Module 3 Selection of Manufacturing Processes
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

The White Book of STEEL
The white book of STEEL The white book of steel worldsteel represents approximately 170 steel producers (including 17 of the world’s 20 largest steel companies), national and regional steel industry associations and steel research institutes. worldsteel members represent around 85% of world steel production. worldsteel acts as the focal point for the steel industry, providing global leadership on all major strategic issues affecting the industry, particularly focusing on economic, environmental and social sustainability. worldsteel has taken all possible steps to check and confirm the facts contained in this book – however, some elements will inevitably be open to interpretation. worldsteel does not accept any liability for the accuracy of data, information, opinions or for any printing errors. The white book of steel © World Steel Association 2012 ISBN 978-2-930069-67-8 Design by double-id.com Copywriting by Pyramidion.be This publication is printed on MultiDesign paper. MultiDesign is certified by the Forestry Stewardship Council as environmentally-responsible paper. contEntS Steel before the 18th century 6 Amazing steel 18th to 19th centuries 12 Revolution! 20th century global expansion, 1900-1970s 20 Steel age End of 20th century, start of 21st 32 Going for growth: Innovation of scale Steel industry today & future developments 44 Sustainable steel Glossary 48 Website 50 Please refer to the glossary section on page 48 to find the definition of the words highlighted in blue throughout the book. Detail of India from Ptolemy’s world map. Iron was first found in meteorites (‘gift of the gods’) then thousands of years later was developed into steel, the discovery of which helped shape the ancient (and modern) world 6 Steel bEforE thE 18th cEntury Amazing steel Ever since our ancestors started to mine and smelt iron, they began producing steel. -

Implementation of Metal Casting Best Practices
Implementation of Metal Casting Best Practices January 2007 Prepared for ITP Metal Casting Authors: Robert Eppich, Eppich Technologies Robert D. Naranjo, BCS, Incorporated Acknowledgement This project was a collaborative effort by Robert Eppich (Eppich Technologies) and Robert Naranjo (BCS, Incorporated). Mr. Eppich coordinated this project and was the technical lead for this effort. He guided the data collection and analysis. Mr. Naranjo assisted in the data collection and analysis of the results and led the development of the final report. The final report was prepared by Robert Naranjo, Lee Schultz, Rajita Majumdar, Bill Choate, Ellen Glover, and Krista Jones of BCS, Incorporated. The cover was designed by Borys Mararytsya of BCS, Incorporated. We also gratefully acknowledge the support of the U.S. Department of Energy, the Advanced Technology Institute, and the Cast Metals Coalition in conducting this project. Disclaimer This report was prepared as an account of work sponsored by an Agency of the United States Government. Neither the United States Government nor any Agency thereof, nor any of their employees, makes any warranty, expressed or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any Agency thereof. The views and opinions expressed by the authors herein do not necessarily state or reflect those of the United States Government or any Agency thereof. -

