Protective Armor Engineering Design
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
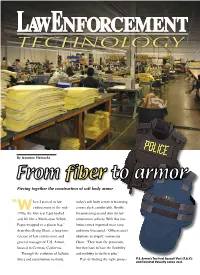
Piecing Together the Construction of Soft Body Armor
By Jeannine Heinecke Piecing together the construction of soft body armor hen I started in law today’s soft body armor is becoming “W enforcement in the mid- a more sleek, comfortable, flexible, 1970s, the first vest I got looked life-protecting second skin for law and felt like a Manhattan Yellow enforcement officers. With this evo- Pages wrapped in a plastic bag,” lution comes improved wear rates describes Georg Olsen, a long-time and more lives saved. “Officers aren’t veteran of law enforcement and obstinate or stupid,” comments general manager of U.S. Armor, Olsen. “They want the protection, located in Cerritos, California. but they have to have the flexibility Through the evolution of ballistic and mobility to do their jobs.” fibers and construction methods, Part of finding the right protec- U.S. Armor’s Tactical Assault Vest (T.A.V.) and Terminal Velocity series vest. tion is making an educated deci- Wagner, manager of technology construction allows for faster ener- sion when purchasing soft body for Honeywell’s Advanced Fibers gy dissipation and reduced back- armor. Officers need to know and Composites Group. “It has face deformation — the energy that the types of fibers used, how a an orientation and regularity. The was not dissipated by the vest and vest should properly fit and the order of the molecular chains is will impact the body. advancements in construction aligned along the length of the Honeywell discovered this pro- methods leading to more fiber, which helps with the trans- cess not only works for HPPE comfortable, wearable vests. -
MEDIEVAL ARMOR Over Time
The development of MEDIEVAL ARMOR over time WORCESTER ART MUSEUM ARMS & ARMOR PRESENTATION SLIDE 2 The Arms & Armor Collection Mr. Higgins, 1914.146 In 2014, the Worcester Art Museum acquired the John Woodman Higgins Collection of Arms and Armor, the second largest collection of its kind in the United States. John Woodman Higgins was a Worcester-born industrialist who owned Worcester Pressed Steel. He purchased objects for the collection between the 1920s and 1950s. WORCESTER ART MUSEUM / 55 SALISBURY STREET / WORCESTER, MA 01609 / 508.799.4406 / worcesterart.org SLIDE 3 Introduction to Armor 1994.300 This German engraving on paper from the 1500s shows the classic image of a knight fully dressed in a suit of armor. Literature from the Middle Ages (or “Medieval,” i.e., the 5th through 15th centuries) was full of stories featuring knights—like those of King Arthur and his Knights of the Round Table, or the popular tale of Saint George who slayed a dragon to rescue a princess. WORCESTER ART MUSEUM / 55 SALISBURY STREET / WORCESTER, MA 01609 / 508.799.4406 / worcesterart.org SLIDE 4 Introduction to Armor However, knights of the early Middle Ages did not wear full suits of armor. Those suits, along with romantic ideas and images of knights, developed over time. The image on the left, painted in the mid 1300s, shows Saint George the dragon slayer wearing only some pieces of armor. The carving on the right, created around 1485, shows Saint George wearing a full suit of armor. 1927.19.4 2014.1 WORCESTER ART MUSEUM / 55 SALISBURY STREET / WORCESTER, MA 01609 / 508.799.4406 / worcesterart.org SLIDE 5 Mail Armor 2014.842.2 The first type of armor worn to protect soldiers was mail armor, commonly known as chainmail. -
Arca Publisherspublishers
arcapublishers.ruarcapublishers.ru arca publishersarca publishers #booksabouthermitage #booksforchildrenandadults #matisse #vangogh каталог#arcapublishers #visitingmuseumcatalogue #museumforeveryone #kidsinmuseum #deluxeditions #journeythroughart #a n i m a l wo r l d #butterflieschrysanthemum #rubens #howtotalktochildren #playtogether #formuseumsnotaboo #petersburginwatercolours #museumcomicstrip #collect4 2015 2018– 2019 DIRECTOR’S CHOICE Grand and Private Rooms Hermitage of the Winter Palace SOON Text by Tatyana Sonina SOON Text by Mikhail Piotrovsky Designed by Vladimir Yakovlev Designed by Vladimir Yakovlev Joint edition of ARCA Publishers and