Technology and Armor in the Middle Ages
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
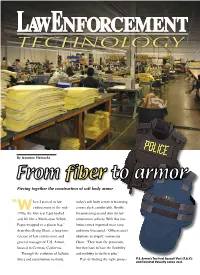
Piecing Together the Construction of Soft Body Armor
By Jeannine Heinecke Piecing together the construction of soft body armor hen I started in law today’s soft body armor is becoming “W enforcement in the mid- a more sleek, comfortable, flexible, 1970s, the first vest I got looked life-protecting second skin for law and felt like a Manhattan Yellow enforcement officers. With this evo- Pages wrapped in a plastic bag,” lution comes improved wear rates describes Georg Olsen, a long-time and more lives saved. “Officers aren’t veteran of law enforcement and obstinate or stupid,” comments general manager of U.S. Armor, Olsen. “They want the protection, located in Cerritos, California. but they have to have the flexibility Through the evolution of ballistic and mobility to do their jobs.” fibers and construction methods, Part of finding the right protec- U.S. Armor’s Tactical Assault Vest (T.A.V.) and Terminal Velocity series vest. tion is making an educated deci- Wagner, manager of technology construction allows for faster ener- sion when purchasing soft body for Honeywell’s Advanced Fibers gy dissipation and reduced back- armor. Officers need to know and Composites Group. “It has face deformation — the energy that the types of fibers used, how a an orientation and regularity. The was not dissipated by the vest and vest should properly fit and the order of the molecular chains is will impact the body. advancements in construction aligned along the length of the Honeywell discovered this pro- methods leading to more fiber, which helps with the trans- cess not only works for HPPE comfortable, wearable vests. -
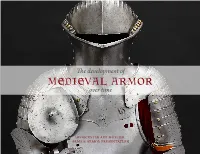
MEDIEVAL ARMOR Over Time
The development of MEDIEVAL ARMOR over time WORCESTER ART MUSEUM ARMS & ARMOR PRESENTATION SLIDE 2 The Arms & Armor Collection Mr. Higgins, 1914.146 In 2014, the Worcester Art Museum acquired the John Woodman Higgins Collection of Arms and Armor, the second largest collection of its kind in the United States. John Woodman Higgins was a Worcester-born industrialist who owned Worcester Pressed Steel. He purchased objects for the collection between the 1920s and 1950s. WORCESTER ART MUSEUM / 55 SALISBURY STREET / WORCESTER, MA 01609 / 508.799.4406 / worcesterart.org SLIDE 3 Introduction to Armor 1994.300 This German engraving on paper from the 1500s shows the classic image of a knight fully dressed in a suit of armor. Literature from the Middle Ages (or “Medieval,” i.e., the 5th through 15th centuries) was full of stories featuring knights—like those of King Arthur and his Knights of the Round Table, or the popular tale of Saint George who slayed a dragon to rescue a princess. WORCESTER ART MUSEUM / 55 SALISBURY STREET / WORCESTER, MA 01609 / 508.799.4406 / worcesterart.org SLIDE 4 Introduction to Armor However, knights of the early Middle Ages did not wear full suits of armor. Those suits, along with romantic ideas and images of knights, developed over time. The image on the left, painted in the mid 1300s, shows Saint George the dragon slayer wearing only some pieces of armor. The carving on the right, created around 1485, shows Saint George wearing a full suit of armor. 1927.19.4 2014.1 WORCESTER ART MUSEUM / 55 SALISBURY STREET / WORCESTER, MA 01609 / 508.799.4406 / worcesterart.org SLIDE 5 Mail Armor 2014.842.2 The first type of armor worn to protect soldiers was mail armor, commonly known as chainmail. -

Stab Resistant Body Armour
