Fabricators' Guide
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Study and Characterization of EN AW 6181/6082-T6 and EN AC
metals Article Study and Characterization of EN AW 6181/6082-T6 and EN AC 42100-T6 Aluminum Alloy Welding of Structural Applications: Metal Inert Gas (MIG), Cold Metal Transfer (CMT), and Fiber Laser-MIG Hybrid Comparison Giovanna Cornacchia * and Silvia Cecchel DIMI, Department of Industrial and Mechanical Engineering, University of Brescia, via Branze 38, 25123 Brescia, Italy; [email protected] * Correspondence: [email protected]; Tel.: +39-030-371-5827; Fax: +39-030-370-2448 Received: 18 February 2020; Accepted: 26 March 2020; Published: 27 March 2020 Abstract: The present research investigates the effects of different welding techniques, namely traditional metal inert gas (MIG), cold metal transfer (CMT), and fiber laser-MIG hybrid, on the microstructural and mechanical properties of joints between extruded EN AW 6181/6082-T6 and cast EN AC 42100-T6 aluminum alloys. These types of weld are very interesting for junctions of Al-alloys parts in the transportation field to promote the lightweight of a large scale chassis. The weld joints were characterized through various metallurgical methods including optical microscopy and hardness measurements to assess their microstructure and to individuate the nature of the intermetallics, their morphology, and distribution. The results allowed for the evaluation of the discrepancies between the welding technologies (MIG, CMT, fiber laser) on different aluminum alloys that represent an exhaustive range of possible joints of a frame. For this reason, both simple bar samples and real junctions of a prototype frame of a sports car were studied and, compared where possible. The study demonstrated the higher quality of innovative CMT and fiber laser-MIG hybrid welding than traditional MIG and the comparison between casting and extrusion techniques provide some inputs for future developments in the automotive field. -

Mechanical Testing and Evaluation of High-Speed and Low
MECHANICAL TESTING AND EVALUATION OF HIGH-SPEED AND LOW- SPEED FRICTION STIR WELDS A Thesis by Nitin Banwasi Bachelor of Engineering, Bangalore University, Bangalore, India 2000 Submitted to the College of Engineering and the faculty of the Graduate School of Wichita State University in partial fulfillment of the requirements for the degree of Master of Science Fall 2005 EXPERIMENTAL TESTING AND EVALUATION OF HIGH-SPEED AND LOW- SPEED FRICTION STIR WELDS I have examined the final copy of this thesis for form and content and recommend that it be accepted in partial fulfillment of the requirements for the degree of Master of Science, with a major in Mechanical Engineering. George E. Talia, Committee Chair We have read this thesis and recommended its acceptance: Dr. Hamid M. Lankarani, Department Chair, Committee Member Dr. Krishna K. Krishnan, Committee Member ii DEDICATION To My Parents iii ACKNOWLEDGEMENTS I am grateful to all that are part of my efforts during my work both academically and personally. I am thankful to my committee chair, Dr.George E.Talia, for being not only supportive in my endeavors but also patient and informative. I appreciate the involvement of both Dr. Hamid M. Lankarani and Dr. Krishna K. Krishnan for their involvement in its fulfillment. I also want to remember fellow student’s help and suggestions in making it possible with gratitude. iv ABSTRACT The potential of the Friction Stir Welding (FSW) process is easily observed in the creation of defect free welds in almost all of the Aluminum alloys. The success and applicability of the process, however, will depend on the performance of the welds compared to other joining processes. -

