Welding on the Farm: Selecting a Welding Unit for the Farm Or Ranch
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Study and Characterization of EN AW 6181/6082-T6 and EN AC
metals Article Study and Characterization of EN AW 6181/6082-T6 and EN AC 42100-T6 Aluminum Alloy Welding of Structural Applications: Metal Inert Gas (MIG), Cold Metal Transfer (CMT), and Fiber Laser-MIG Hybrid Comparison Giovanna Cornacchia * and Silvia Cecchel DIMI, Department of Industrial and Mechanical Engineering, University of Brescia, via Branze 38, 25123 Brescia, Italy; [email protected] * Correspondence: [email protected]; Tel.: +39-030-371-5827; Fax: +39-030-370-2448 Received: 18 February 2020; Accepted: 26 March 2020; Published: 27 March 2020 Abstract: The present research investigates the effects of different welding techniques, namely traditional metal inert gas (MIG), cold metal transfer (CMT), and fiber laser-MIG hybrid, on the microstructural and mechanical properties of joints between extruded EN AW 6181/6082-T6 and cast EN AC 42100-T6 aluminum alloys. These types of weld are very interesting for junctions of Al-alloys parts in the transportation field to promote the lightweight of a large scale chassis. The weld joints were characterized through various metallurgical methods including optical microscopy and hardness measurements to assess their microstructure and to individuate the nature of the intermetallics, their morphology, and distribution. The results allowed for the evaluation of the discrepancies between the welding technologies (MIG, CMT, fiber laser) on different aluminum alloys that represent an exhaustive range of possible joints of a frame. For this reason, both simple bar samples and real junctions of a prototype frame of a sports car were studied and, compared where possible. The study demonstrated the higher quality of innovative CMT and fiber laser-MIG hybrid welding than traditional MIG and the comparison between casting and extrusion techniques provide some inputs for future developments in the automotive field. -

Welding, Cutting and Brazing Safety Guidelines
Welding, Cutting and Brazing Safety Guidelines April 2020 Welding, Cutting and Brazing Safety Guidelines Table of Contents I. Purpose II. Responsibilities III. Hazard Identification & Prevention IV. Protection of Personnel V. Health Protection/ Ventilation Requirements VI. Operational Safety VII. Training & Record Keeping Appendix A Filter Shade Selection Guide by Welding Type Welding, Cutting and Brazing Safety Guidelines I. Purpose The purpose of the University of Northern Colorado’s Welding, Cutting and Brazing (WC&B) program is to protect faculty, staff, students and visitors from hazards associated with activities that requires the use of equipment involving open flames, sparks and heat that pose fire and other health hazards. This program establishes minimum requirements for performing work during such activities in a safe and cautious manner. II. Responsibilities The appropriate department shall be responsible for following in accordance with this guideline. A. Environment, Health & Safety (EHS) Department shall: • Review and approve, in coordination with the AVP Facilities Management the designated areas approved for welding and cutting activities. • Maintain a list of designated areas. • Inspect designated areas to be sure that conditions have not become unsafe for welding and/or cutting annually. • Provide training for fire watches. • Suspend welding and cutting work if conditions become unsafe for the work being performed. • Investigate any incidents that may occur during operations. B. Supervisors shall: • Ensure employees who will be performing such operations are properly trained on this procedure before performing work on campus. • Ensure the safe operation of equipment, incorporating information from Material Safety Data Sheets (MSDS) on welding materials used, appropriate Personal Protective Equipment (PPE), evaluation of combustible materials and hazardous areas present or likely to be present in the work location. -

