufactured from petroleum. In contrast, BioPBS™ is made with succinic acid derived from plant materials, a renewable resource. Its excellent biodegradability at low temperatures—ulti- mately breaking down into water and CO2—sets it apart from other biodegradable plastics like polylactic acid (PLA) and polybutylene adipate terephthalate (PBAT). BioPBS™ also boasts such outstanding qualities as low-temperature heat sealability, compatibility with other materials, heat resistance and flexibility. -

Bio-Based and Biodegradable Plastics – Facts and Figures Focus on Food Packaging in the Netherlands
Bio-based and biodegradable plastics – Facts and Figures Focus on food packaging in the Netherlands Martien van den Oever, Karin Molenveld, Maarten van der Zee, Harriëtte Bos Rapport nr. 1722 Bio-based and biodegradable plastics - Facts and Figures Focus on food packaging in the Netherlands Martien van den Oever, Karin Molenveld, Maarten van der Zee, Harriëtte Bos Report 1722 Colophon Title Bio-based and biodegradable plastics - Facts and Figures Author(s) Martien van den Oever, Karin Molenveld, Maarten van der Zee, Harriëtte Bos Number Wageningen Food & Biobased Research number 1722 ISBN-number 978-94-6343-121-7 DOI http://dx.doi.org/10.18174/408350 Date of publication April 2017 Version Concept Confidentiality No/yes+date of expiration OPD code OPD code Approved by Christiaan Bolck Review Intern Name reviewer Christaan Bolck Sponsor RVO.nl + Dutch Ministry of Economic Affairs Client RVO.nl + Dutch Ministry of Economic Affairs Wageningen Food & Biobased Research P.O. Box 17 NL-6700 AA Wageningen Tel: +31 (0)317 480 084 E-mail: [email protected] Internet: www.wur.nl/foodandbiobased-research © Wageningen Food & Biobased Research, institute within the legal entity Stichting Wageningen Research All rights reserved. No part of this publication may be reproduced, stored in a retrieval system of any nature, or transmitted, in any form or by any means, electronic, mechanical, photocopying, recording or otherwise, without the prior permission of the publisher. The publisher does not accept any liability for inaccuracies in this report. 2 © Wageningen Food & Biobased Research, institute within the legal entity Stichting Wageningen Research Preface For over 25 years Wageningen Food & Biobased Research (WFBR) is involved in research and development of bio-based materials and products. -

A Glimpse of Biodegradable Polymers and Their Biomedical Applications
Spec. Matrices 2019; 7:1–19 Research Article Open Access Kazumasa Nomura* and Paul Terwilliger e-Polymers 2019; 19: 385–410 Self-dual Leonard pairs Review Article Open Access https://doi.org/10.1515/spma-2019-0001 Received May 8, 2018; accepted September 22, 2018 Tejas V. Shah and Dilip V. Vasava* Abstract: Let F denote a eld and let V denote a vector space over F with nite positive dimension. Consider A glimpse of biodegradablea pair A, A∗ of diagonalizable polymersF-linear maps and on V ,their each of which acts on an eigenbasis for the other one in an irreducible tridiagonal fashion. Such a pair is called a Leonard pair. We consider the self-dual case in which biomedical applicationsthere exists an automorphism of the endomorphism algebra of V that swaps A and A∗. Such an automorphism is unique, and called the duality A A∗. In the present paper we give a comprehensive description of this ↔ https://doi.org/10.1515/epoly-2019-0041 duality. In particular,NIPAM we - displayN-isopropylacrylamide an invertible F-linear map T on V such that the map X TXT− is the duality Received December 04, 2018; accepted March 29, 2019. → A A∗. We expressDEAMT -as N, a N-diethyl polynomial acrylamide in A and A∗. We describe how T acts on ags, decompositions, ↔ NVC - N-vinylcaprolactam Abstract: Over the past two decades, biodegradableand 24 bases for V. MVE - Methyl vinyl ether polymers (BPs) have been widely used in biomedical Keywords: LeonardPEO pair,- poly(ethylene tridiagonal matrix, oxide) self-dual applications such as drug carrier, gene delivery, tissue PPO - poly(propylene oxide) engineering, diagnosis, medical devices, and antibac- Classication: 17B37,15A21AAc - Acrylic acid terial/antifouling biomaterials. -

