Metal Casting Processes
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
RESEARCH PROJECT No. 40
Ductile Iron Society RESEARCH PROJECT No. 40 Survey of Greensand Properties of Member Foundries Mary Beth Krysiak Sand Technology Co. LLC, New Hudson MI Dr. Hathibelagal Roshan K & S Data Services LLC, Fox Point WI DUCTILE IRON SOCIETY Issued by the Ductile Iron Society for the use of its Member Companies – Not for General Distribution DUCTILE IRON SOCIETY 15400 Pearl Road, Suite 234 Strongsville, Ohio 44136 (440) 665-3686 SEPTEMBER 2007 Research Report Project #40 2007 Survey of Greensand Properties of Member Foundries A Cooperative Project of Ductile Iron Society And Member Foundries Reported by Mary Beth Krysiak Dr. Hathibelagal Roshan Ductile Iron Society Issued by the Ductile Iron Society Located at 15400 Pearl Road, Suite 234; Strongsville, Ohio 44136 Contents 1, Executive Summary - pdf 2. Survey report Part A - pdf 3. Survey report Part B pdf 4. Correlations - pdf 5. Sand data sheet for collecting info - pdf 6. Sand grain photos - pdf 7. Test data - XL 8. Sand tests and guide to controls – chart - pdf 9. Sand tests and guide to controls – chart - Word Sand Survey Report Executive Summary 1. The sand tests were done in one laboratory known to have many years of expertise in sand testing. During transport, regardless of how well samples are sealed, the samples age and while moisture content remains fairly stable, compactability drops as the moisture is absorbed further into the clay. In addition, the sands cool from the temperature at which they were in use at foundry. While the cooling effect could not be negated on a practical level, the sands were retempered or conditioned, prior to testing, to the reported target compactability at the foundry. -

Metal Casting Process
Sand Casting Sand Mold Making Procedure The first step in making mold is to place the pattern on the molding board. The drag is placed on the board Dry facing sand is sprinkled over the board and pattern to provide a non sticky layer. Molding sand is then riddled in to cover the pattern with the fingers; then the drag is completely filled. The sand is then firmly packed in the drag by means of hand rammers. The ramming must be proper i.e. it must neither be too hard or soft. After the ramming is over, the excess sand is leveled off with a straight bar known as a strike rod. With the help of vent rod, vent holes are made in the drag to the full depth of the flask as well as to the pattern to facilitate the removal of gases during pouring and solidification. The finished drag flask is now rolled over to the bottom board exposing the pattern. Cope half of the pattern is then placed over the drag pattern with the help of locating pins. The cope flask on the drag is located aligning again with the help of pins The dry parting sand is sprinkled all over the drag and on the pattern. A sprue pin for making the sprue passage is located at a small distance from the pattern. Also, riser pin, is placed at an appropriate place. The operation of filling, ramming and venting of the cope proceed in the same manner as performed in the drag. The sprue and riser pins are removed first and a pouring basin is scooped out at the top to pour the liquid metal. -
The One-Shot Casting Process What Is One-Shot Casting?
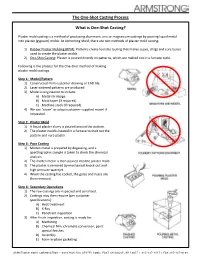
The One-Shot Casting Process What is One-Shot Casting? Plaster mold casting is a method of producing aluminum, zinc or magnesium castings by pouring liquid metal into plaster (gypsum) molds. At Armstrong Mold, there are two methods of plaster mold casting: 1) Rubber Plaster Molding (RPM): Patterns create foundry tooling that makes copes, drags and core boxes used to create the plaster molds. 2) One-Shot Casting: Plaster is poured directly on patterns, which are melted out in a furnace cycle. Following is the process for the One-Shot method of making plaster mold castings. Step 1: Model/Pattern 1) Constructed from customer drawing or CAD file. 2) Laser-sintered patterns are produced. 3) Model is engineered to include: A) Metal shrinkage. B) Mold taper (if required) C) Machine stock (if required). 4) We can "clone" or adapt customer-supplied model if requested. Step 2: Plaster Mold 1) A liquid plaster slurry is poured around the pattern. 2) The plaster mold is heated in a furnace to melt out the pattern and cure plaster. Step 3: Pour Casting 1) Molten metal is prepared by degassing, and a spectrographic sample is taken to check the chemical analysis. 2) The molten metal is then poured into the plaster mold. 3) The plaster is removed by mechanical knock-out and high pressure waterjet. 4) When the casting has cooled, the gates and risers are then removed. Step 4: Secondary Operations 1) The raw castings are inspected and serialized. 2) Castings may then require (per customer specifications): A) Heat treatment B) X-Ray C) Penetrant inspection 3) After finish inspection, casting is ready for: A) Machining B) Chemical film, chromate conversion, paint special finishes D) Assembly E) Form-in-place gasketing. -