Welder Type: Full Time, Monday-Thursday 7:00A - 4:30P, Friday 7:00A – 11:00A Department: Metal Fabrication Reports To: Metal Fabrication Department Manager
Job Title: Welder Type: Full Time, Monday-Thursday 7:00a - 4:30p, Friday 7:00a – 11:00a Department: Metal Fabrication Reports To: Metal Fabrication Department Manager ABOUT SHUR-CO®: Shur-Co®, LLC, is headquartered in Yankton, South Dakota, and is a leading provider of covering systems, parts and service to the global transportation market. With over 60 years of industry experience, Shur-Co® now manufactures a wide offering of tarp systems and accessories for trucks, trailers, carts and specialty equipment used in the agriculture, construction, waste and flatbed markets. Shur-Co® operates 12 production sites and sales locations in the United States, Canada and the United Kingdom, giving you the opportunity to work with employees and customers all over the world. We are always looking for well-qualified candidates to fill a variety of open positions. Check out all of our opportunities at www.Shur-Co.com/employment. SUMMARY: Lay out, fit, and weld fabricated steel and aluminum components, by performing the following duties. Must be able to efficiently weld small and large gauge metal with high quality. ESSENTIAL DUTIES AND RESPONSIBILITIES: • Select equipment and plan layout, assembly and welding. • Require minimal guidance from Lead in welding area. • Direct setup personnel in layout, and align the fitting of components together. • Set up equipment and weld parts using arc, gas-shielded arc, or gas welding equipment. • Responsible for welding tasks as assigned by Lead and/or Department Manager. • Responsible for the equipment care and proper machine settings to optimize the welding equipment. • Report to the Area Lead any nonconformance of components and/or machine function characteristics. -

Job Opening: Tig Welder Millwright
Job Opening: Tig Welder Millwright Position Overview The role of Journeyman Tig Welder Millwright is to compliment our current team of technicians and assist Knack’s food and beverage customer base with advanced welding, fabrication, and industrial support, to maintain and improve their processing operations. The scope ranges anywhere from day to day maintenance or welding repairs, up to the plant project scale. This takes place on the customer job site or at our shop. Required Personal Responsibilities: • Display Initiative and ability to work self-sufficiently with minimal supervision. Journeyman level experience. • Ability to be resourceful and independently creative to get the job done under pressure or tight timelines. • Work within a team environment and maintain a positive attitude. • Professional, informative, and responsive communication to the manager, staff and customers. • Interacts with customers to understand their requests or concerns. • Interacts with customers to provide feedback on job completion or the necessary performance of tasks. • Must be able to respond to plant emergencies as directed outside of normal working hours. • Operation, maintenance and repair of responsible tools and equipment. • High level of integrity. Required Technical Skills: • Understand, install, troubleshoot and maintain various types of food processing equipment including but not limited to: pumps, conveyors, agitators, tanks, exchangers, valving, etc. • Advanced Journeyman level sanitary stainless steel tig welding experience. • Journeyman ability to design, fabricate and build basic and/or complex structures, supports or framework. • Ability to perform oxy fuel and plasma cutting processes. • Perform safe rigging procedures for lifting or installing various equipment. • Perform demolition of equipment/systems and the ability to properly isolate, rig and remove safely and in proper sequence. -
Boilermaker B2
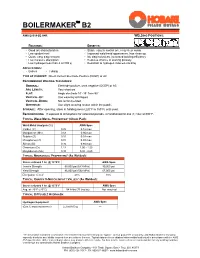
BOILERMAKER B2 AWS E8018-B2 H4R WELDING POSITIONS: FEATURES: BENEFITS: • Good arc characteristics • Stable easy to control arc, x-ray clear welds • Low spatter level • Improved weld bead appearance, less clean-up • Quick, easy slag removal • No slag inclusions, increased welding efficiency • Low moisture absorption • Reduces chance of starting porosity • Low hydrogen less than 4 ml/100 g • Resistant to hydrogen induced cracking APPLICATIONS: • Boilers • Tubing TYPE OF CURRENT: Direct Current Electrode Positive (DCEP) or AC RECOMMENDED WELDING TECHNIQUES: ENERAL Electrode positive, work negative (DCEP) or AC G : RC ENGTH Very short arc A L : LAT Angle electrode 10°-15° from 90° F : ERTICAL P Use weaving techniques V -U : ERTICAL OWN Not recommended V -D : OVERHEAD: Use slight weaving motion within the puddle STORAGE: After opening, store in holding oven (220°F to 350°F) until used. RECONDITIONING If exposed to atmosphere for extended periods, reconditioned for one (1) hour at 600°F. TYPICAL WELD METAL PROPERTIES* (Chem Pad): Weld Metal Analysis (%) AWS Spec Carbon (C) 0.05 0.12 max Manganese (Mn) 0.68 0.90 max Sulphur (S) 0.01 0.03 max Phosphorus (P) 0.01 0.03 max Silicon (Si) 0.36 0.80 max Chromium (Cr) 1.12 1.00 - 1.50 Molybdenum (Mo) 0.40 0.40 - 0.65 TYPICAL MECHANICAL PROPERTIES* (As Welded): Stress relieved 1 hr. @ 1275°F AWS Spec Tensile Strength 98,000 psi (673 MPa) 80,000 psi Yield Strength 86,000 psi (592 MPa) 67,000 psi Elongation % in 2” 23% 19% TYPICAL CHARPY V-NOTCH IMPACT VALUES* (As Welded): Stress relieved 1 hr. -