Scala Arts &Heritage Publishers Ltd. Director’s Choice series is an international project of Scala Arts &Heritage Publishers (UK) in which directors of major A stunning volume presents the thrilling history of the world museums make their own choice of exhibits that Winter Palace, connected with the life of Russia and Saint occupy, in their opinion, a special place in museum’s Petersburg for more than 250 years. collection, and tell about them. Externally the Palace has not changed much, however its Books based on the collections of the Albertina Gallery, the interior, as a living organism, has been constantly updated Alte Pinakothek and many others have already found their for the royal family members’ needs, status, and artistic readership. The choice of the Hermitage director is the tastes. These numerous changes are reflected in splendid first edition in Russia within the framework of this highly illustrations, mostly from the State Hermitage collection. successful international project. Sometimes paradoxical but Colourful album will let you both walk along the halls invariably interesting choice of Mikhail Piotrovsky, who has of bygone epochs and get acquainted with the Palace’s been the Hermitage’s director for 25 years, will take you to modern life, enjoying magnificent masterpieces of painting. -
Images and Words. an Interdisciplinary Unit for Sixth-Grade Art and Language Arts Classes
DOCUMENT RESUME ED 391 771 SO 026 096 AUTHOR Lyons, Nancy Hai,:te; Ridley, Sarah TITLE Japan: Images and Words. An Interdisciplinary Unit for Sixth-Grade Art and Language Arts Classes. INSTITUTION Smithsonian Institution, Washington, DC. Arthur M. Sackler Gallery. PUB DATE 94 NOTE 66p.; Color slides and prints not included in this document. AVAILABLE FROM Education Department, Arthur M. Sackler Gallery, Smithsonian Institution, Washington, DC 20560 ($24 plus $4.50 shipping and handling; packet includes six color slides and six color prints). PUB TYPE Guides Classroom Use Teaching Guides (For Teacher) (052) EDRS PRICE MF01/PC03 Plus Postage. DESCRIPTORS Area Studies; *Art; Art Activities; Art Appreciation; *Art Education; Foreign Countries; Grade 6; *Interdisciplinary Approach; Intermediate Grades; *Japanese Culture; *Language Arts; Painting (Visual Arts) ;Visual_ Arts IDENTIFIERS Japan; *Japanese Art ABSTRACT This packet, written for teachers of sixth-grade art and language arts courses, is designed to inspire creative expression in words and images through an appreciation for Japanese art. The selection of paintings presented are from the Freer Gallery of Art, Smithsonian Institution. The interdisCiplinary approach, combines art and language arts. Lessons may be presented independently or together as a unit. Six images of art are provided as prints, slides, and in black and white photographic reproductions. Handouts for student use and a teacher's lesson guide also are included. Lessons begin with an anticipatory set designed to help students begin thinking about issues that will be discussed. A motivational activity, a development section, clusure, and follow-up activities are given for each lesson. Background information is provided at the end of each lesson. -

Stab Resistant Body Armour
IAN HORSFALL STAB RESISTANT BODY ARMOUR COLLEGE OF DEFENCE TECHNOLOGY SUBMITTED FOR THE AWARD OF PhD CRANFIELD UNIVERSITY ENGINEERING SYSTEMS DEPARTMENT SUBMITTED FOR THE AWARD OF PhD 1999-2000 IAN HORSFALL STAB RESISTANT BODY ARMOUR SUPERVISOR DR M. R. EDWARDS MARCH 2000 ©Cranfield University, 2000. All rights reserved. No part of this publication may be reproduced without the written permission of the copyright holder. ABSTRACT There is now a widely accepted need for stab resistant body armour for the police in the UK. However, very little research has been done on knife resistant systems and the penetration mechanics of sharp projectiles are poorly understood. This thesis explores the general background to knife attack and defence with a particular emphasis on the penetration mechanics of edged weapons. The energy and velocity that can be achieved in stabbing actions has been determined for a number of sample populations. The energy dissipated against