Some Interesting Projects in Foundry
Central Washington University ScholarWorks@CWU All Master's Theses Master's Theses 1953 Some Interesting Projects in Foundry Paul M. Paulson Central Washington University Follow this and additional works at: https://digitalcommons.cwu.edu/etd Part of the Art Education Commons, and the Teacher Education and Professional Development Commons Recommended Citation Paulson, Paul M., "Some Interesting Projects in Foundry" (1953). All Master's Theses. 112. https://digitalcommons.cwu.edu/etd/112 This Thesis is brought to you for free and open access by the Master's Theses at ScholarWorks@CWU. It has been accepted for inclusion in All Master's Theses by an authorized administrator of ScholarWorks@CWU. For more information, please contact [email protected]. -.. SOME INTERESTING PROJECTS IN FOUNDRY by Paul M. Paul son A paper submitted in partial fulfillment of the requirements for the degree of Master of Education, in the Graduate School of the Central Washington College of Education TABLE OF CONTENTS CHAP'rER PAGE I. INTRODUCTION . ' . l The purpose of the problem • . 1 II. RELATED INFORMATION. • • • • • . 3 III. SELECTED PROJECTS ••• • • . 10 How to cast a flower frog. • • • . 10 How to cast a book end • • • . • . • • • 15 How to cast a screwdriver handle . • . • • • 20 How to cast fireplace accessories. • . • . 27 How to cast house numbers. • . • . • 37 How to ca.st cane handles . • . 43 IV. SUMMARY AND CONCLUSIONS •. 48 Summary ••••• . 48 Conclusions. 49 BIBLIOGRAPffY • . 51 APPENDIX A •• . 54 CHAPTER I INTRODUCTION AND PURPOSE OF THE STUDY Foundry work is one of the largest branches of the metal working industries but still it is ignored by many of our schools today. -

Metal Casting Terms and Definitions
Metal Casting Terms and Definitions Table of Contents A .................................................................................................................................................................... 2 B .................................................................................................................................................................... 2 C .................................................................................................................................................................... 2 D .................................................................................................................................................................... 4 E .................................................................................................................................................................... 5 F ..................................................................................................................................................................... 5 G .................................................................................................................................................................... 5 H .................................................................................................................................................................... 6 I .................................................................................................................................................................... -

The Arup Journal
THE ARUP JOURNAL r - JULY 1983 I i • 1! B :- ; in* Vol. 18 No. 2 July 1983 Contents For the 90m x 60m factory for Adamswear at Published by Nuneaton (Job 9195) our client instructed us Ove Arup Partnership 13 Filzroy Street. London W1P 6BO to prepare a performance specification so THEARUP that subcontractors could use either portal frames or trusses. The grid for the 60m width Editor: Peter Hoggett is two spans of 30m with a 6m spacing down Art Editor: Desmond Wyeth FSIAD the length of the building. The truss design Assistant Editor: David Brown JOURNAL proved the most economical. The structural steelwork industry: 2 Trusses were also used for a 20m span tank A review, production shop for Joseph Ash and Sons by R. Haryott (Job 9580) and also for an awkward re• Fire protection, 5 development of an existing site for Samuel by M. Law Heath and Sons (Job 8567) which required some operational areas to be kept in Towers and flare stacks, 9 production while the new building was by J. Tyrrell completed around them. The use of plated steelwork in 12 a tension leg platform design, Figs. 4-5 by N. Prescott Factory for Adamswear The Central Electricity Workshops 15 at Nuneaton Johannesburg, Fig. 6 by B. Williams Joseph Ash and Sons Multi-storey steel-framed 18 tank production shop buildings in South Africa, by C. McMillan Architects: for both projects: Harper Fairley Partnership Local reports summary, 21 by J. Hannon Composite frame and 25 metal deck construction, by I. MacKenzie Precedent and intuition in design, 26 All the papers in this issue of by J. -

