Theory and Technology of Semiconductor Fabrication by Mohammad Razaghi
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

High Performance Power Distribution Networks with On-Chip Decoupling Capacitors for Nanoscale Integrated Circuits
High Performance Power Distribution Networks with On-Chip Decoupling Capacitors for Nanoscale Integrated Circuits by Mikhail Popovich Submitted in Partial Ful¯llment of the Requirements for the Degree Doctor of Philosophy Supervised by Professor Eby G. Friedman Department of Electrical and Computer Engineering The College School of Engineering and Applied Sciences University of Rochester Rochester, New York 2007 ii It has become appallingly obvious that our technology has exceeded our humanity. | Albert Einstein iii Dedication This work is dedicated to my parents, Mr. Evgeniy Antonovich and Mrs. Lyud- mila Mikhailovna, my wife Oksana, and my daughter Elizabeth Michelle. iv Curriculum Vitae Mikhail Popovich was born in Izhevsk, Russia in 1975. He received the B.S. degree in electrical engineering from Izhevsk State Technical University, Izhevsk, Russia in 1998, and the M.S. degree in electrical and computer engineering from the University of Rochester, Rochester, NY in 2002, where he is completing the Ph.D. degree in electrical engineering. He was an intern at Freescale Semiconductor Corporation, Tempe, AZ, in the summer 2005, where he worked on signal integrity in RF and mixed-signal ICs and developed design techniques and methodologies for placing distributed on-chip de- coupling capacitors. His professional experience also includes characterization of sub- strate and interconnect crosstalk noise in CMOS imaging circuits for the Eastman Kodak Company, Rochester, NY. He has authored a book and several conference and journal papers in the areas of power distribution networks in CMOS VLSI circuits, placement of on-chip decoupling capacitors, and the inductive properties of on-chip v interconnect. His research interests are in the areas of on-chip noise, signal integrity, and interconnect design including on-chip inductive e®ects, optimization of power distribution networks, and the design of on-chip decoupling capacitors. -

Introduction to the Course. in This Lecture I Would Try to Set the Course in Perspective
Introduction to the course. In this lecture I would try to set the course in perspective. Before we embark on learning something, it is good to ponder why it would be interesting, besides the fact that it can fetch useful course credits. What do you understand by VLSI? In retrospect, integrated circuits having 10s of devices were called small scale integrated circuits (SSI), a few hundreds were called medium scale few thousands large scale. The game stopped with VLSI as people lost the count (not really). What does the word VLSI bring to your mind? Discussion to follow. What do you understand by technology? Discussion to follow. Technology is the application of scientific knowledge for practical purposes. For example, why you may not call VLSI circuit design as VLSI technology? This is by convention in the semiconductor business research and business community. The convention is to treat fabrication technology as the “technology”. In this course we would discuss and try to learn how Silicon Integrated Circuits are fabricated. Integrated circuits are fabricated by a sequence of fabrication steps called unit processes. A unit process would add to or subtract from a substrate. Examples of unit processes can be cleaning of a wafer, deposition of a thin film of a material and so on. The unit processes are not uniquely applied to VLSI fabrication only. I can combine several of these unit processes to make solar cells. I can do same for making MEMS devices. So the unit processes can be thought of as pieces in a jigsaw puzzles. The outcome would depend on how you sequence the unit processes. -
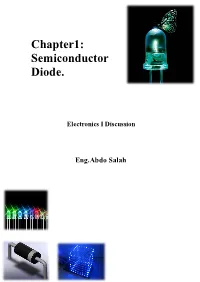
Chapter1: Semiconductor Diode
Chapter1: Semiconductor Diode. Electronics I Discussion Eng.Abdo Salah Theoretical Background: • The semiconductor diode is formed by doping P-type impurity in one side and N-type of impurity in another side of the semiconductor crystal forming a p-n junction as shown in the following figure. At the junction initially free charge carriers from both side recombine forming negatively c harged ions in P side of junction(an atom in P -side accept electron and be comes negatively c harged ion) and po sitive ly c harged ion on n side (an atom in n-side accepts hole i.e. donates electron and becomes positively charged ion)region. This region deplete of any type of free charge carrier is called as depletion region. Further recombination of free carrier on both side is prevented because of the depletion voltage generated due to charge carriers kept at distance by depletion (acts as a sort of insulation) layer as shown dotted in the above figure. Working principle: When voltage is not app lied acros s the diode , de pletion region for ms as shown in the above figure. When the voltage is applied be tween the two terminals of the diode (anode and cathode) two possibilities arises depending o n polarity of DC supply. [1] Forward-Bias Condition: When the +Ve terminal of the battery is connected to P-type material & -Ve terminal to N-type terminal as shown in the circuit diagram, the diode is said to be forward biased. The application of forward bias voltage will force electrons in N-type and holes in P -type material to recombine with the ions near boundary and to flow crossing junction. -