IAN HORSFALL STAB RESISTANT BODY ARMOUR COLLEGE OF DEFENCE TECHNOLOGY SUBMITTED FOR THE AWARD OF PhD CRANFIELD UNIVERSITY ENGINEERING SYSTEMS DEPARTMENT SUBMITTED FOR THE AWARD OF PhD 1999-2000 IAN HORSFALL STAB RESISTANT BODY ARMOUR SUPERVISOR DR M. R. EDWARDS MARCH 2000 ©Cranfield University, 2000. All rights reserved. No part of this publication may be reproduced without the written permission of the copyright holder. ABSTRACT There is now a widely accepted need for stab resistant body armour for the police in the UK. However, very little research has been done on knife resistant systems and the penetration mechanics of sharp projectiles are poorly understood. This thesis explores the general background to knife attack and defence with a particular emphasis on the penetration mechanics of edged weapons. The energy and velocity that can be achieved in stabbing actions has been determined for a number of sample populations. The energy dissipated against the target was shown to be primarily the combined kinetic energy of the knife and the arm of the attacker. The compliance between the hand and the knife was shown to significantly affect the pattern of energy delivery. Flexibility and the resulting compliance of the armour was shown to have a significant effect upon the absorption of this kinetic energy. The ability of a knife to penetrate a variety of targets was studied using an instrumented drop tower. It was found that the penetration process consisted of three stages, indentation, perforation and further penetration as the knife slides through the target. Analysis of the indentation process shows that for slimmer indenters, as represented by knives, frictional forces dominate, and indentation depth becomes dependent upon the coefficient of friction between indenter and sample. -

Basic-Armouring-2Of4.Pdf
Chapter 8 — Padding Because you need to build your armour around your padding you need to know how to make it first! Gamberson This supplies basic padding under the body armour and something to hang your arm armour off. Some people rely on their gamberson (with a few minor additions such as a kidney belt) as their torso protection. This gives them excellent mobility at the expense of protection. If you are learning to fight, as well as armour, you are liable to get hit a lot so body armour might not be a bad idea—your choice! Making a gamberson is a sewing job; go get a needle and thread or borrow a sewing machine. The material you make it from should be relatively tough (it’s going to take a beating), adsorbent (you are going to sweat into it), colour fast (unless you want to start a new fashion in oddly coloured flesh) and washable (see sweating above). Period gambersons were made from multiple layers of cloth stitched together or padded with raw wool or similar material, modern ones often use an internal fill of cotton or polyester batting to achieve the same look with less weight. A descrip- tion of an arming doublet of the 15th century is “a dowbelet of ffustean (a type of heavy woollen broad cloth) lyned with satene cutte full of hoolis”. A heavy outer material, such as canvas or calico, is therefore appropriate with a softer lining next to the skin. For extra ventilation you can add buttonholes down the quilting seams. -

Times Creation
+91-7351222111 Times Creation https://www.indiamart.com/times-creationharidwar/ Our organization is engaged in manufacturing, exporting and supplying nautical products, armoury products, handicraft items and other decorative brass antiques. This range includes morion helmet, antique norman armour helmet and more. About Us Established in the year 2001, we, Times Creation, we are one of the recognized firms engaged in Manufacturing, Exporting and Supplying a wide range of Medieval Armour Helmets, Medieval Armour Shields, Medieval Body Armour Collections, Medieval Muscle Armour, Armour Gloves, Antique Telephones, Nautical Spot Lamp, Nautical Brass Candle Stand, Nautical Brass Gifts & Home Decor, Nautical Brass Ship Models, Nautical Compass With Wooden Box, Nautical Diving Helmets, etc . These products are manufactured using high-grade raw material, which is procured from the reliable vendors of the market. Moreover, the products offered by us are known for their features like durability, superior finish, attractive designs, strong construction and corrosion resistance. Clients can avail these products in various sizes, designs and finishes as per their specific requirements. We, Times Creation, have established a sophisticated infrastructure, which is spread across a large area in Roorkee, Uttarakhand. Well-segregated into various departments, this infrastructure helps in managing the business related activities in a proper manner. Our departments are well-installed with advanced machines and tools that help in manufacturing in compliance -