Welder / Mechanic Job Code: 2340 Department: General Services Date: 2/08 Reports To: Shop Supervisor
Welder/Mechanic Page 1 of 2 CITY OF CONCORD CLASS SPECIFICATION CLASS TITLE: WELDER / MECHANIC JOB CODE: 2340 DEPARTMENT: GENERAL SERVICES DATE: 2/08 REPORTS TO: SHOP SUPERVISOR JOB SUMMARY: Performs skilled acetylene and electric arc welding work in the fabrication, repair, and reinforcement of metal parts and equipment. Also performs extensive heavy-duty mechanical repairs. ESSENTIAL JOB FUNCTIONS: Performs cutting and welding operations on machinery and equipment; repairs parts for machinery and equipment. Determines appropriate welding techniques and equipment to use; works from sketches, blueprints, and instructions given both orally and in writing. Performs designing, layout and fabrication of various metal items used by the city. Performs on location welding operations on city structures and equipment. Operates air arc machine to cut heavy material. Fabricates metal articles such as brackets, pipe hangers, braces, sanders, rakes, teeth, and plow blades. Maintains and makes repairs on welding equipment; sharpens and tempers tools. Mounts bodies on new cabs and chassis. Welds and repairs tractor trucks and trailers. Performs general repair and maintenance of city vehicles. Performs inspections of city vehicles. Responds to call for roadside assistance. Operates hydraulic hose equipment. Diagnoses and repairs hydraulic and electrical equipment. Performs other related duties as assigned. MATERIAL AND EQUIPMENT USED: Wirer Feed-Mik Welder Cutting Torches Placemat Cutter Mechanical Hand Tools Gas Welder Arc Welder MINIMUM QUALIFICATIONS REQUIRED: Education and Experience: High School diploma or GED; and, additional training in welding apprenticeship; and, four years of experience as journeyman welder; or, any combination of education, training and experience, which provides the knowledge, skills, and abilities required for the job. -

