HONEYCOMB in HYBRID COMPOSITE ARMOR RESISTING DYNAMIC IMPACT by ADVAIT BHAT Bachelor of Science in Mechanical Engineering Un
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
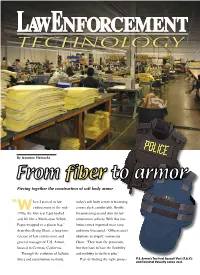
Piecing Together the Construction of Soft Body Armor
By Jeannine Heinecke Piecing together the construction of soft body armor hen I started in law today’s soft body armor is becoming “W enforcement in the mid- a more sleek, comfortable, flexible, 1970s, the first vest I got looked life-protecting second skin for law and felt like a Manhattan Yellow enforcement officers. With this evo- Pages wrapped in a plastic bag,” lution comes improved wear rates describes Georg Olsen, a long-time and more lives saved. “Officers aren’t veteran of law enforcement and obstinate or stupid,” comments general manager of U.S. Armor, Olsen. “They want the protection, located in Cerritos, California. but they have to have the flexibility Through the evolution of ballistic and mobility to do their jobs.” fibers and construction methods, Part of finding the right protec- U.S. Armor’s Tactical Assault Vest (T.A.V.) and Terminal Velocity series vest. tion is making an educated deci- Wagner, manager of technology construction allows for faster ener- sion when purchasing soft body for Honeywell’s Advanced Fibers gy dissipation and reduced back- armor. Officers need to know and Composites Group. “It has face deformation — the energy that the types of fibers used, how a an orientation and regularity. The was not dissipated by the vest and vest should properly fit and the order of the molecular chains is will impact the body. advancements in construction aligned along the length of the Honeywell discovered this pro- methods leading to more fiber, which helps with the trans- cess not only works for HPPE comfortable, wearable vests. -

Flyhawk M1A2 SEP Main Battle Tank 72Nd Scale Review
Background – the M1 Abrams: The M1 tank is named for former Army Chief of Staff General Creighton Abrams, commander of the US military forces in Vietnam from 1968 to 1972. Designed as a replacement for the M60 Patton tank, the first prototypes were developed by Chrysler and General Motors in 1976. As the new tank was to be turbine powered, the Chrysler prototype was chosen for production to take advantage of the company’s extensive experience with land based turbine powered vehicles. The tank entered service with the US Army as the M1 Abrams in 1980, with a total of 3,200 vehicles produced from 1979 to 1985. The multi-fuel turbine engine can run on diesel, kerosene, any grade of gasoline, and JP-4 and JP-8 jet fuel. The vehicle features composite armour, protection from nuclear, chemical, and biological weapons, and carries its ammunition in a special blow-out compartment that vents outboard to protect the crew. It is operated by a crew of four, weighs 68 tons, and can achieve 66 kmh. The main gun is the Royal Ordnance 105mm gun, produced under license. The vehicle can also be fitted with mine roller or mine plow attachments. The tank has been exported to Egypt, Kuwait, Saudi Arabia, Australia, and Iraq. Beginning in 1986, the tank was up-gunned to the Rheinmetall 120mm, also produced under license. Known as the M1A1, more than 5,000 of this variant were completed from 1986 to 1992. Review Copyright 2017 Robert G. Brown The M1A2 is an improved M1A1 and features a thermal viewer for the commander, GPS navigation equipment, digital controls and displays, and an improved fire control system. -
M a S T E R C a T a L
YOU’LL WEAR IT.TM MASTER CATALOG QUALITY | COMFORT | VALUE “” YOU’LL WEAR IT! STEPHEN ARMELLINO PRESIDENT, CEO THANK YOU FOR YOUR SERVICE. For more than 30 years, we at U.S. Armor have had the honor of outfitting the law enforcement and military communities with superior body armor and protective equipment. As former servicemen, officers or family members of both, myself and our dedicated team members take incredible pride and care in the design and construction of our armor and protective equipment. We are thankful for the opportunity to support you in serving us all. As you know, your armor is only effective if it’s worn and therefore, we have committed ourselves to producing