Warfare and Society in the Barbarian West, 450–900
WARFARE AND SOCIETY IN THE BARBARIAN WEST, 450–900 Warfare was an integral part of early medieval life. It had a character of its own and was neither a pale shadow of Roman military practice nor an insignificant precursor to the warfare of the central Middle Ages. This book recovers its distinctiveness, looking at warfare in a rounded context in the British Isles and western Europe between the end of the Roman Empire and the break-up of the Carolingian Empire. The era was one of great changes in the practice of war. Guy Halsall relates warfare to many aspects of medieval life, economy, society and politics. He examines the raising and organisation of early medieval armies and looks at the conduct of campaigns. The survey includes the equipment of warriors and the horrific experience of battle as well as an analysis of medieval fortifications and siege warfare. Warfare and Society in the Barbarian West uses historical and archaeological evidence in a rigorous and sophisticated fashion. It stresses regional variations but also places Anglo-Saxon England in the mainstream of the military developments in this era. Guy Halsall is lecturer in medieval history at the University of York. He has published widely on the social history and archaeology of Merovingian Gaul and on violence in early medieval society, including Settlement and Social Organisation. The Merovingian Region of Metz (Cambridge, 1995). WARFARE AND HISTORY General Editor, Jeremy Black Professor of History, University of Exeter AIR POWER IN THE AGE OF TOTAL WAR John Buckley THE ARMIES OF THE CALIPHS: MILITARY AND SOCIETY IN THE EARLY ISLAMIC STATE Hugh Kennedy THE BALKAN WARS, 1912–1913: PRELUDE TO THE FIRST WORLD WAR Richard C. -

Potential Applications of the Natural Design of Internal Explosion Chambers in the Bombardier Beetle (Carabidae, Brachinus)
Potential Applications of the Natural Design of Internal Explosion Chambers in the Bombardier Beetle (Carabidae, Brachinus) by Changquan Lai B. Eng (Hons) Mechanical Engineering National University of Singapore, 2009 SUBMITTED TO THE DEPARTMENT OF MATERIALS SCIENCE AND ENGINEERING IN PARTIAL FUFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF MASTER OF ENGINEERING IN MATERIALS SCIENCE AND ENGINEERING AT THE MASSACHUSETTS INSTITUTE OF TECHNOLOGY SEPTEMBER 2010 © 2010 Changquan Lai. All rights reserved. The author hereby grants to MIT permission to reproduce and to distribute publicly paper and electronic copies of this thesis document in whole or in part in any medium now known or hereafter created. Signature of Author: ____________________________________________________________ Department of Materials Science and Engineering August 13th, 2010 Certified by: ___________________________________________________________________ Christine Ortiz Professor of Materials Science and Engineering Department Thesis Supervisor Accepted by: __________________________________________________________________ Christopher Schuh Chair, Departmental Committee for Graduate Students 2 POTENTIAL APPLICATIONS OF THE NATURAL DESIGN OF INTERNAL EXPLOSION CHAMBERS IN THE BOMBARDIER BEETLE (CARABIDAE, BRACHINUS) by Changquan Lai Submitted to the Department of Materials Science and Engineering on August 13th, 2010 in partial fulfilment of the requirements for the Degree of Master of Engineering in Materials Science and Engineering ABSTRACT The Bombardier Beetle (Carabidae, Brachinus) has a unique form of defense mechanism which involves the explosive mixing of hydroquinones and hydrogen peroxide in its internal explosion chambers and using the resultant high pressure to spray out a heated corrosive fluid containing p- benzoquinones in a controlled direction [1][2]. Three salient features of the internal explosion chambers were found to be instrumental in withstanding the high pressures generated from the explosive mixing and protecting the Bombardier Beetle’s internal organs [3]. -
M a S T E R C a T a L