The Right Tool for Every Job...Big Or Small
The right tool for every job.... big or small TRANSMIG MULTI-PROCESS WELDING INVERTERS The CIGWELD complete range of TRANSMIG multi-process MIG, Stick & TIG welding inverters, come loaded with features sure to satisfy any trade professional in any industry regardless of the welding application. 1300 654 674 I www.cigweld.com.au Sponsors Index Shindaiwa Structural Steel Standards 2 http://www.shindaiwa.com.au/ South Pacific Welding Group Pressure Equipment 6 http://www.spwgroup.com.au/home.asp Standards Smenco http://www.smenco.com.au Thermadyne – Transmig 9 Thermadyne - Cigweld Range www.thermadyne.com.au SafeTac Company Bio – Boston 11 http://www.safetac.com.au Engineering Bureau Veritas http://www.bureauveritas.com.au Smenco – Mining Spec 13 Southern Cross Industrial Welder Supplies http://www.scis.com.au 1300 Apprentice 15 Technoweld http://www.technoweld.com.au MSA - Australian Government 16 Hardface Technologys Skills Connect http://www.hardface.com.au 3834 Weld Management Letter to the Editor 18 [email protected] Welding Duplex – Lincoln 19 Cover Page Electric CIGWELD have released a complete family of six Transmig 3‐in‐1 MIG, STICK and TIG welding inverters to Progress Update 20 the market, ranging from 175 Amps right up to 550 Amps. In November 2011, the Transmig 200i and Transmig 250i single phase portable Multi‐Process Inverters with power factor correction (PFC) hit the market and created quite a stir, and now in early 2012 CIGWELD have realised the 3 phase versions to complete the Transmig inverter range. AWI operates this service for members. Information and comments in AWI publications are the opinions of specific individuals and companies, and may not reflect the position of AWI or its Directors. -

Welding Operations
WELDING OPERATIONS Date Initiated: February 1, 1993 Dates Modified / Updated: September 15, 1993 October 16, 1998 PROCESS DESCRIPTION: Many industrial and manufacturing facilities regularly use a variety of welding processes and materials. The processes include; - Gas Metal Arc Welding (GMAW) - a. k. a. Metal Inert Gas Welding (MIG), - Gas Tungsten Arc Welding (GTAW) - a. k. a. Tungsten Inert Gas Welding (TIG), - Shielded Metal Arc Welding (SMAW) - a. k. a. Manual Metal Arc Welding (MMA), - Flux Core Arc Welding (FCAW), - Submerged Arc Welding (SAW), - Arc Spot Welding, - Electrogas Welding, - Electrostag Welding, - Brazing, - Thermal Cutting, - Resistance Welding, - Plasma Arc Welding, - Electron Beam Welding, - Laser Beam Welding The majority of the common welding processes can be classified as either gas metal arc welding (GMAW) or shielded metal arc welding (SMAW). GMAW generally uses an electrical current to melt and apply a filler metal under a blanket of inert gas. SMAW traditionally uses an electrical current to melt specially coated electrodes which form a protective flux over the weld during application. Both processes use electrodes, filler metals, wire, coatings, and/or gases that may contain and emit several listed substances including NOx, CO, cadmium, cobalt, copper, chromium, manganese, nickel, lead, zinc, and fluorides. Welding operations release fumes and particulates with diameters of 0.001 to 100 microns. Previous studies of welding emissions have been primarily focused on worker exposure and safety. Many technical difficulties have been identified regarding proper sampling and analytical procedures due, in part, to the wide variety of processes, welding materials, and field conditions. The majority of existing test data which can be used to quantify welding emissions is based on studies performed by the American Welding Society (AWS). -

Welding on the Farm: Selecting a Welding Unit for the Farm Or Ranch
Welding on the Farm: Selecting a Welding Unit for the Farm or Ranch Farms encounter a wide variety of welding repairs and projects – having the right welder depends on a lot of factors. Do you have to bring the welder to the work or can you take the work to the welder? Which process (MIG, Stick, or TIG) fits your needs? This article examines all these issues and more. The weather finally cleared, and Wisconsin dairy farmer Al Hoffmann has 385 acres of haylage to cut and store when the chopper blower band for the silo snaps in half. Part of the 3/16 in. steel band has worn paper thin and snapped, and on this Saturday, the nearest replacement band is two days away. Using a 200 amp Millermatic® wire welder, Al saves the band by tack welding it together and then welding on a back-up strip of steel. The repaired chopper blower moves more than 800 tons of haylage in the next few days... ...It's evening milking time. Al is half done with his 185 cows when a hinge breaks on the air gate in the milking parlor. Al resumes milking a few minutes later, after he repairs the gate with a portable Millermatic wire welder that runs off his 115 V household current. "This farm has a lot of old iron, but welders keep my machinery running," Al says. In addition to the two wire welders, Al also uses a 175 amp Stick (shielded metal arc) welder, primarily for hardfacing the bucket on his skid loader or repairing his manure spreader. -

