“The Steam Locomotive: a Machine of Precision” by K
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Fall New Items 2017
Korrektur an Märklin Freigabe Märklin Fall New Items 2017 E Gelesen Korrektur an Märklin Freigabe Märklin Daten an Marieni The last S 3/6 in active service qd%!SW\ A classic that is a must on any layout: The elegant 16185 Express Train Locomotive with a Tender, The locomotive and tender are close coupled. 3 axles Digital Functions DCC SX2 SX class 18.5, a member of the S 3/6 family, generally con- Road Number 18 505 powered through side rods. Traction tires. Triple headlights Headlight(s) • • • sidered by many railroaders as one of the most beautiful Prototype: German Federal Railroad (LVA Minden) road consisting of warm white LEDs. Locomotive whistle • • • steam locomotives. The class 18 505 can still be admired number 18 505 (class S 3/6, series k, Maffei 1924) with a Length over the buffers 142 mm / 5-5/8“. Steam locomotive op. sounds • • at the DGEG Railroad Museum in Neustadt/Weinstraße, type 2´3 T38 tender. The locomotive looks as it did around Conductor‘s Whistle • • Germany. 1967. • Tooling variation. Direct control • • Model: The locomotive is a tooling variation (examples: • Digital sound with many functions. Sound of squealing brakes off • • sound dampers for the Riggenbach counter-pressure Replenishing fuel • • brake, air intake valves). The locomotive and tender are Whistle for switching maneuver • • constructed of die-cast metal. The locomotive has a motor A passenger train to go with this locomotive is Station Announcements • • with a bell-shaped armature and a flywheel, mounted in available under item number 15680. Letting off Steam • • the boiler. It also has a built-in digital decoder and sound Sound of coal being shoveled • • Replenishing fuel generator with the formats DCC, Selectrix, and Selectrix 2. -
Station Sign 64” 2 14 Bennet
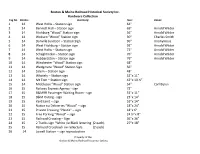
Boston & Maine Railroad Historical Society Inc. Hardware Collection Tag No. File No: Inventory: Size: Donor: 1 14 West Hollis – Station sign 64” 2 14 Bennett Hall – Station sign 69” Arnold Wilder 3 14 Fitchburg “Wood” Station sign 56” Arnold Wilder 4 14 Woburn “Wood” Station sign 30” Charles Smith 5 14 Danville Junction – Station Sign 96” Anonymous 6 14 West Fitchburg – Station sign 92” Arnold Wilder 7 14 West Hollis – Station sign 72” Arnold Wilder 8 14 Scheghticoke – Station sign 76” Arnold Wilder 9 14 Hubbardston – Station sign 76” Arnold Wilder 10 14 Winchester “Wood” Station sign 68” 11 14 Wedgmere “Wood” Station Sign 56” 12 14 Salem – Station sign 48” 13 14 Whately – Station sign 52”x 11” 14 14 Mt Tom – Station sign 42”x 10 ½” 15 14 Middlesex “Wood” Station sign 54” Carl Byron 16 15 Railway Express Agency - sign 72” 17 15 B&MRR Passenger Waiting Room - sign 32”x 11” 18 15 B&M Outing - sign 23”x 14” 19 15 Yard Limit – sign 16”x 14” 20 15 Notice no Deliveries “Wood” – sign 18”x 24” 21 15 Private Crossing “Plastic” – sign 18”x 6” 22 15 Free Parking “Wood” – sign 24 ½”x 8” 23 15 Railroad Crossing – Sign 36”x 36” 24 15 2 Tracks sign “White /w Black lettering (2 each) 27”x 18” 25 15 Railroad Crossbuck /w reflectors (2 each) 26 14 Lowell Station – sign reproduction Property of the Boston & Maine Railroad Historical Society Boston & Maine Railroad Historical Society Inc. Hardware Collection Tag No. File No: Inventory: Size: Donor: 27 15 Hand Held Stop – sign Donald S. -