Metals in the Bible: Silver (Part 1)
The Testimony, August 2004 329 times of restitution of all things” (Acts 3:21, AV). the last verse of his song does look forward to In contrast, the song of Moses in chapter 32 pre- the time of blessing when the Gentiles will re- dicts future rebellion and consequent punish- joice with God’s people and atonement will have ment that would occur before the final glory been provided for both land and people (v. 43). would be attained by the nation. Nevertheless, (To be continued) New feature Metals in the Bible 3. Silver (Part 1) Peter Hemingray In 1996 and 1997 The Testimony published two two-part articles under the title, “Metals in the Bible”, in which we looked at iron and copper.1 We considered the ancient technology of iron, and how this knowledge helps illuminate the Biblical references to it. In particular, we saw how the introduction of iron during the period of the conquest affected the Israelites, who had to overcome superior technology through the power of God. For copper (or brass, as the AV terms it) the ancient metalworking methods were illuminated with illustrations from Timnah in Palestine, and we argued for the symbology of copper in the Bible being primarily that of strength, and only rarely that of the strength of sin. The intention was to complete these studies on metals of the Bible by considering silver, then gold. This we have now done in two further two-part articles to be published in this and the coming months, God willing. E WILL CONTINUE the theme of il- • examine the references to refining and cruci- lustrating the Biblical passages about bles in the light of our knowledge of ancient Wmetals with descriptions of the ancient metalworking practices metalworking techniques, as we consider silver, • look at the few references to lead in the Bible, the next metal up in Nebuchadnezzar’s image often associated with silver for reasons we after the iron and brass already considered. -
Chapter 11: Metal Casting Processes and Equipment
Manufacturing Engineering Technology in SI Units, 6th Edition Chapter 11: Metal Casting Processes and Equipment Copyright © 2010 Pearson Education South Asia Pte Ltd Chapter Outline ¨ Introduction ¨ Expendable-mold, Permanent-pattern Casting Processes ¨ Expendable-mold, Expendable-pattern Casting Processes ¨ Permanent-mold Casting Processes ¨ Casting Techniques for Single-crystal Components ¨ Rapid Solidification ¨ Inspection of Castings ¨ Melting Practice and Furnaces ¨ Foundries and Foundry Automation Copyright © 2010 Pearson Education South Asia Pte Ltd Introduction ¨ Various casting processes developed over time to meet specific design requirements Copyright © 2010 Pearson Education South Asia Pte Ltd Introduction ¨ Molding categories: 1. Expendable molds 2. Permanent molds 3. Composite molds Copyright © 2010 Pearson Education South Asia Pte Ltd Introduction ¨ General characteristics of sand casting and casting processes are summarized Copyright © 2010 Pearson Education South Asia Pte Ltd Expendable-mold, Permanent-pattern Casting Processes: Sand Casting ¨ Most prevalent form of casting ¨ Application for machine bases, large turbine impellers, propellers, plumbing fixtures Copyright © 2010 Pearson Education South Asia Pte Ltd Expendable-mold, Permanent-pattern Casting Processes: Sand Casting Sand ¨ Sand-casting operations use silica sand as the mold material ¨ Sand is inexpensive and suitable high melting point process ¨ 2 types of sand: naturally bonded (bank sand) and synthetic (lake sand) ¨ Fine grained sand enhances mold strength and lower mold permeability Copyright © 2010 Pearson Education South Asia Pte Ltd Expendable-mold, Permanent-pattern Casting Processes: Sand Casting Types of Sand Molds 3 basic types: 1. Green-sand mold Sand in the mold is moist or damp while the metal is being poured into it 2. Cold-box mold Organic and inorganic binders are blended into the sand to bond the grains chemically 3. -
The One-Shot Casting Process What Is One-Shot Casting?
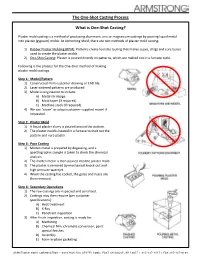
The One-Shot Casting Process What is One-Shot Casting? Plaster mold casting is a method of producing aluminum, zinc or magnesium castings by pouring liquid metal into plaster (gypsum) molds. At Armstrong Mold, there are two methods of plaster mold casting: 1) Rubber Plaster Molding (RPM): Patterns create foundry tooling that makes copes, drags and core boxes used to create the plaster molds. 2) One-Shot Casting: Plaster is poured directly on patterns, which are melted out in a furnace cycle. Following is the process for the One-Shot method of making plaster mold castings. Step 1: Model/Pattern 1) Constructed from customer drawing or CAD file. 2) Laser-sintered patterns are produced. 3) Model is engineered to include: A) Metal shrinkage. B) Mold taper (if required) C) Machine stock (if required). 4) We can "clone" or adapt customer-supplied model if requested. Step 2: Plaster Mold 1) A liquid plaster slurry is poured around the pattern. 2) The plaster mold is heated in a furnace to melt out the pattern and cure plaster. Step 3: Pour Casting 1) Molten metal is prepared by degassing, and a spectrographic sample is taken to check the chemical analysis. 2) The molten metal is then poured into the plaster mold. 3) The plaster is removed by mechanical knock-out and high pressure waterjet. 4) When the casting has cooled, the gates and risers are then removed. Step 4: Secondary Operations 1) The raw castings are inspected and serialized. 2) Castings may then require (per customer specifications): A) Heat treatment B) X-Ray C) Penetrant inspection 3) After finish inspection, casting is ready for: A) Machining B) Chemical film, chromate conversion, paint special finishes D) Assembly E) Form-in-place gasketing. -