Welding Process Reference Guide
Welding Process Reference Guide gas arc welding…………………..GMAW -pulsed arc…………….……….GMAW-P atomic hydrogen welding……..AHW -short circuiting arc………..GMAW-S bare metal arc welding…………BMAW gas tungsten arc welding…….GTAW carbon arc welding……………….CAW -pulsed arc……………………….GTAW-P -gas……………………………………CAW-G plasma arc welding……………..PAW -shielded……………………………CAW-S shielded metal arc welding….SMAW -twin………………………………….CAW-T stud arc welding………………….SW electrogas welding……………….EGW submerged arc welding……….SAW Flux cord arc welding…………..FCAW -series………………………..…….SAW-S coextrusion welding……………...CEW Arc brazing……………………………..AB cold welding…………………………..CW Block brazing………………………….BB diffusion welding……………………DFW Diffusion brazing…………………….DFB explosion welding………………….EXW Dip brazing……………………………..DB forge welding…………………………FOW Flow brazing…………………………….FLB friction welding………………………FRW Furnace brazing……………………… FB hot pressure welding…………….HPW SOLID ARC Induction brazing…………………….IB STATE BRAZING WELDING Infrared brazing……………………….IRB roll welding…………………………….ROW WELDING (8) ultrasonic welding………………….USW (SSW) (AW) Resistance brazing…………………..RB Torch brazing……………………………TB Twin carbon arc brazing…………..TCAB dip soldering…………………………DS furnace soldering………………….FS WELDING OTHER electron beam welding………….EBW induction soldering……………….IS SOLDERING PROCESS WELDNG -high vacuum…………………….EBW-HV infrared soldering…………………IRS (S) -medium vacuum………………EBW-MV iron soldering……………………….INS -non-vacuum…………………….EBW-NV resistance soldering…………….RS electroslag welding……………….ESW torch soldering……………………..TS -
Boilermaker B2
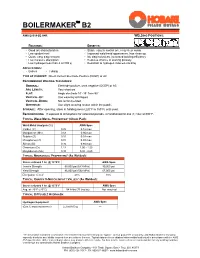
BOILERMAKER B2 AWS E8018-B2 H4R WELDING POSITIONS: FEATURES: BENEFITS: • Good arc characteristics • Stable easy to control arc, x-ray clear welds • Low spatter level • Improved weld bead appearance, less clean-up • Quick, easy slag removal • No slag inclusions, increased welding efficiency • Low moisture absorption • Reduces chance of starting porosity • Low hydrogen less than 4 ml/100 g • Resistant to hydrogen induced cracking APPLICATIONS: • Boilers • Tubing TYPE OF CURRENT: Direct Current Electrode Positive (DCEP) or AC RECOMMENDED WELDING TECHNIQUES: ENERAL Electrode positive, work negative (DCEP) or AC G : RC ENGTH Very short arc A L : LAT Angle electrode 10°-15° from 90° F : ERTICAL P Use weaving techniques V -U : ERTICAL OWN Not recommended V -D : OVERHEAD: Use slight weaving motion within the puddle STORAGE: After opening, store in holding oven (220°F to 350°F) until used. RECONDITIONING If exposed to atmosphere for extended periods, reconditioned for one (1) hour at 600°F. TYPICAL WELD METAL PROPERTIES* (Chem Pad): Weld Metal Analysis (%) AWS Spec Carbon (C) 0.05 0.12 max Manganese (Mn) 0.68 0.90 max Sulphur (S) 0.01 0.03 max Phosphorus (P) 0.01 0.03 max Silicon (Si) 0.36 0.80 max Chromium (Cr) 1.12 1.00 - 1.50 Molybdenum (Mo) 0.40 0.40 - 0.65 TYPICAL MECHANICAL PROPERTIES* (As Welded): Stress relieved 1 hr. @ 1275°F AWS Spec Tensile Strength 98,000 psi (673 MPa) 80,000 psi Yield Strength 86,000 psi (592 MPa) 67,000 psi Elongation % in 2” 23% 19% TYPICAL CHARPY V-NOTCH IMPACT VALUES* (As Welded): Stress relieved 1 hr. -