Performance Materials Solutions for the Polymer Industry Table of Contents Improving Well-Being by Offering the Best of Nature
PERFORMANCE MATERIALS SOLUTIONS FOR THE POLYMER INDUSTRY TABLE OF CONTENTS IMPROVING WELL-BEING BY OFFERING THE BEST OF NATURE Roquette is a global leader in plant-based ingredients, Roquette provides high performing, innovative and a pioneer of plant proteins and a leading provider of sustainable plant-based solutions for industrial pharmaceutical excipients. applications. In collaboration with its customers and partners, the group addresses current and future societal challenges by unlocking the potential of nature to offer the best ingredients for food, nutrition and health markets. These ingredients respond to unique and essential needs, enable healthier lifestyles and are critical components of life-saving medicines. Thanks to a constant drive for innovation and a long- term vision, the group is committed to improving the well-being of millions of people all over the world while taking care of resources and territories. Roquette currently operates in over 100 countries, has a turnover of around 3.7 billion euros and employs 8,670 people worldwide. Roquette is a monomer producer from 100% biomass feedstock to serve brand owners and consumers. ROQUETTE GROUP KEY FIGURES 100+countries served 5000+customers years85 of industrial 8670employees by ONE Global and operational Commercial Network excellence 45+nationalities industrial25 sites patents40 / year €3.7bn turnover 300+R&D workforce PRODUCTION EXPERTISE STARCH PRODUCTION SCHEME Native starch Drying STARCH = o po r f lyme ts glu ni Modification cose u Hydrolysis Enzymes Modified starch -
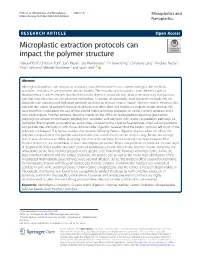
Microplastic Extraction Protocols Can Impact the Polymer Structure
Pfohl et al. Microplastics and Nanoplastics (2021) 1:8 Microplastics and https://doi.org/10.1186/s43591-021-00009-9 Nanoplastics RESEARCH ARTICLE Open Access Microplastic extraction protocols can impact the polymer structure Patrizia Pfohl1, Christian Roth1, Lars Meyer1, Ute Heinemeyer1, Till Gruendling1, Christiane Lang1, Nikolaus Nestle1, Thilo Hofmann2, Wendel Wohlleben1 and Sarah Jessl1,3* Abstract Although microplastics are ubiquitous in today’s natural environments, our understanding of the materials, quantities, and particle sizes involved remains limited. The recovery of microplastics from different types of environmental matrices requires standardized matrix digestion protocols that allow inter-laboratory comparisons and that have no effect on the polymers themselves. A number of commonly used digestion methods rely on oxidation with concentrated hydrogen peroxide solutions to remove organic matter from the matrix. However, this can alter the nature of polymers through hydrolysis and often does not lead to a complete matrix removal. We have therefore investigated the use of two altered matrix digestion protocols, an acidic (Fenton) protocol and a new alkaline (Basic Piranha) protocol, focusing mainly on the effect on biodegradable polymers (polylactide, polybutylene adipate terephthalate, polybutylene succinate) and polymers with known degradation pathways via hydrolysis (thermoplastic polyurethanes, polyamide). Comparing the initial surface textures, chemical compositions, and particle size distributions with those obtained after -

