Cast Metal Parts
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
The One-Shot Casting Process What Is One-Shot Casting?
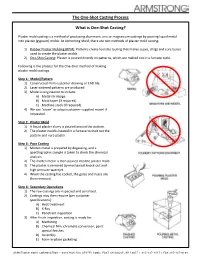
The One-Shot Casting Process What is One-Shot Casting? Plaster mold casting is a method of producing aluminum, zinc or magnesium castings by pouring liquid metal into plaster (gypsum) molds. At Armstrong Mold, there are two methods of plaster mold casting: 1) Rubber Plaster Molding (RPM): Patterns create foundry tooling that makes copes, drags and core boxes used to create the plaster molds. 2) One-Shot Casting: Plaster is poured directly on patterns, which are melted out in a furnace cycle. Following is the process for the One-Shot method of making plaster mold castings. Step 1: Model/Pattern 1) Constructed from customer drawing or CAD file. 2) Laser-sintered patterns are produced. 3) Model is engineered to include: A) Metal shrinkage. B) Mold taper (if required) C) Machine stock (if required). 4) We can "clone" or adapt customer-supplied model if requested. Step 2: Plaster Mold 1) A liquid plaster slurry is poured around the pattern. 2) The plaster mold is heated in a furnace to melt out the pattern and cure plaster. Step 3: Pour Casting 1) Molten metal is prepared by degassing, and a spectrographic sample is taken to check the chemical analysis. 2) The molten metal is then poured into the plaster mold. 3) The plaster is removed by mechanical knock-out and high pressure waterjet. 4) When the casting has cooled, the gates and risers are then removed. Step 4: Secondary Operations 1) The raw castings are inspected and serialized. 2) Castings may then require (per customer specifications): A) Heat treatment B) X-Ray C) Penetrant inspection 3) After finish inspection, casting is ready for: A) Machining B) Chemical film, chromate conversion, paint special finishes D) Assembly E) Form-in-place gasketing. -

Casting Processes
2.4_3 Casting Processes • pouring a liquid material (molten metal) into a prepared mold • materials: iron steel aluminum brass bronze magnesium certain zinc alloys • iron is used most often - fluidity, low shrinkage, strength, rigidity, and ease of control Chap 2, Casting – p. 1 • Six factors of the casting process: 1) A mold cavity must be produced. - must have desired shape - must allow for shrinkage of the solidifying metal - a new mold must be made for each casting, or a permanent mold must be made 2) A suitable means must exist to melt the metal. - high temperatures - quality mix - low cost 3) The molten metal must be introduced into the mold so that all air or gases in the mold will escape. The mold must be completely filled so that there are no air holes. 4) The mold must be designed so that it does not impede the shrinkage of the metal upon cooling. 5) It must be possible to remove the casting from the mold. 6) Finishing operations must usually be performed on the part after it is removed from the mold. Chap 2, Casting – p. 2 Seven major casting processes: 1) Sand casting 5) Centrifugal casting 2) Shell-mold casting 6) Plaster-mold casting 3) Permanent-mold casting 7) Investment casting 4) Die casting Sand Casting • sand is used as the mold material • the sand (mixed with other materials) is packed around a pattern that has the shape of the desired part • the mold is made of two parts (drag (bottom) & cope (top)) • a new mold must be made for every part • liquid metal is poured into the mold through a sprue hole • the sprue hole is connected to the cavity by runners • a gate connects the runner with the mold cavity • risers are used to provide "overfill" Chap 2, Casting – p. -
Chapter 11 METAL CASTING PROCESSES
YPALACI GIM2042 Manufacturing Processes, Gr. 2, T.301 Lecturer; Assoc. Prof.Dr.Yüksel PALACI Office ; T403 E-mail ; [email protected] • Book; John Wiley & Sons, Inc. M. P. Groover, “Fundamentals of Modern Manufacturing” • Chapters:1,10,11,16,18-22,24,30-34 • http://www.bologna.yildiz.edu.tr/index.php?r=course/v iew&id=1171&aid=35 Dept. of Naval Architecture and Marine Engineering YPALACI Chapter 11 METAL CASTING PROCESSES • Sand Casting • Other Expendable Mold Casting Processes • Permanent Mold Casting Processes • Foundry Practice • Casting Quality • Metals for Casting • Product Design Considerations Dept. of Naval Architecture and Marine Engineering 1 YPALACI Two Categories of Metal Casting Processes 1. Expendable mold processes - mold is sacrificed to remove part Advantage: more complex shapes possible Disadvantage: production rates often limited by time to make mold rather than casting itself 2. Permanent mold processes - mold is made of metal and can be used to make many castings Advantage: higher production rates Disadvantage: geometries limited by need to open mold Dept. of Naval Architecture and Marine Engineering YPALACI Overview of Sand Casting • Most widely used casting process, accounting for a significant majority of total tonnage cast • Nearly all alloys can be sand casted, including metals with high melting temperatures, such as steel, nickel, and titanium • Parts ranging in size from small to very large • Production quantities from one to millions Dept. of Naval Architecture and Marine Engineering 2 Figure 11.1 - A large sand casting weighing over 680 kg (1500 lb) \ for an air compressor frame (courtesy Elkhart Foundry, photo by Paragon Inc , Elkhart, Indiana) YPALACI Steps in Sand Casting 1. -