the lightest, safest, and most dynamic armor. It is with your comfort and performance needs in mind that we select the most innovative, respected material suppliers and partners and seek to advance our offerings as applicable. While we solemnly ensure that our products are compliant with all applicable standards and requirements, our primary objective is to protect and support you, so you can focus on effectively doing your job. We thank you for your trust in us and in return, we promise to deliver superior body armor that you’ll comfortably wear. Sincerely, - STEPHEN ARMELLINO A HISTORY TO PROTECT U.S. ARMOR has provided superior body armor and He has taken his father’s protective products for more than three decades. Our designs into the 21st legacy dates back to Richard Armellino, Sr., father of century with U.S. Armor’s current U.S. -

(Xzxx/ Xx X X^X. X7 Xx X7 Xzx 24
USOO786.6248B2 (12) United States Patent (10) Patent No.: US 7.866,248 B2 Moore, III et al. (45) Date of Patent: Jan. 11, 2011 (54) ENCAPSULATED CERAMIC COMPOSITE 3.684,631 A 8, 1972 Dunbar ........................ 428/46 ARMOR 3,765.299 A 10/1973 Pagano et al. 3,804,017 A 4, 1974 Venable et al. (75) Inventors: Dan T. Moore, III, Cleveland Heights, 3,815,312 A 6, 1974 Lench OH (US); Ajit Sane, Medina, OH (US); 3,826,172 A 7, 1974 Dawson Jeff Lennartz, Cleveland, OH (US); 3,834,948 A 9, 1974 Brickner et al. : . s 3,916,060 A * 10/1975 Fish et al. ................ 428,2994 Bruce O. Budinger, Chagrin Falls, OH 4,111,097 A 9, 1978 Lasker (US); James L. Eucker, North 4,125,053 A 1 1/1978 Lasker Ridgeville, OH (US); Charles M. 4,179,979 A 12/1979 Cook et al. Milliren, Chesterland, OH (US) 4,316,404 A 2f1982 Medlin 4,320,204 A 3, 1982 Weaver (73) Assignee: Intellectual Property Holdings, LLC, 4,352,316 A 10/1982 Medlin Cleveland, OH (US) 4,368,660 A 1, 1983 Held 4.404,889 A 9/1983 Miguel (*) Notice: Subject to any disclaimer, the term of this 4,446,190 A 5/1984 Pernici patent is extended or adjusted under 35 (Continued) U.S.C. 154(b) by 552 days. FOREIGN PATENT DOCUMENTS (21) Appl. No.: 11/656,603 EP 287918 A1 10, 1988 (22) Filed: Jan. 23, 2007 (Continued) (65) Prior Publication Data OTHER PUBLICATIONS US 2009/O114083 A1 May 7, 2009 M.L. -

Ceramic Armor Materials by Design Kindle
CERAMIC ARMOR MATERIALS BY DESIGN PDF, EPUB, EBOOK A. Crowson | 652 pages | 01 Feb 2003 | American Ceramic Society | 9781574981483 | English | Ohio, United States Ceramic Armor Materials by Design PDF Book Those fragments can be deadly. Body Armor Materials How To. It is possible to cast and fire curved ceramic armor and other high precision ceramics. It would be slightly heavier than steel armor, but only by about 4 percent. Neuheiten A Companion to Contemporary British This gave me a panel that was 0. Steel armor plates are widely available and used but do not necessarily make the most effective choice. The most common of these is the 9mm, although different levels specify different muzzle velocities. It may be they will stop a. Compare 0 materials. If the bottle were filled with soda it would explode upon the round penetrating one wall. There was an attempted bank robbery years ago in Southern California. I did not try a penetration test with. The specifications for ballistic body armor levels come from the National Institute of Justice and provide specific rounds that are to be fired at the body armor in testing for each level. Stopping the bullet does little good if your rib breaks and pierces your lung or heart. I decided I needed to test this one out. Fill the buckets with sand… then add water. Bridgerton by Julia Quinn. Dragon Skin body armor is one these systems, although it has failed numerous tests performed by the US Army, and has been rejected. R Dandekar and E. There is a lot of space between sand grains…. -

Contemporary Personal Ballistic Protection (PBP)