DROSS in DUCTILE IRON by Hans Roedter, Sorelmetal Technical Services
98 DROSS IN DUCTILE IRON by Hans Roedter, Sorelmetal Technical Services WHAT IS “DROSS ”? magnesium with other elements. Dross also Dross is a reaction product which is formed from occurs in the form of long stringers instead of Mg treatment and during subsequent reoxidation concentrated “slag like” areas. When it occurs in of Mg rejected from the molten metal before it this string like form it acts like cracks or flake solidifies. It is therefore just another word for a graphite in the structure and so fatigue strength specific type of slag (reaction product). and impact strength of the material are lowered considerably. The reaction binds magnesium with sulphur, oxygen and silicon and forms continuously. This “dross” is light weight and so it will generally be found in the upper surfaces and under cores, but it can be entrained throughout the metal as well, especially with colder pouring tempera - tures. It is very difficult to completely avoid the reaction of magnesium with these other elements, since we need magnesium to form nodules. We are always confronted with the problem of dross in the production of Ductile Iron. WHAT IS PROMOTING “DROSS ” AND WHAT CAN BE DONE TO KEEP THE “DROSS ” OUT OF THE CASTING ? Since “dross” is always connected with magnesium, it is necessary to keep the magnesium level as low as possible. Good inoculation practice with some late inoculation in conjunction with sufficient magnesium will When looking at “dross” in the microscope you produce nice round small nodules. See will almost always find flake graphite in Suggestion Sheet 76. -
Lecture 8: Casting Technology
Lecture 8: Casting Technology MT321: Principles of Materials Processing Lecture 8:Casting Technology 1 Design of Gating Systems Functions of a gating system: To deliver liquid metal to mould cavity within a short time. To minimise turbulent flow. To keep dross and/or inclusion particles from entering mould cavity. MT321: Principles of Materials Processing Lecture 8:Casting Technology 2 MT321: Principles of Materials Processing Lecture 8:Casting Technology 3 How to deliver liquid metal fast? By using a sufficient large cross sectional area; By using multiple runners. How to minimise turbulent flow? By using tapered sprue and runners. By bottom filling of the liquid into the mould cavity. By regulating the change of cross sectional area of the channels according to fluid dynamics principles. MT321: Principles of Materials Processing Lecture 8:Casting Technology 4 How to keep dross and inclusion particles from entering mould cavity? By using dross traps. By using filters. MT321: Principles of Materials Processing Lecture 8:Casting Technology 5 Various types of ceramic filters that may be inserted into the gating systems of metal castings MT321: Principles of Materials Processing Lecture 8:Casting Technology 6 MT321: Principles of Materials Processing Lecture 8:Casting Technology 7 Solidification Shrinkage The liquid of most metals and alloys shrinks during solidification. Solidification shrinkage (percent) of some common engineering metals and alloys MT321: Principles of Materials Processing Lecture 8:Casting Technology 8 Two considerations must be made in designing a casting mould, due to the solidification shrinkage: A riser, which is a reservoir of liquid, is needed to compensate for the shrinkage of the whole casting. -