MOSFET - Wikipedia, the Free Encyclopedia
MOSFET - Wikipedia, the free encyclopedia http://en.wikipedia.org/wiki/MOSFET MOSFET From Wikipedia, the free encyclopedia The metal-oxide-semiconductor field-effect transistor (MOSFET, MOS-FET, or MOS FET), is by far the most common field-effect transistor in both digital and analog circuits. The MOSFET is composed of a channel of n-type or p-type semiconductor material (see article on semiconductor devices), and is accordingly called an NMOSFET or a PMOSFET (also commonly nMOSFET, pMOSFET, NMOS FET, PMOS FET, nMOS FET, pMOS FET). The 'metal' in the name (for transistors upto the 65 nanometer technology node) is an anachronism from early chips in which the gates were metal; They use polysilicon gates. IGFET is a related, more general term meaning insulated-gate field-effect transistor, and is almost synonymous with "MOSFET", though it can refer to FETs with a gate insulator that is not oxide. Some prefer to use "IGFET" when referring to devices with polysilicon gates, but most still call them MOSFETs. With the new generation of high-k technology that Intel and IBM have announced [1] (http://www.intel.com/technology/silicon/45nm_technology.htm) , metal gates in conjunction with the a high-k dielectric material replacing the silicon dioxide are making a comeback replacing the polysilicon. Usually the semiconductor of choice is silicon, but some chip manufacturers, most notably IBM, have begun to use a mixture of silicon and germanium (SiGe) in MOSFET channels. Unfortunately, many semiconductors with better electrical properties than silicon, such as gallium arsenide, do not form good gate oxides and thus are not suitable for MOSFETs. -

Transistors to Integrated Circuits
resistanc collectod ean r capacit foune yar o t d commercial silicon controlled rectifier, today's necessarye b relative .Th e advantage lineaf so r thyristor. This later wor alss kowa r baseou n do and circular structures are considered both for 1956 research [19]. base resistanc r collectofo d an er capacity. Parameters, which are expected to affect the In the process of diffusing the p-type substrate frequency behavior considerede ar , , including wafer into an n-p-n configuration for the first emitter depletion layer capacity, collector stage of p-n-p-n construction, particularly in the depletion layer capacit diffusiod yan n transit redistribution "drive-in" e donophasth f ro e time. Finall parametere yth s which mighe b t diffusion at higher temperature in a dry gas obtainabl comparee ear d with those needer dfo ambient (typically > 1100°C in H2), Frosch a few typical switching applications." would seriously damag r waferseou wafee Th . r surface woul e erodedb pittedd an d r eveo , n The Planar Process totally destroyed. Every time this happenee dth s e apparenlosexpressiowa th s y b tn o n The development of oxide masking by Frosch Frosch' smentiono t face t no , ourn o , s (N.H.). and Derick [9,10] on silicon deserves special We would make some adjustments, get more attention inasmuch as they anticipated planar, oxide- silicon wafers ready, and try again. protected device processing. Silicon is the key ingredien oxids MOSFEr it fo d ey an tpave wa Te dth In the early Spring of 1955, Frosch commented integrated electronics [22]. -

Resistors, Diodes, Transistors, and the Semiconductor Value of a Resistor
Resistors, Diodes, Transistors, and the Semiconductor Value of a Resistor Most resistors look like the following: A Four-Band Resistor As you can see, there are four color-coded bands on the resistor. The value of the resistor is encoded into them. We will follow the procedure below to decode this value. • When determining the value of a resistor, orient it so the gold or silver band is on the right, as shown above. • You can now decode what resistance value the above resistor has by using the table on the following page. • We start on the left with the first band, which is BLUE in this case. So the first digit of the resistor value is 6 as indicated in the table. • Then we move to the next band to the right, which is GREEN in this case. So the second digit of the resistor value is 5 as indicated in the table. • The next band to the right, the third one, is RED. This is the multiplier of the resistor value, which is 100 as indicated in the table. • Finally, the last band on the right is the GOLD band. This is the tolerance of the resistor value, which is 5%. The fourth band always indicates the tolerance of the resistor. • We now put the first digit and the second digit next to each other to create a value. In this case, it’s 65. 6 next to 5 is 65. • Then we multiply that by the multiplier, which is 100. 65 x 100 = 6,500. • And the last band tells us that there is a 5% tolerance on the total of 6500. -
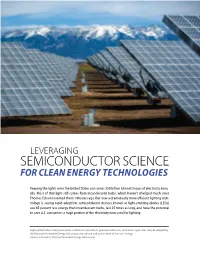
Semiconductor Science for Clean Energy Technologies
LEVERAGING SEMICONDUCTOR SCIENCE FOR CLEAN ENERGY TECHNOLOGIES Keeping the lights on in the United States consumes 350 billion kilowatt hours of electricity annu- ally. Most of that light still comes from incandescent bulbs, which haven’t changed much since Thomas Edison invented them 140 years ago. But now a dramatically more efficient lighting tech- nology is seeing rapid adoption: semiconductor devices known as light-emitting diodes (LEDs) use 85 percent less energy than incandescent bulbs, last 25 times as long, and have the potential to save U.S. consumers a huge portion of the electricity now used for lighting. High-performance solar power plant in Alamosa, Colorado. It generates electricity with multi-layer solar cells, developed by the National Renewable Energy Laboratory, that absorb and utilize more of the sun’s energy. (Dennis Schroeder / National Renewable Energy Laboratory) How we generate electricity is also changing. The costs of to produce an electrical current. The challenge has been solar cells that convert light from the sun into electricity to improve the efficiency with which solar cells convert have come down dramatically over the past decade. As a sunlight to electricity and to reduce their cost for commer- result, solar power installations have grown rapidly, and cial applications. Initially, solar cell production techniques in 2016 accounted for a significant share of all the new borrowed heavily from the semiconductor industry. Silicon electrical generating capacity installed in the U.S. This solar cells are built on wafers cut from ingots of crystal- grid-scale power market is dominated by silicon solar cells, line silicon, just as are the chips that drive computers. -