The Steam Locomotive Table, V1
The Steam Locomotive Table, v1 If you’re reading this; you either like steam trains, or want to know more about them. Hopefully, either way, I can scratch your itch with this; a set of randomizer/dice-roll tables of my own making; as inspired by some similar tables for tanks and aircrafts. Bear with me, I know not everyone knows the things I do, and I sure know I don’t know a lot of things other train enthusiasts do; but hopefully the descriptions and examples will be enough to get anyone through this smoothly. To begin, you’ll either want a bunch of dice or any online dice-rolling/number generating site (or just pick at your own whim); and somewhere or something to keep track of the details. These tables will give details of a presumed (roughly) standard steam locomotive. No sentinels or other engines with vertical boilers; no climax, shay, etc specially driven locomotives; are considered for this listing as they can change many of the fundamental details of an engine. Go in expecting to make the likes of mainline, branchline, dockyard, etc engines; not the likes of experiments like Bulleid’s Leader or specific industry engines like the aforementioned logging shays. Some dice rolls will have uneven distribution, such as “1-4, and 5-6”. Typically this means that the less likely detail is also one that is/was significantly less common in real life, or significantly more complex to depict. For clarity sake examples will be linked, but you’re always encouraged to look up more as you would like or feel necessary. -

Steam Locomotive Firebox Explosion on the Gettysburg Railroad Near Gardners, Pennsylvania June 16, 1995
PB96-917008 NTSB/SIR-96/05 NATIONAL TRANSPORTATION SAFETY BOARD WASHINGTON, DC 20594 SPECIAL INVESTIGATION REPORT STEAM LOCOMOTIVE FIREBOX EXPLOSION ON THE GETTYSBURG RAILROAD NEAR GARDNERS, PENNSYLVANIA JUNE 16, 1995 . Illlr 6768 Abstract: On June 16, 1995, the firebox crownsheet of Gettysburg Passenger Services, Inc., steam locomotive 1278 failed while the locomotive was pulling a six-car excursion train about 15 mph near Gardners, Pennsylvania. The failure resulted in an instantaneous release (explosion) of steam through the firebox door and into the locomotive cab, seriously burning the engineer and the two firemen. This accident illustrates the hazards that are always present in the operation of steam locomotives. The Safety Board is concerned that these hazards may be becoming more significant because Federal regulatory controls are outdated and because expertise in operating and maintaining steam locomotives is diminishing steadily. As a result of its investigation, the National Transportation Safety Board issued safety recommendations to the Federal Railroad Administration, the National Board of Boiler and Pressure Vessel Inspectors, and the Tourist Railway Association, Inc. The National Transportation Safety Board is an independent Federal agency dedicated to promoting aviation, railroad, highway, marine, pipeline, and hazardous materials safety. Established in 1967, the agency is mandated by Congress through the Independent Safety Board Act of 1974 to investigate transportation accidents, determine the probable causes of the accidents, issue safety recommendations, study transportation safety issues, and evaluate the safety effectiveness of government agencies involved in transportation. The Safety Board makes public its actions and decisions through accident reports, safety studies, special investigation reports, safety recommendations, and statistical reviews. -

New Items 2013 Trix
New Items 2013 Trix. The Fascination of the Original. New Items 2013 E E Dear Trix Fans, The year 2013 is a very special year for Trix, Another highlight awaits you as a Swiss new because we are bringing old treasures back item. The cultivation of sugar beets is an to life. We are very pleased that Trix Fine Art important part of the economy. Long trains and Trix Express are part of our new items transport beets from Switzerland to Southern for 2013. Germany. A freight car set with a laser-cut kit of a sugar beet loading facility and a tractor What makes the products of the Fine Art with a trailer complete this interesting set. brand so unique? They are produced exten- sively by hand for the particularly demanding Of course, the H0 program has not been model railroaders and collectors. Close- ignored! You can look forward to many excit- ness to the prototype is always up front and ing new items. A heavy class Dm3 ore loco- center with the extraordinary, highly detailed motive used on the Swedish State Railways 2 – 3 New Items for Trix H0 2013 76 –103 brass models for the Fine Art brand. (SJ) runs on the line Lulea – Kiruna – Narvik. New Items for Minitrix 2013 15 – 75 78 – 79 Trix Express is next to Märklin the pioneering Appropriate ore cars can be added to the Starter Sets 16 – 18 Starter Set 80 system for H0 model trains and is back in the locomotive for a long ore train. Gateway to the World 45 – 53 Accessories 106 –107 Trix program for 2013 with four models. -