Chapter 8 Contemporary Personal Ballistic Protection (PBP) Izabela Luiza Ciesielska-Wróbel Additional information is available at the end of the chapter http://dx.doi.org/10.5772/intechopen.69085 Abstract The review concerns existing contemporary protective equipment and their compo- nents serving against ballistic and non-ballistic threats of different sorts. The main focus, however, is on the personal ballistic protection (PBP) based on textile components and their role in the protective elements. Soft ballistic protections are crucial Soft ballistic protections are crucial elements of PBP, forexample in military and law enforcements. Although the subject of PBP was limited in this chapter to soft ballistic protection, other elements, e.g. hard ballistic protection, stab-resistant vests, dual threat, so-called in-con- junction protective elements, modern helmets, were also mentioned in this chapter to demonstrate positioning of the soft ballistic protection and other elements in the global personal protection approach. Apart from it, the chapter contains selected information concerning high-performance polymers and fibres as well as a brief notes about their application in protective panels being basic elements of any protective element. The final remarks concern the most up-to-date approach in relation to ballistic protection, which is immersing high-performance fibres into non-Newtonian liquid substances having the ability of ordering their chemical particles and changing into a high concentration and high segregation lattice under the influence of kinetic energy impact. Keywords: personal ballistic protection, soft body armour, hard body armour, dual threat, stab-resistant vests, bullet-resistant vests, protective panels, high-performance fibres 1. Introduction This chapter provides selected and the most up-to-date information concerning personal ballistic protection (PBP). -
Protective Armor Engineering Design
PROTECTIVE ARMOR ENGINEERING DESIGN PROTECTIVE ARMOR ENGINEERING DESIGN Magdi El Messiry Apple Academic Press Inc. Apple Academic Press Inc. 3333 Mistwell Crescent 1265 Goldenrod Circle NE Oakville, ON L6L 0A2 Palm Bay, Florida 32905 Canada USA USA © 2020 by Apple Academic Press, Inc. Exclusive worldwide distribution by CRC Press, a member of Taylor & Francis Group No claim to original U.S. Government works International Standard Book Number-13: 978-1-77188-787-8 (Hardcover) International Standard Book Number-13: 978-0-42905-723-6 (eBook) All rights reserved. No part of this work may be reprinted or reproduced or utilized in any form or by any electric, mechanical or other means, now known or hereafter invented, including photocopying and re- cording, or in any information storage or retrieval system, without permission in writing from the publish- er or its distributor, except in the case of brief excerpts or quotations for use in reviews or critical articles. This book contains information obtained from authentic and highly regarded sources. Reprinted material is quoted with permission and sources are indicated. Copyright for individual articles remains with the authors as indicated. A wide variety of references are listed. Reasonable efforts have been made to publish reliable data and information, but the authors, editors, and the publisher cannot assume responsibility for the validity of all materials or the consequences of their use. The authors, editors, and the publisher have attempted to trace the copyright holders of all material reproduced in this publication and apologize to copyright holders if permission to publish in this form has not been obtained. -

Pierwszy AUTOR*
Scientific Journal of the Military University of Land Forces ISSN: 2544-7122 - print, 2545-0719 - online 2018, Volume 50, Number 3(189), Pages 228-243 DOI: 10.5604/01.3001.0012.6240 Original article Overview of polymer laminates applicable to elements of light-weight ballistic shields of special purpose transport means Michal Sliwinski1*, Wojciech Kucharczyk2, Robert Guminski2 1 Calypso Fitness S.A., Warsaw, Poland, [email protected] 2 Faculty of Mechanical Engineering, Kazimierz Pułaski University of Technology and Humanities in Radom, Poland, [email protected]; [email protected] INFORMATIONS ABSTRACT Article history: The paper reviews and evaluates the possibility of using polymer Submited: 21 January 2018 fibrous composites for lightweight passive bulletproof armors for application in special-purpose means of transport. The shielding Accepted: 08 June 2018 properties of the composite ballistic