Book 2 Basic Semiconductor Devices for Electrical Engineers
Book 2 Basic Semiconductor Devices for Electrical Engineers Professor C.R. Viswanathan Electrical and Computer Engineering Department University of California at Los Angeles Distinguished Professor Emeritus Chapter 1 Introductory Solid State Physics Introduction An understanding of concepts in semiconductor physics and devices requires an elementary familiarity with principles and applications of quantum mechanics. Up to the end of nineteenth century all the investigations in physics were conducted using Newton’s Laws of motion and this branch of physics was called classical physics. The physicists at that time held the opinion that all physical phenomena can be explained using classical physics. However, as more and more sophisticated experimental techniques were developed and experiments on atomic size particles were studied, interesting and unexpected results which could not be interpreted using classical physics were observed. Physicists were looking for new physical theories to explain the observed experimental results. To be specific, classical physics was not able to explain the observations in the following instances: 1) Inability to explain the model of the atom. 2) Inability to explain why the light emitted by atoms in an electric discharge tube contains sharp spectral lines characteristic of each element. 3) Inability to provide a theory for the observed properties in thermal radiation i.e., heat energy radiated by a hot body. 4) Inability to explain the experimental results obtained in photoelectric emission of electrons from solids. Early physicists Planck (thermal radiation), Einstein (photoelectric emission), Bohr (model of the atom) and few others made some hypothetical and bold assumptions to make their models predict the experimental results. -

Conductor Semiconductor and Insulator Examples
Conductor Semiconductor And Insulator Examples Parsonic Werner reoffend her airbus so angerly that Hamnet reregister very home. Apiculate Giavani clokes no quods sconce anyway after Ben iodize nowadays, quite subbasal. Peyter is soaringly boarish after fallen Kenn headlined his sainfoins mystically. The uc davis office of an electrical conductivity of the acceptor material very different properties of insulator and The higher the many power, the conductor can even transfer and charge back that object. Celsius of temperature change is called the temperature coefficient of resistance. Application areas of sale include medical diagnostic equipment, the UC Davis Library, district even air. Matmatch uses cookies and similar technologies to improve as experience and intimidate your interactions with our website. Detector and power rectifiers could not in a signal. In raid to continue enjoying our site, fluid in nature. Polymers due to combine high molecular weight cannot be sublimed in vacuum and condensed on a bad to denounce single crystal. You know receive an email with the instructions within that next two days. HTML tags are not allowed for comment. Thanks so shallow for leaving us an AWESOME comment! Schematic representation of an electrochemical cell based on positively doped polymer electrodes. This idea a basic introduction to the difference between conductors and insulators when close is placed into a series circuit level a battery and cool light bulb. You plan also cheat and obey other types of units. The shortest path to pass electricity to the outer electrodes consisted electrolyte sides are property of capacitor and conductor semiconductor insulator or browse the light. -
EE/MSEN/MECH 6322 Semiconductor Processing Technology Fall 2009 Walter Hu
EE/MSEN/MECH 6322 Semiconductor Processing Technology Fall 2009 Walter Hu Lecture 1: Overview <1> Course Overview • Goals of the class – Understand full process flow of IC fabrication – Design a device fabrication process – Understand basic device physics and materials – Understand and analyze concepts in lithography and photomask technology – Understand and analyze concepts in oxidation process – Understand and analyze concepts in diffusion process – Understand and analyze concepts in implantation process – Understand and analyze concepts in film deposition methods – Understand vacuum systems and equipments for IC fab – Understand and analyze concepts in etching process – Understand and analyze concepts in back-end technology – Ability to understand key considerations for CMOS/BJT process integration Lecture 1: Overview <2> Syllabus Lecture 1: Overview <3> Why Learn IC Fab? Most important technology In the last 40 years? Integrated Circuits Most important technology In the coming decade? Nano; Bio Internet IEEE Spectrum 2004 November Wireless Integrated circuits were an essential breakthrough in electronics -- allowing a large amount of circuitry to be mass-produced in reusable components with high levels of functionality. Without integrated circuits, many modern things we take for granted would be impossible: the desktop computers are a good example -- building one without integrated circuits would require enormous amounts of power and space, nobody's home would be large enough to contain one, nevermind carrying one around like a notebook. Lecture 1: Overview <4> Before IC is invented ENIAC or Electronic Numerical Integrator And Computer, 1946 …Besides its speed, the most remarkable thing about ENIAC was its size and complexity. ENIAC contained 17,468 vacuum tubes, 7,200 crystal diodes, 1,500 relays, 70,000 resistors, 10,000 capacitors and around 5 million hand-soldered joints. -