A Study of Metal Founding and Its Practices and Applications for Information Purposes in Industrial Arts Education
Eastern Illinois University The Keep Plan B Papers Student Theses & Publications 1-1-1965 A Study of Metal Founding and its Practices and Applications for Information Purposes in Industrial Arts Education Jack Fuelle Follow this and additional works at: https://thekeep.eiu.edu/plan_b Recommended Citation Fuelle, Jack, "A Study of Metal Founding and its Practices and Applications for Information Purposes in Industrial Arts Education" (1965). Plan B Papers. 418. https://thekeep.eiu.edu/plan_b/418 This Dissertation/Thesis is brought to you for free and open access by the Student Theses & Publications at The Keep. It has been accepted for inclusion in Plan B Papers by an authorized administrator of The Keep. For more information, please contact [email protected]. A S'11UDY O:J:t"' NLE'rAL :B'OUNDING AND I'l1 S PRAC'rICES AND APPLICATIONS FOR INFOHMA'EION PURPOSES IN IlIDUSTHIAL At{rS ELJUUATION (TITLE) BY JacK .1melle PLAN B PAPER SUBMITTED IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE MASTER OF SCIENCE IN EDUCATION AND PREPARED IN COURSE industrial Arts J75 IN THE GRADUATE SCHOOL, EASTERN ILLINOIS UNIVERSITY, CHARLESTON, ILLINOIS YEAR I HEREBY RECOMMEND THIS PLAN B PAPER BE ACCEPTED AS FULFILLING THIS PART OF THE DEGREE, M.S. IN ED. ----~'7fa6,ls ---~--~---- -~-~~- DATE ADVISER TABLE OF CONTENTS Chaplier Page I INTRODUCTION ••••••••••••••••••••••••••••••••• 1 Purpose Signiricance or tne Stua.y 'I'er.m.1no.logy II BRIEF HISTORY OF THE FOUNDHY ••••••••••••••••• b Ear.Lies1i Beginnings 5000 B. C• .lbOO B. C. Weapons in Ea:c.Ly Found.1.·y Work Guns.miths in Early Foundry Work Current Developments in Founding III FOUNDRY EQ,U.1Pl~'l'. -