YOU’LL WEAR IT.TM MASTER CATALOG QUALITY | COMFORT | VALUE “” YOU’LL WEAR IT! STEPHEN ARMELLINO PRESIDENT, CEO THANK YOU FOR YOUR SERVICE. For more than 30 years, we at U.S. Armor have had the honor of outfitting the law enforcement and military communities with superior body armor and protective equipment. As former servicemen, officers or family members of both, myself and our dedicated team members take incredible pride and care in the design and construction of our armor and protective equipment. We are thankful for the opportunity to support you in serving us all. As you know, your armor is only effective if it’s worn and therefore, we have committed ourselves to producing the lightest, safest, and most dynamic armor. It is with your comfort and performance needs in mind that we select the most innovative, respected material suppliers and partners and seek to advance our offerings as applicable. While we solemnly ensure that our products are compliant with all applicable standards and requirements, our primary objective is to protect and support you, so you can focus on effectively doing your job. We thank you for your trust in us and in return, we promise to deliver superior body armor that you’ll comfortably wear. Sincerely, - STEPHEN ARMELLINO A HISTORY TO PROTECT U.S. ARMOR has provided superior body armor and He has taken his father’s protective products for more than three decades. Our designs into the 21st legacy dates back to Richard Armellino, Sr., father of century with U.S. Armor’s current U.S. -

Archaeologist in the Archive. a Turning Point in the Study of Late-Medieval Helmets in Western Pomerania
FASCICULI ARCHAEOLOGIAE HISTORICAE FASC. XXXIII, PL ISSN 0860-0007 DOI 10.23858/FAH33.2020.011 ANDRZEJ JANOWSKI* ARCHAEOLOGIST IN THE ARCHIVE. A TURNING POINT IN THE STUDY OF LATE-MEDIEVAL HELMETS IN WESTERN POMERANIA Abstract: The article discusses three late-medieval head protectors from Western Pomerania, forgotten by Polish scholars after World War II. The first one is the great helm known as the Topfhelm from Dargen, the second, a bascinet with visor from Leszczyn and the last one, the jousting sallet from the collection of Szczecin masons. Knowledge about those helms is highly significant for studies of late-medieval armour in Western Pomerania. Keywords: Western Pomerania, medieval armour, great helm, bascinet, jousting sallet Received: 15.04.2020 Revised: 29.04.2020 Accepted: 27.07.2020 Citation: Janowski A. 2020. Archaeologist in the Archive. A Turning Point in the Study of Late-medieval Helmets in Western Pomerania. “Fasciculi Archaeologiae Historicae” 33, 167-174, DOI 10.23858/FAH33.2020.011 Elements of armour either in whole or in large The Great Helm from Dargen fragments belong to unique finds in the archaeology The first piece of head protection discussed here of the Middle Ages. Each more or less complete find is a find which must be known to all armour special- is considered a sensation. Western Pomeranian finds ists (Fig. 1). It is one of the best preserved and oldest are no different in this respect; new finds of this type great helms, dating back to the middle-second half of are few and far between.1 The study of primary sourc- the 13th century. -
Ballistic Protection: New Products and Developments
Ballistic protection: New products and developments In 2017, Teijin Aramid is launching two new ballistic protection products: Endumax Shield XF33, a plate solution for vehicles, vessels and body armor, and Twaron ComForte SB3, a highly flexible solution specifically developed for body armor products. In addition, Teijin Aramid’s Application Competence Center in Wuppertal, Germany, has increased its testing output by 83% over the past year. These developments will allow Teijin Aramid to continue providing a high level of service to its customers, offer a broader product portfolio, and maintain its competitive position in the global ballistic protection market. A unique focus on ballistic protection “For over 30 years, Teijin Aramid has been developing high-performance ballistic protection solutions that have saved countless lives,” says Manon Schuurmans, Business Department Manager Ballistics at Teijin Aramid. “During this time, we’ve built up a complete portfolio of both aramid and UHMW-PE based products and solutions for both personal protection and protective equipment. In addition, our