Manufacturing Technology I Unit I Metal Casting
MANUFACTURING TECHNOLOGY I UNIT I METAL CASTING PROCESSES Sand casting – Sand moulds - Type of patterns – Pattern materials – Pattern allowances – Types of Moulding sand – Properties – Core making – Methods of Sand testing – Moulding machines – Types of moulding machines - Melting furnaces – Working principle of Special casting processes – Shell – investment casting – Ceramic mould – Lost Wax process – Pressure die casting – Centrifugal casting – CO2 process – Sand Casting defects. UNIT II JOINING PROCESSES Fusion welding processes – Types of Gas welding – Equipments used – Flame characteristics – Filler and Flux materials - Arc welding equipments - Electrodes – Coating and specifications – Principles of Resistance welding – Spot/butt – Seam – Projection welding – Percusion welding – GS metal arc welding – Flux cored – Submerged arc welding – Electro slag welding – TIG welding – Principle and application of special welding processes – Plasma arc welding – Thermit welding – Electron beam welding – Friction welding – Diffusion welding – Weld defects – Brazing – Soldering process – Methods and process capabilities – Filler materials and fluxes – Types of Adhesive bonding. UNIT III BULK DEFORMATION PROCESSES Hot working and cold working of metals – Forging processes – Open impression and closed die forging – Characteristics of the process – Types of Forging Machines – Typical forging operations – Rolling of metals – Types of Rolling mills – Flat strip rolling – Shape rolling operations – Defects in rolled parts – Principle of rod and wire drawing – Tube drawing – Principles of Extrusion – Types of Extrusion – Hot and Cold extrusion – Equipments used. UNIT IV SHEET METAL PROCESSES Sheet metal characteristics – Typical shearing operations – Bending – Drawing operations – Stretch forming operations –– Formability of sheet metal – Test methods – Working principle and application of special forming processes – Hydro forming – Rubber pad forming – Metal spinning – Introduction to Explosive forming – Magnetic pulse forming – Peen forming – Super plastic forming. -

An Example in Steel Casting the One Person Hitch Housing for the 2 ½ and 5 Ton Trucks
An Example in Steel Casting The One Person Hitch Housing for the 2 ½ and 5 Ton Trucks The Application – The one person hitch housing is part of an improved hitch/frame design for the military’s 2½ and 5 ton trucks, used for towing weapons systems, cargo trailers, and other payloads. The hitch housing acts as an alignment and locking fixture for connecting the trailer tow hook to the truck tow bar. Through a redesign of the housing to provide lateral motion to the tow bar during hook-up, the new hitch permits one-person operation, reduces hitch-up time, and provides for safer handling. Hitch Housing Description The hitch housing assembly is attached to the truck frame. The towing draw bar moves within the assembly during hook-up, which permits the draw bar to “swing” laterally to align with the trailer tow bar. After the trailer is connected, the draw bar self-aligns and locks in the hitch housing for towing. 1 The Challenge The hitch housing has a plate geometry with vertical alignment bars and rib stiffeners. It weighs approximately 60 lbs with nominal dimensions of 18” x 20” x 5”. The housing is made with SC 8630 steel and sees loads as high at 15,000 lbs (for the 5 ton truck). The first prototypes of the hitch housing were fabricated steel assemblies, consisting of more than 35 pieces bolted and welded together. The assembly required 4-6 hours of alignment effort during installation. The projected production cost of the steel fabrication assembly was $5000 per unit. -
Technical Report of “Thor’S Hammer”
UNIVERSITY: INSTITUTO TECNOLÓGICO DE SALTILLO SFSA CAST IN STEEL 2021 COMPETITON TECHNICAL REPORT OF “THOR’S HAMMER” SPONSOR: JOSE ANTONIO LAZCANO FERNANDEZ (SEMSA FOUNDRY) ADVICED BY: DR. EFRAÍN ALMANZA CASAS VALHALLA DONKEYS TEAM: ARANZAZÚ PINEDA SILVIA RAMOS JORGE ARELLANO MARIO GARCIA JOSÉ SÁNCHEZ MARCH 2021 TABLE OF CONTENTS TEAM MEMBERS ........................................................................................................................... 2 ABSTRACT...................................................................................................................................... 3 INTRODUCTION ............................................................................................................................. 4 HISTORICAL BACKGROUND ........................................................................................................... 5 HAMMER DESIGN .......................................................................................................................... 6 MODEL MANUFACTURE ................................................................................................................ 7 ALLOY SELECTION .......................................................................................................................... 8 CASTING APROACH ....................................................................................................................... 9 SIMULATION .............................................................................................................................. -
Manufacturing Processes by H.N. Gupta.Pdf
This page intentionally left blank MANUFACTURING PROCESSES (SECOND EDITION) H.N. Gupta B.Sc., G.I. Mech.E (London), FIE Visiting Professor Department of Mechanical Engineering I.E.T., Lucknow, U.P. Technical University R.C. Gupta B.Sc., B.E., M.Tech., Ph.D. Professor and Head Department of Mechanical Engineering I.E.T., Lucknow, U.P. Technical University Arun Mittal Senior Faculty Department of Mechanical Engineering I.E.T., Lucknow, U.P. Technical University Copyright © 2009, New Age International (P) Ltd., Publishers Published by New Age International (P) Ltd., Publishers All rights reserved. No part of this ebook may be reproduced in any form, by photostat, microfilm, xerography, or any other means, or incorporated into any information retrieval system, electronic or mechanical, without the written permission of the publisher. All inquiries should be emailed to [email protected] ISBN (13) : 978-81-224-2844-5 PUBLISHING FOR ONE WORLD NEW AGE INTERNATIONAL (P) LIMITED, PUBLISHERS 4835/24, Ansari Road, Daryaganj, New Delhi - 110002 Visit us at www.newagepublishers.com Preface to the Second Edition The authors of the book ‘‘Manufacturing Processes’’ are thrilled at the speed with which the first edition of the book has been snapped up and exhausted within four months of its publication necessitating a reprint. This proves that the book has been found useful both by teachers and the students. This is extremely gratifying. It has been felt that to make the text of the book even more useful, certain changes have been made. Therefore the text of the Unit I and Unit IV has been completely rewritten in the second edition of the book. -