Summer New Items for 2015
Summer New Items for 2015 E Editorial Contents Dear Märklin Fans, MHI Exclusiv H0 ............................................................ 4 H0 ........................................................................... 12 Märklin is bringing out more fascinating new items for 2015 and for your Start up ..................................................................... 22 model railroad with these summer new items. For now you can bring back Märklin Magazin Annual H0 Car ....................................... 23 to the life the shift to electric train operations in the Twenties. Or, make Accessories ............................................................... 23 the fascination of 90 years of the class 01 express steam locomotive seem Märklin Magazin Annual Z Car ........................................ 24 real on your layout. MHI Exclusiv Z Gauge ................................................... 25 Z Gauge .................................................................... 26 Many model highlights in H0, Z, and 1 Gauge are waiting to be discovered 1 Gauge .................................................................... 28 by you. Explanations of Symbols ................................................ 39 Index to the Item Numbers ............................................. 39 Regardless of which Märklin model you choose, it will always be the right Warranty Conditions .................................................... 39 decision. For our products have not only a price; they also have a value. Imprint .................................................................... -

Glorious Trains Including the Roy Chambers Collection
Neil Thomas Forrester Hugo Marsh Shuttleworth (Director) (Director) (Director) Glorious Trains including The Roy Chambers Collection 30th June & 1st July at 10:00 Viewing on a rota basis by appointment only Special Auction Services Plenty Close Off Hambridge Road NEWBURY RG14 5RL (Sat Nav tip - behind SPX Flow RG14 5TR) Telephone: 01635 580595 Email: [email protected] Bob Leggett Graham Bilbe Dominic Foster Toys, Trains & Trains Toys & Trains www.specialauctionservices.com Figures Due to the nature of the items in this auction, buyers must satisfy themselves concerning their authenticity prior to bidding and returns will not be accepted, subject to our Terms and Conditions. Additional images are available on request. If you are happy with our service, please write a Google review Buyers Premium with SAS & SAS LIVE: 20% plus Value Added Tax making a total of 24% of the Hammer Price the-saleroom.com Premium: 25% plus Value Added Tax making a total of 30% of the Hammer Price ORDER OF AUCTION Day 1 - 30th June 2020 The Roy Chambers Collection Lot 1-101 - Bassett-Lowke & Exley 0 Gauge Lot 102-180 - Leeds, Milbro & Bond’s 0 Gauge Lot 181-198 - Locomotives from the ‘Celebrity Fleets’ of GP Keen, Captain Kelly & Others Lot 199-415 - 0 Gauge Lot 416-434 - Gauge 1 & Larger Various Owners Lot 435-489 - 0 Gauge Day 2 - 1st July 2020 Lot 490-610 - 0 Gauge & Finescale Lot 611-637 - Railway Memorabilia, Artworks & Literature Lot 638-647 - Gauge 1 Lot 648-719 - Garden Railway Lot 720-730 - Larger Gauges Lot 731-737 - Ship Models The Hornby Centenary Sale - 0 Gauge The Roy Chambers Collection Lot 738-848 Various Owners Lot 849-850 The Property of a Collector Lot 851-948 2 www.specialauctionservices.com The Roy Chambers Collection Well-known 0 Gauge train collector and enthusiast Roy Chambers died on the 12th of July 2018 aged 90. -