technical team has developed extensive know-how and expertise in several specific ballistic application areas fo body armor, helmets, ground vehicle, vessels and aerospace. Thanks to our experience and state-of-the-art research and development facilities, Teijin Aramid is in a unique position Supported by high levels of technical expertise to address the market needs for ballistic protection.” “We wouldn’t have been able to launch our new products without our high levels of technical knowledge and high- New products: Endumax Shield XF33 and Twaron quality research facilities,” says Manon. “Specifically, our ComForte SB3 Application Competence Center in Wuppertal is “In 2017, we’re launching Endumax Shield XF33 and Twaron instrumental to driving our ballistic protection propositions. -

The Terminology of Armor in Old French
1 A 1 e n-MlS|^^^PP?; The Terminology Of Amor In Old French. THE TERMINOLOGY OF ARMOR IN OLD FRENCH BY OTHO WILLIAM ALLEN A. B. University of Illinois, 1915 THESIS Submitted in Partial Fulfillment of the Requirements for the Degree of MASTER OF ARTS IN ROMANCE LANGUAGES IN THE GRADUATE SCHOOL OF THE UNIVERSITY OF ILLINOIS 1916 UNIVERSITY OF ILLINOIS THE GRADUATE SCHOOL CO oo ]J1^J % I 9 I ^ I HEREBY RECOMMEND THAT THE THESIS PREPARED UNDER MY SUPER- VISION BY WtMc^j I^M^. „ ENTITLED ^h... *If?&3!£^^^ ^1 ^^Sh^o-^/ o>h, "^Y^t^C^/ BE ACCEPTED AS FULFILLING THIS PART OF THE REQUIREMENTS FOR THE DEGREE OF. hu^Ur /] CUjfo In Charge of Thesis 1 Head of Department Recommendation concurred in :* Committee on Final Examination* Required for doctor's degree but not for master's. .343139 LHUC CONTENTS Bibliography i Introduction 1 Glossary 8 Corrigenda — 79 Digitized by the Internet Archive in 2014 http://archive.org/details/terminologyofarmOOalle i BIBLIOGRAPHY I. Descriptive Works on Armor: Boeheim, Wendelin. Handbuch der Waffenkunde. Leipzig, 1890, Quicherat, J, Histoire du costume en France, Paris, 1875* Schultz, Alwin. Das hofische Leben zur Zeit der Minnesinger. Two volumes. Leipzig, 1889. Demmin, August. Die Kriegswaffen in ihren geschicht lichen Ent wicklungen von den altesten Zeiten bis auf die Gegenwart. Vierte Auflage. Leipzig, 1893. Ffoulkes, Charles. Armour and Weapons. Oxford, 1909. Gautier, Leon. La Chevalerie. Viollet-le-Duc • Dictionnaire raisonne' du mobilier frangais. Six volumes. Paris, 1874. Volumes V and VI. Ashdown, Charles Henry. Arms and Armour. New York. Ffoulkes, Charles. The Armourer and his Craft. -

Heroic Armor of the Italian Renaissnace
30. MASKS GARNITURE OF CHARLES V Filippo Negroli and his brothers Milan, dated 1539 Steel, gold, and silver Wt. 31 lb. 3 oz. (14,490 g) RealArmeria, Patrimonio Nacional, Madrid (A 139) he Masks Garniture occupies a special place in the Negroli Toeuvre as the largest surviving armor ensemble signed by Filippo N egroli and the only example of his work to specify unequivocally the participation of two or more of his broth ers. The armor's appellation, "de los mascarones," derives from the grotesque masks that figure prominently in its dec oration, and it was coined by Valencia de Don Juan (1898) to distinguish it from the many other harnesses of Charles V in the Real Armeria. Indeed, for Valencia, none of the emperor's numerous richly embellished armors could match this one for the beauty of its decoration. As the term "garniture" implies, the harness possesses a number of exchange and reinforcing pieces that allow it to be employed, with several variations, for mounted use in the field as well as on foot. The exhibited harness is composed of the following ele ments: a burgonet with hinged cheekpieces and a separate, detachable buffe to close the face opening; a breastplate with two downward-overlapping waist lames and a single skirt lame supporting tassets (upper thigh defenses) of seven lames each that are divisible between the second and third lames; a backplate with two waist lames and a single culet (rump) lame; asymmetrical pauldrons (shoulder defenses) made in one with vambraces (arm defenses) and having large couters open on the inside of the elbows; articulated cuisses (lower thigh defenses) with poleyns (knees); and half greaves open on the inside of the leg.