plates manufactured based on Published: 30 September 2018 fibers commonly used for such applications: aramid (Kevlar, Twaron) and polyethylene ones (Spectra, Dyneema) as well as ceramic- laminate systems built based on the both above-mentioned ones have been characterized. Examples of application of lightweight, polymer ballistic laminates in armors and supplementary armors of special-purpose transport vehicles, illustrated by aircraft construc- tions, have been presented in accordance with literature sources and manufacturers' information. * Corresponding author KEYWORDS aramid fibers, polyethylene fibers, polymeric laminates, bulletproof armor, ballistic plates © 2018 by SJMULF. This is an open access article under the Creative Commons Attribution Inter- national License (CC BY). http://creativecommons.org/licenses/by/4.0/ Introduction The puncture resistance, the so-called ballistic resistance, is one of the basic character- istics of equipment exposed to shelling or impact during explosions or by fragments [Miedzynarodowe… 1998]. -
Aluminum Oxynitride Armor Production and Modeling of Next Generation Transparent Armor for the Global War on Terror
Aluminum Oxynitride Armor Production and Modeling of Next Generation Transparent Armor for the Global War on Terror Austin Parker December 2011 © Austin Parker 2011 All Rights Reserved ABSTRACT The use of novel materials in conventional armor solutions has been difficult due to extant processing methods and expensive methods. This is especially apparent in the use of aluminum oxynitride (AlON), currently being researched for its application in transparent ceramic armors. Development of a reaction sintering process utilizing unique additives in the direct sintering of alumina and aluminum nitride powders can reduce costs and provide a more practical manufacturing process for the delivery of next generation armor to the military in a timely fashion. Using a liquid sintering process and aluminum phosphate as an additive it is possible to sinter AlON directly while decomposing phosphate and alumina from the sample. It was found that this approach formed the requisite γ-AlON phase and the densities of samples could approach 3.63 g/cc. Based on the these results, and subsequent ballistic testing of larger scale samples, it was concluded that AlPO4 is a viable additive in a reaction sintering process to improve density and transparency of AlON. 1. INTRODUCTION In the spring of 2005 the Department of Defense and Department of Energy began a joint research project to study the effects of the increasingly sophisticated Improvised Explosive Devices (IEDs) being fielded in Iraq and Afghanistan. In addition to modeling the explosives and their interactions with current military armors, the study also funded a small offshoot group to research novel armor solutions that could replace existing systems with lightweight, modular designs capable of defeating both ballistic, and shockwave related threats. -

Improved Processing of Armor Ceramics for Reduced Emissions of VOC's and Greenhouse Gases
DACA72-02-C-0005 Improved Processing of Armor Ceramics for Reduced Emissions of VOC’s and Greenhouse Gases Daniel Ashkin Cercom, Inc. 991 Park Center Drive Vista, CA 92081 January 2004 Final Report for March 2002 to January 2004 1.0 - Project Background The use of armor ceramics by U.S. military forces is increasing. The manufacture of armor ceramics requires extensive use of energy, raw materials, capital equipment and consumables. The environmental impact of processing these materials is considerable in terms of produced green house gases, the release of volatile organic compounds (VOC’s), and the consumption of natural resources. The industry needs to identify which steps in the processing route can be modified to prevent pollution without affecting the function of the materials. Common armor ceramics materials are Boron Carbide (B4C), Silicon Carbide (SiC), Tungsten Carbide (WC), Aluminum Nitride (AlN), and Aluminum Oxide (Al2O3). Of these materials B4C and SiC are of the most immediate interest in the industry due to their low densities and high hardness. B4C is used as the hard face for SAPI (Small Arms Protective Inserts) bulletproof vests (6 lbs each) for the Marine Corps’ and Army’s Interceptor Body Armor Systems and in the protection system of all USA rotor wing aircraft, while SiC is being tested for armor systems in future land vehicles. It is projected that each vehicle will use 2 – 3 tons of ceramic armor. Cercom is a leading manufacturer of armor ceramics and makes a broad range of armor ceramics by hot pressing. This process produces the necessary fine grain microstructure, full density, and good mechanical properties in covalently bonded carbides and nitrides required for armor ceramics. -