the target was shown to be primarily the combined kinetic energy of the knife and the arm of the attacker. The compliance between the hand and the knife was shown to significantly affect the pattern of energy delivery. Flexibility and the resulting compliance of the armour was shown to have a significant effect upon the absorption of this kinetic energy. The ability of a knife to penetrate a variety of targets was studied using an instrumented drop tower. It was found that the penetration process consisted of three stages, indentation, perforation and further penetration as the knife slides through the target. Analysis of the indentation process shows that for slimmer indenters, as represented by knives, frictional forces dominate, and indentation depth becomes dependent upon the coefficient of friction between indenter and sample. -

From Knights' Armour to Smart Work Clothes
September 16, 2020 Suits of steel: from knights’ armour to smart work clothes From traditional metal buttons to futuristic military exoskeletons, which came to the real world from the pages of comics. From the brigandines of medieval dandies to modern fire-resistant clothing for hot work areas. Steel suits have come a long way, and despite a brief retreat caused by a “firearm”, they are again conquering the battlefields and becoming widely used in cutting-edge operations. Ancestors of skins and cotton wool The first armour that existed covered the backs of warriors. For the Germanic tribes who attacked the Roman Empire, it was not considered shameful to escape battle. They protected their chests by dodging, while covering their backs, which became vulnerable when fleeing, with thick animal skins over the shoulders. Soldiers of ancient Egypt and Greece wore multi-layer glued and quilted clothes as armour. Mexican Aztecs faced the conquistadors in quilted wadded coats a couple of fingers thick. In turn, the Spanish borrowed the idea from the Mexicans. In medieval Europe, such protective clothing was widely used up to the 16th century. The famous Caucasian felt cloak also began life as armour. Made of wool using felting technology, it was invulnerable against steel sabres , arrows and even some types of bullets. Metal armour: milestones Another ancient idea for protective clothing was borrowed from animals. The scaled skin of pangolins was widely used as armour by Indian noble warriors, the Rajputs. They began to replicate a scaly body made of copper back in ancient Mesopotamia, then they began to use brass and later steel. -

Saint Demetrios of Thessaloniki
Master of Philosophy Faculty of Arts University of Glasgow Saint Demetrios of Thessaloniki By Lena Kousouros Christie's Education London Master's Programme September 2000 ProQuest Number: 13818861 All rights reserved INFORMATION TO ALL USERS The quality of this reproduction is dependent upon the quality of the copy submitted. In the unlikely event that the author did not send a com plete manuscript and there are missing pages, these will be noted. Also, if material had to be removed, a note will indicate the deletion. uest ProQuest 13818861 Published by ProQuest LLC(2018). Copyright of the Dissertation is held by the Author. All rights reserved. This work is protected against unauthorized copying under Title 17, United States C ode Microform Edition © ProQuest LLC. ProQuest LLC. 789 East Eisenhower Parkway P.O. Box 1346 Ann Arbor, Ml 48106- 1346 ^ v r r ARV- ^ [2,5 2 . 0 A b stract This thesis intends to explore the various forms the representations of Saint Demetrios took, in Thessaloniki and throughout Byzantium. The study of the image of Saint Demetrios is an endeavour of considerable length, consisting of numerous aspects. A constant issue running throughout the body of the project is the function of Saint Demetrios as patron Saint of Thessaloniki and his ever present protective image. The first paper of the thesis will focus on the transformation of the Saint’s image from courtly figure to military warrior. Links between the main text concerning Saint Demetrios, The Miracles, and the artefacts will be made and the transformation of his image will be observed on a multitude of media. -