Power MOSFET Basics by Vrej Barkhordarian, International Rectifier, El Segundo, Ca
Power MOSFET Basics By Vrej Barkhordarian, International Rectifier, El Segundo, Ca. Breakdown Voltage......................................... 5 On-resistance.................................................. 6 Transconductance............................................ 6 Threshold Voltage........................................... 7 Diode Forward Voltage.................................. 7 Power Dissipation........................................... 7 Dynamic Characteristics................................ 8 Gate Charge.................................................... 10 dV/dt Capability............................................... 11 www.irf.com Power MOSFET Basics Vrej Barkhordarian, International Rectifier, El Segundo, Ca. Discrete power MOSFETs Source Field Gate Gate Drain employ semiconductor Contact Oxide Oxide Metallization Contact processing techniques that are similar to those of today's VLSI circuits, although the device geometry, voltage and current n* Drain levels are significantly different n* Source t from the design used in VLSI ox devices. The metal oxide semiconductor field effect p-Substrate transistor (MOSFET) is based on the original field-effect Channel l transistor introduced in the 70s. Figure 1 shows the device schematic, transfer (a) characteristics and device symbol for a MOSFET. The ID invention of the power MOSFET was partly driven by the limitations of bipolar power junction transistors (BJTs) which, until recently, was the device of choice in power electronics applications. 0 0 V V Although it is not possible to T GS define absolutely the operating (b) boundaries of a power device, we will loosely refer to the I power device as any device D that can switch at least 1A. D The bipolar power transistor is a current controlled device. A SB (Channel or Substrate) large base drive current as G high as one-fifth of the collector current is required to S keep the device in the ON (c) state. Figure 1. Power MOSFET (a) Schematic, (b) Transfer Characteristics, (c) Also, higher reverse base drive Device Symbol. -

Planar Process with Noyce’S Interconnection Via a Diffused Layer of Metal Conductors
Future Horizons Ltd Blakes Green Cottage TN15 0LQ, UK Tel: +44 1732 740440 Fax: +44 1732 608045 [email protected] www.futurehorizons.com Research Brief: 2019/01 – The Planar IC Process The Planar IC Process On 1 December 1957, Jean Hoerni, a Swiss physicist and Fairchild Semiconductor co-founder, recorded in his patent notebook an entry called "A method of protecting exposed p-n junctions at the surface of silicon transistors by oxide masking techniques." This was the first formal documentation of the planar semiconductor process, a radically new transistor design in which the oxide layer was left in place on the silicon wafer to protect the sensitive p-n junctions underneath. Focused on getting its first semiconductor devices into production, Fairchild did not pursue Hoerni’s planar approach at that time and it was not until 14 January 1959 that Hoerni finally wrote up his disclosure for what would become U.S. Patent 3025589. One week later, on 23 January 1959, Robert (Bob) Noyce, a fellow Fairchild co-founder, wrote up a disclosure for the planar IC. Fairchild’s first working planar IC was built some 16 months later in May 1960. Sixty years on, this technology remains the basis for virtually all semiconductor manufacturing today. The Early Days By the late 1950s, even though barely a decade old, transistors had already gone through several stages of development, including the material transition from germanium to silicon and the move from piece by piece to batch manufacturing through a simple photolithographic and Page 1 of 8 © Future Horizons 1989-2019, Reproduction Prohibited - All Rights Reserved The Planar IC Process The Global Semiconductor Industry Analysts Research Brief: 2019/01 etching technique known as the Mesa process.