Weld Quality in Aluminium Alloys
Q14003 Examensarbete 30 hp Maj 2014 Weld Quality in Aluminium Alloys Rujira Deekhunthod Abstract Weld Quality in Aluminium Alloys Rujira Deekhunthod Teknisk- naturvetenskaplig fakultet UTH-enheten The aims of this project are to present an understanding in what happens when aluminium-(Al) alloys are welded, and to investigate how the Mg-, Si- and Cr-contents Besöksadress: in AA6005A influence the weld strength and cracking susceptibility. Ångströmlaboratoriet Lägerhyddsvägen 1 It is known that heat from welding affects the mechanical properties (strength) of the Hus 4, Plan 0 material. Different heat cycles during welding are one of the main reasons that the strength varies. Welding can cause various phenomena such as decreased strength, Postadress: porosity, deformation, cracks and corrosion. To minimize these phenomena one has Box 536 751 21 Uppsala to have a balance between the welding parameters, alloy composition and welding fixture setup. Al alloys are sensitive to heat from welding because they have high heat Telefon: conductivity and high thermal expansion coefficient. They also deform easily when the 018 – 471 30 03 material is heated locally. If the material is deformed too much then cracking easily Telefax: occurs. 018 – 471 30 00 This project has examined how the Mg-, Si- and Cr-contents in AA6005A, affect the welded material. A V-joint with MIG welding is used for producing weld samples. For Hemsida: evaluation Vickers micro-hardness, tensile testing, radiography (X-ray), LOM and SEM http://www.teknat.uu.se/student with EBSD and EDS was used. The evaluation focuses on mechanical properties and microstructure. The results show that small variations of Mg-, Si- and Cr-content do not have any clear effects on the welded material. -

Lecture: 3 Classification of Welding Processes II Apart from Technical
Lecture: 3 Classification of Welding Processes II Apart from technical factors, welding processes can also be classified on the fundamental approaches used for deposition of materials for developing a joint. This chapter presents the classification of welding processes as welding processes and allied process used for developing a joint Keywords: Welding and allied processes, approach of classification, cast weld, resistance weld, fusion weld, solid state weld 3.1 Classification of welding processes There is another way of classifying welding and allied processes which is commonly reported in literature. Various positive processes involving addition or deposition of metal are first broadly grouped as welding process and allied welding processes as under: 1. Welding processes i. Cast weld processes ii. Fusion weld processes iii. Resistance weld processes iv. Solid state weld processes 2. Allied welding processes i. Metal depositing processes ii. Soldering iii. Brazing iv. Adhesive bonding v. Weld surfacing vi. Metal spraying This approach of classifying the welding process is primarily based on the way metallic pieces are united together during welding such as Availability and solidification of molten weld metal between components being joined are similar to that of casting: Cast weld process. Fusion of faying surfaces for developing a weld: Fusion weld process Heating of metal only to plasticize then applying pressure to forge them together: Resistance weld process Use pressure to produce a weld joint in solid state only: Solid state weld process 3.2 Cast welding process Those welding processes in which either molten weld metal is supplied from external source or melted and solidified at very low rate during solidification like castings. -

Welding of Aluminum Alloys
4 Welding of Aluminum Alloys R.R. Ambriz and V. Mayagoitia Instituto Politécnico Nacional CIITEC-IPN, Cerrada de Cecati S/N Col. Sta. Catarina C.P. 02250, Azcapotzalco, DF, México 1. Introduction Welding processes are essential for the manufacture of a wide variety of products, such as: frames, pressure vessels, automotive components and any product which have to be produced by welding. However, welding operations are generally expensive, require a considerable investment of time and they have to establish the appropriate welding conditions, in order to obtain an appropriate performance of the welded joint. There are a lot of welding processes, which are employed as a function of the material, the geometric characteristics of the materials, the grade of sanity desired and the application type (manual, semi-automatic or automatic). The following describes some of the most widely used welding process for aluminum alloys. 1.1 Shielded metal arc welding (SMAW) This is a welding process that melts and joins metals by means of heat. The heat is produced by an electric arc generated by the electrode and the materials. The stability of the arc is obtained by means of a distance between the electrode and the material, named stick welding. Figure 1 shows a schematic representation of the process. The electrode-holder is connected to one terminal of the power source by a welding cable. A second cable is connected to the other terminal, as is presented in Figure 1a. Depending on the connection, is possible to obtain a direct polarity (Direct Current Electrode Negative, DCEN) or reverse polarity (Direct Current Electrode Positive, DCEP). -