Med-Eng® Protective Equipment, Specialized Tools and Crew Survivability Solutions Are Trusted in Over 100 Countries Worldwide
SURVIVABILITY SYSTEMS // // PRODUCTS CATALOG SURVIVABILITY SYSTEMS ARMOR COMMUNICATIONS COMMUNICATIONS GEAR DUTY BIKE ACCESSORIES FIREARMS SURVIVABILITY SYSTEMS Med-Eng® protective equipment, specialized tools and crew survivability solutions are trusted in over 100 countries worldwide. For over 30 years, LETHAL Med-Eng has been pioneering research into blast effects on the human LESS body, and has shared that knowledge with frontline personnel and program managers to improve operator safety. This experience, and a relentless commitment to research, development and performance testing is the strength behind new and integrated solutions that are best in class. PROTECTIVE GEAR FORENSICS PERFORMANCE PERFORMANCE 258 // PERSONAL PROTECTIVE EQUIPMENT APPAREL 259 // EXPLOSIVE ORDNANCE DISPOSAL TOOLS 260 // ROBOTS AND SEARCH 261 // MICRO CLIMATE SYSTEMS 261 // BLAST ATTENUATION SEATS SYSTEMS ARMOR SURVIVABILITY SYSTEMS TRAINING GROUP MED-ENG.COM 257 EXPLOSIVE ORDNANCE DISPOSAL TOOLS Med-Eng® provides integrated systems designed to protect against blast, fragmentation, impact and heat. Our Personal Protective Equipment has been developed with direct input from end users and is based on knowledge and validation gained from over 600 live blast tests. For EOD/IEDD, Tactical and Demining operations, our Med-Eng Suits, Helmets, Visors and Hand Protectors have set the industry standard for 30 years. Med-Eng also offers purpose-built Dryers to help maintain your equipment. TAC 6 // PROTECTIVE SUIT A highly versatile, modular, lightweight protective suit -
M a S T E R C a T a L
YOU’LL WEAR IT.TM MASTER CATALOG QUALITY | COMFORT | VALUE “” YOU’LL WEAR IT! STEPHEN ARMELLINO PRESIDENT, CEO THANK YOU FOR YOUR SERVICE. For more than 30 years, we at U.S. Armor have had the honor of outfitting the law enforcement and military communities with superior body armor and protective equipment. As former servicemen, officers or family members of both, myself and our dedicated team members take incredible pride and care in the design and construction of our armor and protective equipment. We are thankful for the opportunity to support you in serving us all. As you know, your armor is only effective if it’s worn and therefore, we have committed ourselves to producing the lightest, safest, and most dynamic armor. It is with your comfort and performance needs in mind that we select the most innovative, respected material suppliers and partners and seek to advance our offerings as applicable. While we solemnly ensure that our products are compliant with all applicable standards and requirements, our primary objective is to protect and support you, so you can focus on effectively doing your job. We thank you for your trust in us and in return, we promise to deliver superior body armor that you’ll comfortably wear. Sincerely, - STEPHEN ARMELLINO A HISTORY TO PROTECT U.S. ARMOR has provided superior body armor and He has taken his father’s protective products for more than three decades. Our designs into the 21st legacy dates back to Richard Armellino, Sr., father of century with U.S. Armor’s current U.S. -

4030 ELITE Bomb Disposal Suit & Helmet System
4030 ELITE Bomb Disposal Suit & Helmet System Mission Critical Protection for EOD Operators npaerospace.com 4030 ELITE Core Benefits Mission Critical EOD Protection ADVANCED OPTICAL PERFORMANCE Advanced ergonomic helmet design offers high protection The 4030 ELITE is the next generation Bomb Disposal Suit and Helmet and a wide field of view, with an active demisting visor System from NP Aerospace, a global leader in ballistic protection and Explosive Ordnance Disposal (EOD) design and manufacturing. The high performance, user configurable suit offers 360° protection from the four main EMERGENCY REMOVAL & EXTRACTION aspects of an explosion: fragmentation, overpressure, blast wind and heat radiation. Patented two pull quick release system in jacket and trousers Developed in response to customer feedback and using the latest technology, it is certified enables removal in less than 30 seconds and a new drag