Railway Technical
RAILWAY TECHNICAL RAILWAY SYSTEMS, TECHNOLOGIES AND OPERATIONS ACROSS THE WORLD CONTENTS DESIGN DETAILS OF RAILWAYS, RAILROADS AND METROS.......................................15 1.1. Introduction ............................................................................................................................................... 15 1.2. Deadman .................................................................................................................................................... 15 1.3. Couplers ..................................................................................................................................................... 15 1.4. Fully Automatic Couplers ........................................................................................................................... 20 1.5. Doors .......................................................................................................................................................... 23 1.6. Air Conditioning ......................................................................................................................................... 25 1.7. Escalator Steps ........................................................................................................................................... 26 1.8 Escalator Locations ...................................................................................................................................... 28 1.9. Suicide Pits ................................................................................................................................................ -

Tng56 Feb 1971
;_ THI NARROW GAUGI NGRS No. 56 • FEBRUARY 1971 THE NARROW GAUGE RAILWAY SOCIETY Hon. Secretary Hon. Editor Hon. Membership Secretary Mike Swift, Henry Holdsworth, Ralph Martin, 47 Birchington Avenue, 76 Tower Lane, 27 Oakenbank Crescent, Birchencliff, Huddersfield Leeds 12 Huddersfield HOS 8LQ (For renewals & membership enquiries) Subscription Rate £1.50 per year KINDLY NarE NEW SUBSCRIPI'ION RATE IS £1,50 PER YEAR EARLY RENEWAL WOULD HELP RALPH MARTIN, Cover Photo AND'FACING PAGE Two of "Harry's Engines" - See the article by Mr. M, G, Satow, Ex Darjeeling and Himalaya 796 with Bagnall 2134, Photo M.G. Satow. Contents No. 56 • FEBRUARY 1971 Page 2 Harry Is Engine M.G. Satow J;?age 12 Harecraig Quarry (1967) Chris Down Page 19 Mesrail 14 Rodney Weaver Page 20 Further notes on 'I'he Songolole R.G. Pratt Page 25 John Fowler & Co. Ltd. Page 32 D-T's in the Desert Sydney Moir State Northern Railway South West Africa • Page 40 Letters to The Editor ROGER MARSH - HINCKLEY One of the more unpleasant activities of N.G.R.S members is 'dropping in' on people 'to see the railway' without prior enquiry. The fact that people do not go to print to specifical•y state their· disapproval of this sort of invasion does not mean tha~ their's is an 'open house' as some members seem to think. Last week-end two members assailed the homes of some of my friends to the extent of poking about in the back garden before even knocking the front door, These friends have always thought that we in the N,G.R.S. -

MODEL ENGINEERING Subscriptions Only) FREE a FOUNDATION COURSE by Peter Wright BOOK??? Vol
(Print and Print + Digital Subscriptions Only) MODEL ENGINEERINGby Peter Wright 4510 • 12 - 25 June 2015 FREE A FOUNDATION COURSEVol. 214 No. BOOK??? FOR ALL NEW UK SUBSCRIBERS* www.model-engineer.co.uk LBSC Join our online community HONOURED COVER FEATURE Otto The Harrogate Four Stroke Exhibition Engine WORKSHOP PROJECT Improving a Sheet Metal Machine £3.60 ENGINEERING GROUP ENGINEERING A Tour of American Steam Railroads THE ORIGINAL MAGAZINE FOR MODEL ENGINEERS 882 886 Published by MyTimeMedia Ltd. Enterprise House, Enterprise Way, Edenbridge, Kent TN8 6HF Tel: 0844 412 2262 From outside UK: +44 (0)1689 869840 www.model-engineer.co.uk SUBSCRIPTIONS UK - New, Renewals & Enquiries Tel: +44(0)1858 438798 Email: [email protected] USA & CANADA - New, Renewals & Enquiries Tel: (001)-866-647-9191 REST OF WORLD - New, Renewals & Enquiries Tel: +44 (0)1689 869896 Email: [email protected] BACK ISSUES & BINDERS Tel: 0844 848 8822 From outside UK: +44 2476 322234 Vol. 214 No. 4510 12 - 25 June 2015 Email: [email protected] Website: www.myhobbystore.co.uk MODEL ENGINEERING PLANS Tel: 0844 848 8822 858 SMOKE RINGS 882 REFINING A COMBINATION From outside UK: +44 2476 322234 News, views and comment SHEET METALWORK MACHINE Website: www.myhobbystore.co.uk/me-plans on the world of model engineering. Graham Astbury improves a 3 in 1 EDITORIAL combination machine of shear, Editor: Diane Carney Tel: +44 (0)1539 564750 859 MAKING A HOOK press brake and roll. Email: [email protected] GREEN STREET Tehnical Assistant: Stewart Hart Ashley Best details his 886 GALLERY NEW FEATURE PRODUCTION award winning diorama. -