VOLUME 1 Welding Metallurgy Carbon and Alloy Steels
VOLUME 1 Welding Metallurgy Carbon and Alloy Steels Volume I Fundamentals George E. Linnert GML Publications Hilton Head Island, South Carolina, USA Fourth Edition Published by the American Welding Society Miami, Florida, USA Contents Contents Chapter One: Background to Welding Metallurgy 1 MILESTONES IN WELDING HISTORY 1 THE FUTURE OF WELDING 4 WHAT IS WELDING METALLURGY? 6 PUTTING WELDING METALLURGY TO USE 12 WELDING TECHNOLOGY RESOURCES 12 SUGGESTED READING 15 Chapter Two: The Structure of Metals 18 ATOMS 18 Elementary Particles 20 Electrons 22 Positrons 26 Atomic Nuclei 26 Protons 27 Neutrons 28 Atom Construction 32 Isotopes of Elements 33 Isobars 34 Atomic Weight 34 Atomic Mass 34 Atom Valency 35 lonization 36 Radioactivity 37 Atom Size or Diameter 38 THE ELEMENTS 39 AGGREGATES OF ATOMS 41 The Solid State 45 The Crystalline Solids 45 Amorphous Solids 47 The Liquid State 48 The Gaseous State 49 FUNDAMENTALS OF CRYSTALS 50 Identification of Planes and Directions in Crystals 56 Basic Types of Crystals 56 vi Welding Metallurgy Inert Gas Crystals 58 Ionic Crystals 58 Covalent Crystals 59 Metallic Crystals 59 THE CRYSTALLINE STRUCTURE OF METALS 61 How Does a Crystal Grow from the Melt? 64 The Formation of Dendrites 66 The Formation of Grains 68 The Shape of Grains 71 The Size of Grains 72 Undercooling 72 THE IMPORTANCE OF A CRYSTALLINE STRUCTURE 74 Allotropic Transformation 75 Solubility in the Solid State 76 Plasticity in Metallic Crystals 77 Slip in Crystalline Structures 77 Slip and Lattice Orientation 78 Slip in Polycrystalline Metals -

Boilermaking Manual. INSTITUTION British Columbia Dept
DOCUMENT RESUME ED 246 301 CE 039 364 TITLE Boilermaking Manual. INSTITUTION British Columbia Dept. of Education, Victoria. REPORT NO ISBN-0-7718-8254-8. PUB DATE [82] NOTE 381p.; Developed in cooperation with the 1pprenticeship Training Programs Branch, Ministry of Labour. Photographs may not reproduce well. AVAILABLE FROMPublication Services Branch, Ministry of Education, 878 Viewfield Road, Victoria, BC V9A 4V1 ($10.00). PUB TYPE Guides Classroom Use - Materials (For Learner) (OW EARS PRICE MFOI Plus Postage. PC Not Available from EARS. DESCRIPTORS Apprenticeships; Blue Collar Occupations; Blueprints; *Construction (Process); Construction Materials; Drafting; Foreign Countries; Hand Tools; Industrial Personnel; *Industrial Training; Inplant Programs; Machine Tools; Mathematical Applications; *Mechanical Skills; Metal Industry; Metals; Metal Working; *On the Job Training; Postsecondary Education; Power Technology; Quality Control; Safety; *Sheet Metal Work; Skilled Occupations; Skilled Workers; Trade and Industrial Education; Trainees; Welding IDENTIFIERS *Boilermakers; *Boilers; British Columbia ABSTRACT This manual is intended (I) to provide an information resource to supplement the formal training program for boilermaker apprentices; (2) to assist the journeyworker to build on present knowledge to increase expertise and qualify for formal accreditation in the boilermaking trade; and (3) to serve as an on-the-job reference with sound, up-to-date guidelines for all aspects of the trade. The manual is organized into 13 chapters that cover the following topics: safety; boilermaker tools; mathematics; material, blueprint reading and sketching; layout; boilershop fabrication; rigging and erection; welding; quality control and inspection; boilers; dust collection systems; tanks and stacks; and hydro-electric power development. Each chapter contains an introduction and information about the topic, illustrated with charts, line drawings, and photographs.