Design and Analysis of an Innovative Semi-Flexible Hybrid Personal-Body-Armor System
University of South Florida Scholar Commons Graduate Theses and Dissertations Graduate School 2011 Design and Analysis of an Innovative Semi-Flexible Hybrid Personal-Body-Armor System Daniel Jeffrey Miller University of South Florida, [email protected] Follow this and additional works at: https://scholarcommons.usf.edu/etd Part of the American Studies Commons, Art Practice Commons, and the Mechanical Engineering Commons Scholar Commons Citation Miller, Daniel Jeffrey, "Design and Analysis of an Innovative Semi-Flexible Hybrid Personal-Body-Armor System" (2011). Graduate Theses and Dissertations. https://scholarcommons.usf.edu/etd/3247 This Thesis is brought to you for free and open access by the Graduate School at Scholar Commons. It has been accepted for inclusion in Graduate Theses and Dissertations by an authorized administrator of Scholar Commons. For more information, please contact [email protected]. Design and Analysis of an Innovative Semi-Flexible Hybrid Personal-Body-Armor System by Daniel Jeffrey Miller A thesis submitted in partial fulfillment of the requirements for the degree of Master of Science in Mechanical Engineering Department of Mechanical Engineering College of Engineering University of South Florida Major Professor: Autar Kaw, Ph.D. Glen Besterfield, Ph.D. Craig Lusk, Ph.D. Date of Approval: March 22, 2011 Keywords: Woven Composites, Textiles, Impact, ANSYS, AUTODYN, Mechanical Energy Transfer Copyright © 2011, Daniel Jeffrey Miller 1 DEDICATION This thesis dedicated to my wonderful and beautiful wife, Summer. Without her love, support, and encouragement this project wouldn’t even have started. 2 ACKNOWLEDGEMENTS I would like to acknowledge the generous support of my wife, parents, family, friends, co-workers and professors. -

Defence Economic Outlook 2020 Per Olsson, Alma Dahl and Tobias Junerfält
Defence Economic Outlook 2020 Per Olsson, Alma Dahl and Tobias Junerfält Tobias and Dahl Alma Olsson, Per 2020 Outlook Economic Defence Defence Economic Outlook 2020 An Assessment of the Global Power Balance 2010-2030 Per Olsson, Alma Dahl and Tobias Junerfält FOI-R--5048--SE December 2020 Per Olsson, Alma Dahl and Tobias Junerfält Defence Economic Outlook 2020 An Assessment of the Global Power Balance 2010-2030 FOI-R--5048--SE Title Defence Economic Outlook 2020 – An Assessment of the Global Power Balance 2010-2030 Titel Försvarsekonomisk utblick 2020 – En bedömning av den glo- bala maktbalansen 2010-2030 Rapportnr/Report no FOI-R--5048--SE Månad/Month December Utgivningsår/Year 2020 Antal sidor/Pages 86 ISSN 1650-1942 Customer/Kund Ministry of Defence/Försvarsdepartementet Forskningsområde Försvarsekonomi FoT-område Inget FoT-område Projektnr/Project no A112007 Godkänd av/Approved by Malek Finn Khan Ansvarig avdelning Försvarsanalys Bild/Cover: FOI, Per Olsson via Mapchart Detta verk är skyddat enligt lagen (1960:729) om upphovsrätt till litterära och konstnärliga verk, vilket bl.a. innebär att citering är tillåten i enlighet med vad som anges i 22 § i nämnd lag. För att använda verket på ett sätt som inte medges direkt av svensk lag krävs särskild över- enskommelse. This work is protected by the Swedish Act on Copyright in Literary and Artistic Works (1960:729). Citation is permitted in accordance with article 22 in said act. Any form of use that goes beyond what is permitted by Swedish copyright law, requires the written permission of FOI. 2 (86) FOI-R--5048--SE Summary The global military and economic power balance has changed significantly during the past decade.