Print This Article
PEER-REVIEWED ARTICLE bioresources.com Mimusops elengi Seed Shell Powder as a New Bio-Filler for Polypropylene-based Bio-Composites Mathialagan Muniyadi,a,* Tiffany Yit Siew Ng,a Yamuna Munusamy,a and Zhong Xian Ooi b Mimusops elengi seed shell powder (MESSP) was introduced as a new bio-filler in polypropylene (PP). The MESSP was characterized using a particle size analyzer, scanning electron microscopy (SEM), Fourier transform infrared spectroscopy, and a thermogravimetric analyzer. MESSP was successfully melt mixed with polypropylene to produce bio- composite at various MESSP loading. The processability and properties of the bio-composites were characterized by using processing torques, differential scanning calorimetry, tensile test, water absorption, and SEM. The processability of PP was not affected by the addition of MESSP, which was revealed from the minimum changes in the processing torques, melting temperature, crystallization temperature, and degree of crystallinity. The tensile strength and elastic modulus of the bio- composites were improved with an addition of MESSP of up to 10 wt.%. However, the elongation at break and resistance to water absorption decreased slightly with increased MESSP loading. Morphological observations revealed that the MESSP showed good dispersion and adhesion in the PP matrix of up to 5 wt.% MESSP. Above 5 wt.% MESSP, agglomerates formed, which influenced the physical- mechanical properties of the PP and MESSP bio-composites. Results indicated that PP/MESSP composites can be used to replace PP in -

Flavor Scalping of a Bio-Based Polymer Predicted by HSP Sander Van Loon – Dec 13, 2018 TAGS: Science-Based Formulation Bio-Based Solutions
https://polymer-additives.specialchem.com/tech-library/article/flavor-scalping-of-a-biobased- polymer-predicted-by-hsp Article Flavor Scalping of a Bio-based Polymer Predicted by HSP Sander van Loon – Dec 13, 2018 TAGS: Science-based Formulation Bio-based Solutions Packing continues to be one of the biggest markets for plastics. But, there are growing environmental concerns due to the origin of petrochemicals and long life-cycles of plastics. Though recycling has become much more widespread, roadblocks still remain. This has caused the industry & the scientific community to search for alternatives. One such route is via bio-based polymers. The European Standard EN 16575:2014 ‘Bio-based products – Vocabulary’ defines the term bio- based product refers to products wholly or partly derived from biomass, such as plants, trees or animals (the biomass can have undergone physical, chemical or biological treatment). The key to successful implementation of bio-based polymers to replace traditional polymers is to know as much as possible about the material before starting processing. To do this quickly, instead of trial-and-error testing, you can use Hansen Solubility Parameters (HSP). With HSP, you can quickly: • Characterize new materials • Predict practical solutions for the solubility and compatibility of new materials Hansen Solubility Space https://polymer-additives.specialchem.com/tech-library/article/flavor-scalping-of-a-biobased- polymer-predicted-by-hsp To understand how to apply this in practice, let’s take 2 such bio-based polymers, which help address the environmental concerns in two different ways. 1. Bio-polybutylene succinate, and 2. Bio-polybutylene succinate adipate Bio-PBS and Bio-PBSA are bio-based polymers from PTTMC. -