Here We Are Now
The Washington Post My first day at Brookville was one of the most exciting days of recently published a study my career. I have always been a bit of a risk taker, but never in that claimed roughly 1977—with decades of history building chain and sprocket, diesel seventy percent of power rail equipment ranging in size from the 1.5-ton Cranberry American small businesses Specials to the 16-ton locomotive with bolted frames—did I fail within the first ten imagine what a challenge it would be shifting into new industries. I years. Forbes published never thought that Brookville Locomotive would become a leading a study with results that manufacturer of battery, diesel- electric and all electric speciality were a little more shocking, and Class I haulage locomotives, as well as historic and modern, saying that eighty percent articulated streetcars for public transit, it is today. We developed fail within the first eighteen mining equipment with hydrostatic and planetary drive axles, months. I suppose it might coupled with heavy duty chevron rubber springs, and moved depend on their definition into underground coal and hard rock mines. We also became a of “failure.” In any event, partner in the development of an emissions control system, still I imagine it is dicult to used today, to enable diesel mining equipment to operate safely curate statistics that tell in areas with limited ventilation. I am so proud of the company’s readers exactly what the success rates are of all small businesses history of integration of state-of-the-art technology into existing that come to life every year. -

Trains Galore
Hugo Marsh Neil Thomas Forrester (Director) Shuttleworth (Director) (Director) Trains Galore 11th & 12th December 2018 at 10:00 Viewing: 10th December 2018 10:00-16:00 11th December 2018 10:00- 16:00 16:00-18:00 Mulled Wine, Mince Pies & Nibbles 12th December 2018 Morning of auction from 9:00 Otherwise by appointment Saleroom One 81 Greenham Business Park NEWBURY RG19 6HW Telephone: 01635 580595 Fax: 0871 714 6905 Email: [email protected] www.specialauctionservices.com Bob Leggett Graham Bilbe Dominic Foster Toys, Trains & Trains Toys & Trains Figures Bid Here Without Being Here All you need is your computer and an internet connection and you can make real-time bids in real-world auctions at the-saleroom.com. You don’t have to be a computer whizz. All you have to do is visit www.the-saleroom.com and register to bid - its just like being in the auction room. A live audio feed means you hear the auctioneer at exactly the same time as other bidder. You see the lots on your computer screen as they appear in the auction room, and the auctioneer is aware of your bids the moment you make them. Just register and click to bid! ORDER OF AUCTION DAY ONE : 11th December 2018 N Gauge 1-57 TT Gauge 58-124 HOn3, HOm & On3O Gauge 125-147 Hornby OO Gauge 148-277 Lima OO & HO Gauge 278-300 Bachmann OO Gauge 301-381 Hornby-Dublo 382-452 Hornby-Dublo Catalogues 453-459 Wrenn OO Gauge 460-469 Other OO Gauge 470-522 Kitbuilt OO Gauge 523-584 HO Gauge 585-717 American HO Gauge 718-736 DAY TWO: 12th December 2018 Railwayana 737-806 Railway Pictures, Prints & Books 807-827 Penny Toys, Floor Trains & S Gauge 828-835 Hornby O Gauge 836-909 Bassett-Lowke 910-937 Modern O Gauge 938-989 Finescale O Gauge 990-1099 Other O Gauge 1100-1236 Gauge I 1237-1315 LGB & Other Garden Railway 1316-1332 Wide Gauges & Live Steam 1333-1414 Buyers Premium: 17.5% plus Value Added Tax making a total of 21% of the Hammer Price Internet Buyers Premium: 22.5% plus Value Added Tax making a total of 27% of the Hammer Price 2 www.specialauctionservices.com N GAUGE 14.