Casting Processes
2.4_3 Casting Processes • pouring a liquid material (molten metal) into a prepared mold • materials: iron steel aluminum brass bronze magnesium certain zinc alloys • iron is used most often - fluidity, low shrinkage, strength, rigidity, and ease of control Chap 2, Casting – p. 1 • Six factors of the casting process: 1) A mold cavity must be produced. - must have desired shape - must allow for shrinkage of the solidifying metal - a new mold must be made for each casting, or a permanent mold must be made 2) A suitable means must exist to melt the metal. - high temperatures - quality mix - low cost 3) The molten metal must be introduced into the mold so that all air or gases in the mold will escape. The mold must be completely filled so that there are no air holes. 4) The mold must be designed so that it does not impede the shrinkage of the metal upon cooling. 5) It must be possible to remove the casting from the mold. 6) Finishing operations must usually be performed on the part after it is removed from the mold. Chap 2, Casting – p. 2 Seven major casting processes: 1) Sand casting 5) Centrifugal casting 2) Shell-mold casting 6) Plaster-mold casting 3) Permanent-mold casting 7) Investment casting 4) Die casting Sand Casting • sand is used as the mold material • the sand (mixed with other materials) is packed around a pattern that has the shape of the desired part • the mold is made of two parts (drag (bottom) & cope (top)) • a new mold must be made for every part • liquid metal is poured into the mold through a sprue hole • the sprue hole is connected to the cavity by runners • a gate connects the runner with the mold cavity • risers are used to provide "overfill" Chap 2, Casting – p. -
Chapter 11 METAL CASTING PROCESSES
YPALACI GIM2042 Manufacturing Processes, Gr. 2, T.301 Lecturer; Assoc. Prof.Dr.Yüksel PALACI Office ; T403 E-mail ; [email protected] • Book; John Wiley & Sons, Inc. M. P. Groover, “Fundamentals of Modern Manufacturing” • Chapters:1,10,11,16,18-22,24,30-34 • http://www.bologna.yildiz.edu.tr/index.php?r=course/v iew&id=1171&aid=35 Dept. of Naval Architecture and Marine Engineering YPALACI Chapter 11 METAL CASTING PROCESSES • Sand Casting • Other Expendable Mold Casting Processes • Permanent Mold Casting Processes • Foundry Practice • Casting Quality • Metals for Casting • Product Design Considerations Dept. of Naval Architecture and Marine Engineering 1 YPALACI Two Categories of Metal Casting Processes 1. Expendable mold processes - mold is sacrificed to remove part Advantage: more complex shapes possible Disadvantage: production rates often limited by time to make mold rather than casting itself 2. Permanent mold processes - mold is made of metal and can be used to make many castings Advantage: higher production rates Disadvantage: geometries limited by need to open mold Dept. of Naval Architecture and Marine Engineering YPALACI Overview of Sand Casting • Most widely used casting process, accounting for a significant majority of total tonnage cast • Nearly all alloys can be sand casted, including metals with high melting temperatures, such as steel, nickel, and titanium • Parts ranging in size from small to very large • Production quantities from one to millions Dept. of Naval Architecture and Marine Engineering 2 Figure 11.1 - A large sand casting weighing over 680 kg (1500 lb) \ for an air compressor frame (courtesy Elkhart Foundry, photo by Paragon Inc , Elkhart, Indiana) YPALACI Steps in Sand Casting 1.