Combined Loose Piece Pattern for a Complex Job
View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by ethesis@nitr COMBINED LOOSE PIECE PATTERN FOR A COMPLEX JOB A thesis submitted in partial fulfillment of the requirements for the degree of Bachelor of technology (B.Tech) In Mechanical engineering By SUBRAT MISHRA Roll No-110ME0309 Department of Mechanical Engineering National Institute of Technology Rourkela COMBINED LOOSE PIECE PATTERN FOR A COMPLEX JOB Submitted In partial fulfillment For the award of the Degree of Bachelor of Technology In Department of Mechanical Engineering, National Institute of Technology, Rourkela, Submitted By :- SUBRAT MISHRA ROLL NO 110ME0309 Under the guidance of :- Dr. SUSANTA KUMAR SAHOO Professor (Department of Mechanical Engineering, NIT Rourkela) Department of Mechanical Engineering NATIONAL INSTITUTE OF TECHNOLOGY ROURKELA 1 C E R T I F I C A B.TechT E Thesis This is to certify that the work in this thesis entitled “Combined loose piece pattern for a complex job” by Subrat Mishra, has been carried out under my supervision in partial fulfillment of the requirements for the degree of Bachelor of Technology in Mechanical Engineering during session 2013-2014 in the Department of Mechanical Engineering, National Institute of Technology, Rourkela. To the best of my knowledge, this work has not been submitted to any other University/Institute for the award of any degree or diploma. Date: 07/05/2014 Prof. Dr. Susanta Kumar Sahoo professor Department of Mechanical Engineering National Institute of Tchnology Rourkela ACKNOWLEDGEMENTB.Tech Thesis I take this opportunity as a privilege to thank all individuals without whose support and guidance I could not have completed our project in this stipulated period of time. -

Metals Handbook VOL 15
• Molding Methods and Materials, American Foundrymen's Society, 1962 • C.F. Walton and T.J. Opar, Ed., Iron Casting Handbook, Iron Castings Society, 1981 Aggregate Molding Materials Thomas S. Piwonka, University of Alabama Introduction THE CASTING PROCESS involves the pouring of molten metal into a mold; therefore, the mold material and molding method must be selected with care. Most castings are made in sand molds because metallic molds wear out too quickly to be economical for ferrous metals production. For low and medium production runs, the lower tooling costs of sand molding give it an overwhelming cost advantage over permanent molds or die casting. Selection of the molding material and its bonding system depends on the type of metal being poured, the type of casting being made, the availability of molding aggregates, the mold and core making equipment owned by the foundry, and the quality requirements of the customer. A thorough understanding of all of these factors is necessary to optimize the molding system used in the foundry. This article will discuss the various materials used to produce molds and cores for sand casting. These materials include sands, clays, additions to sand mixes, and plastics. The principles that explain how these materials are bonded together are discussed in the articles "Bonds Formed in Molding Aggregates" and "Resin Binder Processes" in this Section. Additional information on the preparation, mulling, handling, and reclamation of sands is available in the article "Sand Processing" in this Volume. Sands The refractory molds used in casting consist of a particulate refractory material (sand) that is bonded together to hold its shape during pouring. -

Metal-Casting Processes and Equipment
Hail University College of Engineering Department of Mechanical Engineering Metal-Casting Processes and Equipment Ch 11 The major classifications of casting practices Classifications of casting practices A large variety of parts and components are made by casting, such as engine blocks, crankshafts, automotive components and power trains agricultural and railroad equipment, pipes and plumbing fixtures, power-tool housings, gun barrels, frying pans, jewelry, orthopedic implants, and very large components for hydraulic turbines (a) Typical gray-iron castings used in automobiles, including the transmission valve body (left) and the hub rotor with disk-brake cylinder (front). (b) A cast transmission housing. (c) The Polaroid PDC-2000 digital camera with an AZ191D die-cast, high-purity magnesium case. (d) A two-piece Polaroid camera case made by the hot- chamber die-casting process. The major classifications of casting practices These classifications are related to mold materials, pattern production, molding processes, and methods of feeding the mold with molten metal The major categories are as follows: 1. Expendable molds which typically are made of sand, plaster, ceramics, and similar materials and generally are mixed with various binders (bonding agents) for improved properties. 2. Permanent molds Which are made of metals that maintain their strength at high temperatures. 3. Composite molds Which are made of two or more different materials (such as sand, graphite, and metal) combining the advantages of each material. Expendable-mold, Permanent-pattern Casting Processes The major categories of expendable-mold, permanent-pattern casting processes are sand, shell mold, plaster mold, ceramic mold, and vacuum casting. 1-Sand Casting The traditional method of casting metals is in sand molds and has been used for millennia. -