Weld Quality in Aluminium Alloys
Q14003 Examensarbete 30 hp Maj 2014 Weld Quality in Aluminium Alloys Rujira Deekhunthod Abstract Weld Quality in Aluminium Alloys Rujira Deekhunthod Teknisk- naturvetenskaplig fakultet UTH-enheten The aims of this project are to present an understanding in what happens when aluminium-(Al) alloys are welded, and to investigate how the Mg-, Si- and Cr-contents Besöksadress: in AA6005A influence the weld strength and cracking susceptibility. Ångströmlaboratoriet Lägerhyddsvägen 1 It is known that heat from welding affects the mechanical properties (strength) of the Hus 4, Plan 0 material. Different heat cycles during welding are one of the main reasons that the strength varies. Welding can cause various phenomena such as decreased strength, Postadress: porosity, deformation, cracks and corrosion. To minimize these phenomena one has Box 536 751 21 Uppsala to have a balance between the welding parameters, alloy composition and welding fixture setup. Al alloys are sensitive to heat from welding because they have high heat Telefon: conductivity and high thermal expansion coefficient. They also deform easily when the 018 – 471 30 03 material is heated locally. If the material is deformed too much then cracking easily Telefax: occurs. 018 – 471 30 00 This project has examined how the Mg-, Si- and Cr-contents in AA6005A, affect the welded material. A V-joint with MIG welding is used for producing weld samples. For Hemsida: evaluation Vickers micro-hardness, tensile testing, radiography (X-ray), LOM and SEM http://www.teknat.uu.se/student with EBSD and EDS was used. The evaluation focuses on mechanical properties and microstructure. The results show that small variations of Mg-, Si- and Cr-content do not have any clear effects on the welded material. -
Physical Demands Analysis Welder Prepared
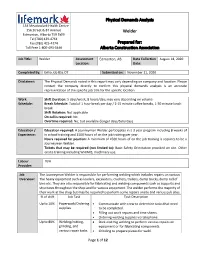
Physical Demands Analysis 154 Meadowlark Health Centre 156 Street & 87 Avenue Welder Edmonton, Alberta T5R 5W9 Tel (780) 429-4761 Fax (780) 425-4274 Prepared for: Toll Free 1-800-493-5446 Alberta Construction Association Job Title: Welder Assessment Edmonton, AB Data Collection August 18, 2020 Location: Date: Completed By: Erika Job BSc.OT Submitted on: November 11, 2020 Disclaimer: The Physical Demands noted in this report may vary depending on company and location. Please contact the company directly to confirm this physical demands analysis is an accurate representation of the specific job title for the specific location. Work Shift Duration: 5 days/week, 8 hours/day; may vary depending on volume Schedule: Break Schedule: Total of 1 hour break per day / 2-15 minute coffee breaks, 1-30 minute lunch break Shift Rotation: Not applicable On call is required: No Overtime required: No; but available (longer days/Saturday) Education / Education required: A Journeyman Welder participates in a 3 year program including 8 weeks of Experience: in school training and 1500 hours of on the job training per year. Hours required for position: A minimum of 4500 hours of on the job training is requires to be a Journeyman Welder. Tickets that may be required (not limited to): Basic Safety Orientation provided on site. Other onsite training including WHIMIS, machinery use. Labour N/A Provider: Job The Journeyman Welder is responsible for performing welding which includes repairs on various Overview: The heavy equipment such as loaders, excavators, crushers, trailers, dump trucks, dump roll of bins etc. They are also responsible for fabricating and welding components such as supports and structures throughout the shop and for various equipment. -

Welding of Aluminum Alloys
4 Welding of Aluminum Alloys R.R. Ambriz and V. Mayagoitia Instituto Politécnico Nacional CIITEC-IPN, Cerrada de Cecati S/N Col. Sta. Catarina C.P. 02250, Azcapotzalco, DF, México 1. Introduction Welding processes are essential for the manufacture of a wide variety of products, such as: frames, pressure vessels, automotive components and any product which have to be produced by welding. However, welding operations are generally expensive, require a considerable investment of time and they have to establish the appropriate welding conditions, in order to obtain an appropriate performance of the welded joint. There are a lot of welding processes, which are employed as a function of the material, the geometric characteristics of the materials, the grade of sanity desired and the application type (manual, semi-automatic or automatic). The following describes some of the most widely used welding process for aluminum alloys. 1.1 Shielded metal arc welding (SMAW) This is a welding process that melts and joins metals by means of heat. The heat is produced by an electric arc generated by the electrode and the materials. The stability of the arc is obtained by means of a distance between the electrode and the material, named stick welding. Figure 1 shows a schematic representation of the process. The electrode-holder is connected to one terminal of the power source by a welding cable. A second cable is connected to the other terminal, as is presented in Figure 1a. Depending on the connection, is possible to obtain a direct polarity (Direct Current Electrode Negative, DCEN) or reverse polarity (Direct Current Electrode Positive, DCEP). -