Download European Recycling Services Brochure
ALPHA Reclamation Services Brochure Maximize Your Metal Recovery Return macdermidalpha.com August, 2020 Europe ASSEMBLY SOLUTIONS ALPHA Metal Reclamation Services Minimise Your Environmental Liability, Maximise the Value of Your Waste Materials Environmental legislation specifies the importance of proper waste management, recovery and recycling techniques to reduce pressure on resources and improve their use. Due to these requirements and considering that metal waste is recyclable, it is now essential for you to have a reliable and efficient recycler. Alpha, a brand of MacDermid Alpha Electronics Solutions, offers a safe and efficient recycling service which helps companies to meet their environmental and legislative requirements and at the same time, maximize the value of their waste stream. • Alpha’s experienced staff are dedicated to reclamation efforts and will maximize the amount of metal processed from your reclaim material. • Reclaim material sent to Alpha is carefully processed and no material that has a metal content is sent to a landfill. • Alpha provides tough, sealable and disposable metal recycling buckets and drums. • All shipments are lot traceable and certification can be provided on request. • Alpha’s Certified Recycling Partner Program enables our customers to work with local partners operating throughout Europe who are legally authorized to collect waste from electronics assembly processes. 2 ALPHA Metal Reclamation Services Recycling Waste Streams Wave Solder Dross and Hot Air Solder Level (HASL Dross) – Oxidation particles that form on the surface of molten metal (solder). This material can be skimmed off and recycled. Solder Paste – Paste that has expired its shelf life or been removed from the stencil Empty Paste Jars and Cartridges Solder Bar and Wire – Expired solder bar and wire Pot Dump and Contaminated Solder Bath – From wave and selective soldering machines. -

Foundry Industry SOQ
STATEMENT OF QUALIFICATIONS Foundry Industry SOQ TRCcompanies.com Foundry Industry SOQ About TRC The world is advancing. We’re advancing how it gets planned and engineered. TRC is a global consulting firm providing environmentally advanced and technology‐powered solutions for industry and government. From solid waste, pipelines to power plants, roadways to reservoirs, schoolyards to security solutions, clients look to TRC for breakthrough thinking backed by the innovative follow‐ through of a 50‐year industry leader. The demands and challenges in industry and government are growing every day. TRC is your partner in providing breakthrough solutions that navigate the evolving market and regulatory environment, while providing dependable, safe service to our customers. We provide end‐to‐end solutions for environmental management. Throughout the decades, the company has been a leader in setting industry standards and establishing innovative program models. TRC was the first company to conduct a major indoor air study related to outdoor air quality standards. We also developed innovative measurements standards for fugitive emissions and ventilation standards for schools and hospitals in the 1960s; managed the monitoring program and sampled for pollutants at EPA’s Love Canal Project in the 1970s; developed the basis for many EPA air and hazardous waste regulations in the 1980s; pioneered guaranteed fixed‐price remediation in the 1990s; and earned an ENERGY STAR Partner of the Year Award for outstanding energy efficiency program services provided to the New York State Energy Research and Development Authority in the 2000s. We are proud to have developed scientific and engineering methodologies that are used in the environmental business today—helping to balance environmental challenges with economic growth. -

MSL Engineering Limited Platinum Blue House 1St Floor, 18 the Avenue Egham, Surrey, TW20 9AB
SMR Final Report 121404 Purpose of Issue Rev Date of Issue Author Agreed Approved Issued for information 0 Aug 2004 SM Issued for internal comment 1 November 2004 AFD DJM JB Issued as Final Report 2 December 2004 AFD DJM JB This Final report has been reviewed and approved by the Mineral Management Service. Approval does not signify that the contents necessarily reflect the views and policies of the Service, nor does mention of trade names or commercial products constitute endorsement or recommendation for use. This study was funded by the Mineral Management Service, U.S. Department of the Interior, Washington, D.C., under Contract Number 1435-01-04-CT-35320 ASSESSMENT OF REPAIR TECHNIQUES FOR AGEING OR DAMAGED STRUCTURES Project #502 DOC REF C357R001 Rev 1 NOV 2004 MSL Engineering Limited Platinum Blue House 1st Floor, 18 The Avenue Egham, Surrey, TW20 9AB Tel: +44 (0)1784 439194 Fax: +44 (0)1784 439198 E-mail: [email protected] C357R001Rev 2, December 2004 MMS Project #502 NUMBER DETAILS OF REVISION 0 Issued for information, August 2004 1 Issued for comment, November 2004. Extensive revisions throughout, including restructuring of report. 2 Issued as Final Report, December 2004. Conversion table added, Figure showing clamp details to avoid added, and general editorial revisions. C357R001Rev 2, December 2004 MMS Project #502 Assessment of Repair Techniques for Ageing or Damaged Structures By Dr. Adrian F Dier MSL Services Corporation Final Project Report: ASSESSMENT OF REPAIR TECHNIQUES FOR AGEING OR DAMAGED STRUCTURES MMS Project Number 502 November 2004 C357R001Rev 2, December 2004 i This Final report has been reviewed a nd approved by the Mineral Management Service. -