to the NIJ 0117.01 Public Safety Bomb Suit Standard by the Safety Equipment Institute. rescue feature allows for rapid emergency extraction The 4030 ELITE delivers improved survivability and ergonomics and accelerated donning and doffing. Protection is enhanced across critical areas such as the neck and torso providing an optimum performance to weight ratio. OPTIMUM SURVIVABILITY AT A LOW WEIGHT High protection across critical areas such as The highly adaptable suit allows for optional customisation with mix and match jacket the torso and neck ensures blast forces are and trouser sizing options and interoperability with the latest user communications deflected and fragments are absorbed and electronics, eliminating the need for a full scale technology upgrade. The 4030 ELITE is the latest addition to the NP Aerospace Bomb Disposal Suit portfolio which is proven and trusted by thousands of EOD operators worldwide. -

HONEYCOMB in HYBRID COMPOSITE ARMOR RESISTING DYNAMIC IMPACT by ADVAIT BHAT Bachelor of Science in Mechanical Engineering Un
HONEYCOMB IN HYBRID COMPOSITE ARMOR RESISTING DYNAMIC IMPACT By ADVAIT BHAT Bachelor of Science in Mechanical Engineering University of Mumbai Mumbai, Maharashtra, India 2007 Master of Science in Mechanical and Aerospace Engineering Oklahoma State University Stillwater, Oklahoma 2009 Submitted to the Faculty of the Graduate College of the Oklahoma State University in partial fulfillment of the requirements for the Degree of DOCTOR OF PHILOSOPHY JULY 2015 HONEYCOMB IN HYBRID COMPOSITE ARMOR RESISTING DYNAMIC IMPACT Dissertation approved: Dr. Jay C. Hanan Dissertation Adviser Dr. Sandip P. Harimkar Dr. Raman P. Singh Dr. Semra Peksoz Outside Committee Member ii ACKNOWLEDGEMENTS I thank financial support for this work by MetCel LLC and the Helmerich Research Center through grants to the Oklahoma State University Foundation. Funding from the Oklahoma Center for Advancement and Technology - Oklahoma Applied Research Support (OCAST-OARS Award Nos. AR12.-041, AR 131-037) and the National Science Foundation (NSF Award No: 1214985) was critical for the project success. I thank my adviser Dr. Jay Hanan for his guidance and supervision during the entire span of this project. I express my deepest gratitude for his continuous motivation and patience during my academic endeavor at Oklahoma State University. I thank my outside committee member Dr. Semra Peksoz for being my mentor on body armor and familiarizing me with their design principles and prevalent test procedures. I gratefully thank Dr. Raman Singh and Dr. Sandip Harimkar for being on my dissertation committee. I extended my appreciation to the personnel from DSM Dyneema, The Safariland group, US Shooting Academy, and Leading Technology Composites for their assistance on ballistic tests. -

(Xzxx/ Xx X X^X. X7 Xx X7 Xzx 24
USOO786.6248B2 (12) United States Patent (10) Patent No.: US 7.866,248 B2 Moore, III et al. (45) Date of Patent: Jan. 11, 2011 (54) ENCAPSULATED CERAMIC COMPOSITE 3.684,631 A 8, 1972 Dunbar ........................ 428/46 ARMOR 3,765.299 A 10/1973 Pagano et al. 3,804,017 A 4, 1974 Venable et al. (75) Inventors: Dan T. Moore, III, Cleveland Heights, 3,815,312 A 6, 1974 Lench OH (US); Ajit Sane, Medina, OH (US); 3,826,172 A 7, 1974 Dawson Jeff Lennartz, Cleveland, OH (US); 3,834,948 A 9, 1974 Brickner et al. : . s 3,916,060 A * 10/1975 Fish et al. ................ 428,2994 Bruce O. Budinger, Chagrin Falls, OH 4,111,097 A 9, 1978 Lasker (US); James L. Eucker, North 4,125,053 A 1 1/1978 Lasker Ridgeville, OH (US); Charles M. 4,179,979 A 12/1979 Cook et al. Milliren, Chesterland, OH (US) 4,316,404 A 2f1982 Medlin 4,320,204 A 3, 1982 Weaver (73) Assignee: Intellectual Property Holdings, LLC, 4,352,316 A 10/1982 Medlin Cleveland, OH (US) 4,368,660 A 1, 1983 Held 4.404,889 A 9/1983 Miguel (*) Notice: Subject to any disclaimer, the term of this 4,446,190 A 5/1984 Pernici patent is extended or adjusted under 35 (Continued) U.S.C. 154(b) by 552 days. FOREIGN PATENT DOCUMENTS (21) Appl. No.: 11/656,603 EP 287918 A1 10, 1988 (22) Filed: Jan. 23, 2007 (Continued) (65) Prior Publication Data OTHER PUBLICATIONS US 2009/O114083 A1 May 7, 2009 M.L.