1. Date February 3, 2016 2. Name of Applicant/Notifier PTT MCC
Environmental Assessment for Food Contact Notification FCN 1643 http://www.fda.gov/Food/IngredientsPackagingLabeling/EnvironmentalDecisions/default.htm 1. Date February 3, 2016 2. Name of Applicant/Notifier PTT MCC Biochem Company Limited 3. Address All communications on this matter are to be sent in care of Counsel for Notifier, Pamela L. Langhorn, Keller and Heckman LLP, 1001 G Street, NW, Suite 500 West, Washington, DC 20001. Telephone: (202) 434-4291. 4. Description of the Proposed Action The action requested in this Food Contact Notification (FCN) is clearance for the food contact substance (FCS), polybutylene succinate adipate cross-linked with malic acid, for use as a polymer in the manufacture of food-contact articles in contact with all foods, except alcoholic foods, under Conditions of Use C (“Hot filled or pasteurized above 150oF”) through G (“Frozen storage (no thermal treatment in the container)”). Uses of the FCS include films, coatings, molded articles, and thermoformed articles. Examples of food packaging materials that may be prepared from the FCS include stand-alone films used as food wraps, coatings on paper and paperboard, laminate seals for flexible packaging, injection molded food-contact articles, and thermoformed food-contact articles such as food trays. The FCS is a soft and flexible polymer that provides greater adhesion strength compared to current polymers in the market place. In paper and paperboard specifically, the FCS is intended to provide a protective layer that prevents food from penetrating into the paper and paperboard structure, leading to soaking and reduced structural strength. The FCS will be used in single-use food-contact applications. -
Applicability of Analytical Tools, Test Methods and Models for Polymer Risk Assessment
Applicability of Analytical Tools, Test Methods and Models for Polymer Risk Assessment Technical Report No. 133-2 EUROPEAN CENTRE FOR ECOTOXICOLOGY AND TOXICOLOGY OF CHEMICALS Applicability of Analytical Tools, Test Methods and Models for Polymer Risk Assessment Technical Report No. 133-2 Version 1 - March 2020 DISCLAIMER: This Technical Report reflects current experience and knowledge and shall be adapted, amended and refined as new evidence on polymer risk assessment becomes available. Brussels, March 2020 ISSN-2079-1526-133-2 (online) Applicability of Analytical Tools, Test Methods and Models for Polymer Risk Assessment ECETOC Technical Report No. 133-2 © Copyright – ECETOC AISBL European Centre for Ecotoxicology and Toxicology of Chemicals Rue Belliard 40, B-1040 Brussels, Belgium. All rights reserved. No part of this publication may be reproduced, copied, stored in a retrieval system or transmitted in any form or by any means, electronic, mechanical, photocopying, recording or otherwise without the prior written permission of the copyright holder. Applications to reproduce, store, copy or translate should be made to the Secretary General. ECETOC welcomes such applications. Reference to the document, its title and summary may be copied or abstracted in data retrieval systems without subsequent reference. The content of this document has been prepared and reviewed by experts on behalf of ECETOC with all possible care and from the available scientific information. It is provided for information only. ECETOC cannot accept any responsibility -

Biopolymers, Facts and Statistics 2019 – 3 BIOPLASTICS 2 Process Routes Old Economy New Economy
Biopolymers facts and statistics 2019 Production capacities, processing routes, feedstock, land and water use 1 Introduction and background 3 1 Introduction and background 2 Process routes, feedstock, land and water use 5 The IfBB – Institute for Bioplastics and Biocomposites is a re Glossary 6 search institute within the Hochschule Hannover, University of 2.1 Bio-based polyesters 8 Applied Sciences and Arts. The IfBB was established in 2011 af 2.1.1 Polylactic acid (PLA) 8 ter more than a decade of on-going research activities in the field 2.1.2 Polyhydroxybutyrate (PHB) 10 of bioplastics to respond to the growing need for expert knowled ge in this area. With its practiceoriented research and its 2.1.3 Polybutylene succinate (PBS) 12 collaboration with industrial partners, the IfBB is able to shore 2.1.4 Polybutylene succinate adipate (PBSA) 15 up the market for bioplastics and, in addition, foster unbiased 2.1.5 Polytrimethylene terephthalate (PTT) 18 public awareness and understanding of the topic. 2.1.6 Polyethylene terephthalate (BioPET) 21 As an independent researchled expert institution for biopla 2.2 Bio-based polyolefins 24 stics, the IfBB is willing to share its expertise, research findings 2.2.1 Polyethylene (BioPE) 24 and data with any interested party via online and offline publi cations or at fairs and conferences. In carrying on these efforts, 2.3 Bio-based polyamides (Bio-PA) 26 substantial information regarding market trends, processes and 2.3.1 Homopolyamides 26 resource needs for bioplastics are being presented here in a 2.3.1.1 BioPA 6 26 concise format, in addition to the more detailed and compre hensive publica tion “Engineering Biopolymers”1. -