Metal Casting Processes
METAL CASTING PROCESSES • Sand Casting • Other Expendable Mold Casting Processes CASTING PROCESS - 3 Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng. Universiti Teknologi Malaysia 1-Feb-08 Assoc Prof Zainal Abidin Ahmad 2 Basic Steps in making sand Overview of Sand Casting casting • Most widely used casting process, accounting for a • There are seven basic steps in making significant majority of total tonnage cast sand castings: • Nearly all alloys can be sand casted, including metals with high melting temperatures, such as steel, nickel, – Obtaining the casting geometry and titanium – Patternmaking • Parts ranging in size from small to very large – Coremaking • Production quantities from one to millions – Molding – Melting and pouring – Cleaning & inspection – Heat treatment & post processing 1-Feb-08 Assoc Prof Zainal Abidin Ahmad 3 1-Feb-08 Assoc Prof Zainal Abidin Ahmad 4 1 Basic Steps in making sand Sand Casting Process casting 1. Obtaining the casting geometry – The traditional method of obtaining the casting geometry is by sending blueprint drawings to the foundry. This is usually done during the request for quotation process. However, more and more customers and foundries are exchanging part geometry via the exchange of computer aided design files. 1-Feb-08 Assoc Prof Zainal Abidin Ahmad 5 1-Feb-08 Assoc Prof Zainal Abidin Ahmad 6 Basic Steps in making sand Basic Steps in making sand casting casting 2. Patternmaking 3. Coremaking – The pattern is a physical model of the casting used to – Cores are forms, usually made of sand, which make the mold. are placed into a mold cavity to form the – The mold is made by packing some readily formed interior surfaces of castings. -
Chapter 12: Expendable-Mold Casting Process
Chapter 12: Expendable-Mold Casting Process ผู้ช่วยศาสตราจารย ์ เรอื โท ดร. สมญา ภูนะยา Reference : DeGarmo’s Materials and Processes in Manufacturing 12.1 Introduction Factors to consider for castings Desired dimensional accuracy Surface quality Number of castings Type of pattern and core box needed Cost of required mold or die Restrictions due to the selected material Three categories of molds Single-use molds with multiple-use patterns Single-use molds with single-use patterns Multiple-use molds 12.2 Sand Casting Sand casting is the most common and versatile form of casting Granular material is mixed with clay and water Packed around a pattern Gravity flow is the most common method of inserting the liquid metal into the mold Metal is allowed to solidify and then the mold is removed Cross Section of a Mold Figure 11-2 Sand Casting Figure 12-1 Sequential steps in making a sand casting. a) A pattern board is placed between the bottom (drag) and top (cope) halves of a flask, with the bottom side up. b) Sand is then packed into the bottom or drag half of the mold. c) A bottom board is positioned on top of the packed sand, and the mold is turned over, showing the top (cope) half of pattern with sprue and riser pins in place. d) The upper or cope half of the mold is then packed with sand. Sand Casting Figure 12-1 e) The mold is opened, the pattern board is drawn (removed), and the runner and gate are cut into the bottom parting surface of the sand. -

Plaster Mold Sculpture NAME:______
Plaster Mold Sculpture NAME:____________ Plaster mold casting is a metalworking casting process similar to sand casting except the molding material is plaster of paris instead of sand. Like sand casting, plaster mold casting is an expendable mold processes, however it can only be used with non-ferrous materials. The plaster is not pure plaster of paris, but rather has additives to improve green strength, dry strength, permeability, and castability. STEP ONE: CHOOSE one plaster mold to use as a base for your sculpture. STEP TWO: PLASTER MIXING PROCESS: Do not mix huge amounts of plaster . 1. One-half of a 5 gallon bucket of plaster will fill a fairly large mold. Mix just slightly more than you will need. Plaster Mold – Mask 2. Use a consistency of 70, in other words, use 70 parts of water to 100 parts of plaster by weight. 3. Sift plaster into measured water. Let slake for 2 minutes. 4. Stir, without adding lots of air bubbles, until the plaster thickens just enough to leave a trail when a finger is drawn across the surface. 5. POUR AT ONCE. 6. Pour the plaster through the slightly open fingers of your hand to break the flow and spread it evenly over the mold. 7. Fill the mold only to ONE INCH over the top of the object your are using. Plaster Mold - Doll Face 8. Tap or bump the table lightly to dislodge air bubble in the mold. Avoid heavy vibration that might dislodge the model or collapse your mold walls. ***CLEAN UP TOOLS AND BUCKETS IMMEDIATELY*** Do not use the sink. -