Continuous Casting of Steel
1 Chapter 15 in Modeling for Casting and Solidification Processingx, O. Yu, editor, Marcel Dekker, New York, NY, 2001, pp. 499-540. Continuous Casting of Steel Brian G. Thomas Department of Mechanical and Industrial Engineering University of Illinois at Urbana-Champaign 1206 West Green Street Urbana, IL 61801, U.S.A. I. Introduction Continuous casting is used to solidify most of the 750 million tons of steel produced in the world every year. Like most commercial processes, continuous casting involves many complex interacting phenomena. Most previous advances have been based on empirical knowledge gained from experimentation with the process. To further optimize the design and improve the continuous casting process, mathematical models are becoming increasingly powerful tools to gain additional quantitative insight. The best models for this purpose are mechanistic models based on the fundamental laws and phenomena which govern the process, because they are more reliably extended beyond the range of data used to calibrate them. This chapter first presents an overview of the many interacting phenomena that occur during the continuous casting of steel. It then reviews some of the advanced mechanistic models of these phenomena and provides a few examples of the information and insights gained from them. These model applications focus on the mold region, where many continuous casting defects are generated. 2 II. Process Description In the continuous casting process, pictured in Figure 1, molten steel flows from a ladle, through a tundish into the mold. It should be protected from exposure to air by a slag cover over each vessel and by ceramic nozzles between vessels. -

A New Ceramic Casting Mold Made by Gel Casting Using Silica Sol As a Binder
BFSZU Zawrah et al. Vol.38-Dec.2016 A NEW CERAMIC CASTING MOLD MADE BY GEL CASTING USING SILICA SOL AS A BINDER Mahmoud F. Zawrah (1), Sayed A. Abdullah (2), Reham M. Khattab (1), Ibrahim M. Ibrahim (2), Waleed F. Youssef (3) (1) National Research Center, Department of Ceramics. (2) Shoubra Faculty of Engineering, Benha University, Department of Mechanical Engineering. (3) Faculty of Engineering, Sinai University, Department of Mechanical Engineering. ABSTRACT This Paper presents a new ceramic casting mold made by gel casting using silica sol as a binder. The new ceramic mold is consisted of an alumina- mullite-zirconia matrix with the ratios of 38.332 wt. % alumina, 34.378 wt. % mullite, and 27.294 wt. % zirconia respectively, the slurry is mixed then the gelling agent is added and poured into the pattern. After gelation the mold is extracted and left to dry, then sintered. There are three main defects appear in the mold fabrication process. The 1st defect is the mold cracking, as a result of forced shrinkage of mold into pattern. The 2nd defect is the bad gelation behavior of mold, as a result of non equal gelling time. The last defect is mold surface cracks, due to increased silica ratio added to the mixture. As zirconia increased the bulk density and apparent porosity is increased, leading to higher mold permeability which is important to eliminate trapping of residual gases. The increased zirconia content decreases the micro hardness and the cold crushing strength, but increases the thermal shock resistance due to phase transformation during sintering. The ceramic mold is applicable for nodular cast iron so that the mold is hard enough to withstand the forces of spheroidal graphite formation when nodular cast iron is poured into the ceramic mold.