Biobased and Biodegradable Plastics
THE NORWEGIAN ENVIRONMENT AGENCY Bio-Based and Biodegradable Plastics An Assessment of the Value Chain for Bio- Based and Biodegradable Plastics in Norway Project report Prosjekt/ 1446 Rapportdato/ 30.november.2018 Project no: Report date: M-nummer: M-1206|2018 Distribusjon/ [Fyll inn] Miljødirektoratets Distribution: nummerserie Tittel/ Bio-Based and Biodegradable Title: Plastics Forfatter(e)/ Simon Hann Antall sider/ 61 Author(s): Rosy Scholes Number of pages: Rebecca Briedis Kathrine Kirkevaag Antall vedlegg/ [Fyll inn] Attachments: Oppdragsgiver/ Norwegian Environment Agency Kontaktperson/ Andreas Andersen Client: Contact person: Executive Summary: This report aims to give a description of the value chain for bio-based and biodegradable plastics on a global and national scale. Common bio-based and biodegradable materials based on their feedstock and traits: • Biobased and biodegradable: PLA, PHAs, starch blends incl. Mater-Bi, bio-PBS(A) • Fossil-based and biodegradable: PBAT, PBS(A), PCL, PVA • Bio-based and non-biodegradable: bio-PET, bio-PE, PEF, bio-PP, bio-PAs, PTT Raw materials come from forestry, agriculture, residues, bio-waste and other sources. Important bio- based feedstocks and the material types that can be produced using these feedstocks: • Sugarcane: PLA, PHAs, bio-PBS(A), bio-PET, bio-PE, PEF, bio-PP, bio-PAs, PTT • Sugarbeet: PLA, PHAs, bio-PBS(A), bio-PET, bio-PE, PEF, bio-PP, bio-PAs, PTT • Corn: PLA, PHAs, starch blends, bio-PBS(A), bio-PE, PEF, bio-PP, bio-PAs, PTT • Potato: PLA, PHAs, starch blends, bio-PBS(A), bio-PE, PEF, bio-PP, bio-PAs, PTT • Wheat: PLA, PHAsstarch blends, bio-PBS(A), bio-PE, PEF, bio-PP, bio-PAs, PTT • Castor seed oil: bio-PAs • Biomass: PBAT, PBS 0.016 % of the global agricultural areas is used to grow bio-based and biodegradable plastic feedstocks. -

Biodegradable Packaging Materials Case: PLA
BIODEGRADABLE PACKAGING MATERIALS Case: PLA Mohamed Jama Bachelor’s thesis May 2016 Degree Program in Energy and Environmental Engineering 2 ABSTRACT Tampereen ammattikorkeakoulu Tampere University of Applied Sciences Degree Programme in Energy and Environmental Engineering MOHAMED JAMA: Biodegradable Packaging Materials Case: PLA Bachelor's thesis 27 pages, appendices 9 pages May 2017 The main aim of this bachelor thesis was to investigate the possibility of biodegradable packaging materials. Plastics and other non-degradable packaging materials have been used for many years and they have a negative impact on the environment since they do not degrade. Different research methods are used to get authentic results, which simplifies using biodegradable packaging materials. There were two biodegradability testing methods, which has been applied to this task:-, testing biodegradability in TAMK laboratory and Paroprint and Loomans Group research for biodegradable materials that are used for the production of food packaging. Nowadays a large amount of the packaging waste is recycled within the industry, especially of in the United kingdom due to the United Kingdom Packaging Waste Regulations. Some industries in the UK had a packaging recycling level of 42 % and the lowest target is 15% set within the set of laws was exceeded for all materials. Biodegradable packaging materials are green living and it is environmentally friendly to change traditional materials. This is increasing nowadays with high negative environmental impacts. Packaging materials touch every part of our daily life from food packaging to medicine and its consumption is increasing. Non biodegradable packaging materials ends up in the landfills, because they cannot be reused and recycled and they will never decompose.