Lecture 2. Basics of Metal-Casting 2.1
1 Lecture 2. Basics of Metal-Casting 2.1. Casting methods Metal casting process begins by creating a mold, which is the ‘reverse’ shape of the part we need. The mold is made from a refractory material, for example, sand. The metal is heated in an oven until it melts, and the molten metal is poured into the mould cavity. The liquid takes the shape of cavity, which is the shape of the part. It is cooled until it solidifies. Finally, the solidified metal part is removed from the mould. A large number of metal components in designs we use every day are made by casting. The reasons for this include: (a) Casting can produce very complex geometry parts with internal cavities and hollow sections. (b) It can be used to make small (few hundred grams) to very large size parts (thousands of kilograms) (c) It is economical, with very little wastage: the extra metal in each casting is re-melted and re-used (d) Cast metal is isotropic – it has the same physical/mechanical properties along any direction. Common examples: door handles, locks, the outer casing or housing for motors, pumps, etc., wheels of many cars. Casting is also heavily used in the toy industry to make parts, e.g. toy cars, planes, and so on. Table 1 summarizes different types of castings, their advantages, disadvantages and examples. Process Advantages Disadvantages Examples Sand Wide range of metals, sizes, shapes, low poor finish, wide tolerance engine blocks, cylinder cost heads Shell mold better accuracy, finish, higher production limited part size connecting rods, gear rate housings -

Industrial Arts) Curriculum Guide
DOCUMENT RESUME ED 261 259 CE 042 506 TITLE Advanced Metals (Industrial Arts) Curriculum Guide. Bulletin 1750. INSTITUTION Louisiana State Dept. of Education, Baton Rouge. Div. of Vocational Education. PUB DATE 85 NOTE 212p. PUB TYPE Guides - Classroom Use GUides (For Teachers) 052) EDRS PRICE MFO1 /PC09 Plus Postage. DESCRIPTORS Behavioral Objectives; Careers; Course Descriptions; Course Objectives; Finishing; High Schools; *Industrial Arts; Learning Activities; *Machine Tools; *Machinists; *Metallurgy; *Metals; *Metal Working; Safety; Sheet Metal Work; State Curriculum Guides; Transparencies; Welding ABSTRACT This curriculum guide contains materials for a 13-unit course in advanced metals, the second metals coursein the industrial arts curriculum for grades 10-12. It is intended for use by industrial arts teachers, supervisors, counselors,administrators, and teacher educators. A two-page courseoverview provides a brief course description; indicates targetgrade level, prerequisites, course goals, and courseobjectives; presents an introduction to the course; and suggests a time frame.The detailed, 21-page course outline follows. A unit teaching guide in a column formatrelates objectives to topics, student activities., teacher activities, and resources. The 1:1 units cover thesetopics: general safety, careers, planning, advanced metal working tools, sheet metalwork and layout, metallurgy and heat treating, casting, welding,machinery, materials testing, finishing, automation technology, and safetyreview. Extensive appendixes include sample materials, forms,and information related to classroom management; crossword andwordfind puzzles with solutions; safety and machine handouts/transparency masters; suggested project listings (project andsources); and lists of these types of resources: films, computer periodicals,and periodicals for metals instructors. A bibliography is provided. (YLB) *********************************************************************** Reproductions supplied by EDRS are the best that can be made from the original document.