Boilermaking Manual. INSTITUTION British Columbia Dept
DOCUMENT RESUME ED 246 301 CE 039 364 TITLE Boilermaking Manual. INSTITUTION British Columbia Dept. of Education, Victoria. REPORT NO ISBN-0-7718-8254-8. PUB DATE [82] NOTE 381p.; Developed in cooperation with the 1pprenticeship Training Programs Branch, Ministry of Labour. Photographs may not reproduce well. AVAILABLE FROMPublication Services Branch, Ministry of Education, 878 Viewfield Road, Victoria, BC V9A 4V1 ($10.00). PUB TYPE Guides Classroom Use - Materials (For Learner) (OW EARS PRICE MFOI Plus Postage. PC Not Available from EARS. DESCRIPTORS Apprenticeships; Blue Collar Occupations; Blueprints; *Construction (Process); Construction Materials; Drafting; Foreign Countries; Hand Tools; Industrial Personnel; *Industrial Training; Inplant Programs; Machine Tools; Mathematical Applications; *Mechanical Skills; Metal Industry; Metals; Metal Working; *On the Job Training; Postsecondary Education; Power Technology; Quality Control; Safety; *Sheet Metal Work; Skilled Occupations; Skilled Workers; Trade and Industrial Education; Trainees; Welding IDENTIFIERS *Boilermakers; *Boilers; British Columbia ABSTRACT This manual is intended (I) to provide an information resource to supplement the formal training program for boilermaker apprentices; (2) to assist the journeyworker to build on present knowledge to increase expertise and qualify for formal accreditation in the boilermaking trade; and (3) to serve as an on-the-job reference with sound, up-to-date guidelines for all aspects of the trade. The manual is organized into 13 chapters that cover the following topics: safety; boilermaker tools; mathematics; material, blueprint reading and sketching; layout; boilershop fabrication; rigging and erection; welding; quality control and inspection; boilers; dust collection systems; tanks and stacks; and hydro-electric power development. Each chapter contains an introduction and information about the topic, illustrated with charts, line drawings, and photographs. -

Ironworkers Local 97 Standard Agreement
IRONWORKERS LOCAL 97 STANDARD AGREEMENT Between: Local 97 of the International Association of Bridge, Structural, Ornamental and Reinforcing lronworkers (Hereinafter Referred to as the "Union") And: Construction Labour Relations Association of B.C. {CLR) * (On its own behalf, and on behalf of its member Employers who have authorized the Association to execute this document and those members added from time to time by notice given to the BCBCBTU. (hereinafter referred to as "CLR") May 1, 2016 to April 30, 2019 lronworkers Local 97 Standard Agreement May 1, 2016 to April 30, 2019 Drug & Alcohol Abuse Statement of Policy •Where a pattern of chemical dependence is suspected or apparent and documented; •And where the problem is affecting the Member's ability to do his assigned job; • And where it may affect the safety of that or other tradesmen on that job; The Union office will address the situation with that Member. The discussion will be CONFIDENTIAL, NON-THREATENING AND SUPPORTIVE. The Member in question will, at the initial discussion, be made aware of the Union's concern and a suggestion made that he or she seek help for the problem through the Rehabilitation Plan or any other resources at his disposal. The Member then has his choices. At this point, a time frame to effect a change in the pattern will be contracted with the Member. Given a fair time allowance with no significant change in behaviour or a worsening of the situation, the Mandatory Referral process will take place. The Member will be re-confronted and informed that unless treatment is sought, dispatch privileges (may) will be revoked until there is evidence that the addiction had been dealt with in a recognized treatment process or facility. -

Welding Schedules for Stainless Steel
APPLICATION DATA SHEET Phone: 800-933-6779 Fax:205-663-3221 Email:[email protected] SCHEDULE FOR SPOT WELDING STAINLESS STEEL ELECTRODE DIAMETER MINIMUM MINIMUM DIAMETER AND SHAPE CONTACTING WELD OF THICKNESS (See Note 5) WELDING OVERLAP SPACING FUSED MINIMUM SHEAR STRENGTH “T” of CURRENT (See Note ZONE THINNEST (Approx.) 6 Below) LB. OUTSIDE PIECE WELD AMPS Ultimate Tensile Strength of Metal (See Notes TIME 1, 2, 3 and 4 ELECTRODE Tensile Tensile 70000 90000 150000 Below) FORCE CYCLES Strength Strength Up to Up to Psi D, IN., d, IN., (60 Below 150000 Psi IN. 90000 150000 and INCHES Min. Max. LB. Per Sec.) 150000 Psi and Higher IN. IN. Approx. Psi Psi Higher 0.006 3/16 3/32 180 2 2000 2000 3/16 3/16 0.045 60 70 85 0.008 3/16 3/32 200 3 2000 2000 3/16 3/16 0.065 150 170 210 0.012 1/4 1/8 260 3 2100 2000 1/4 1/4 0.076 185 210 250 0.014 1/4 1/8 300 4 2500 2200 1/4 1/4 0.082 240 250 320 0.016 1/4 1/8 330 4 3000 2500 1/4 5/16 0.088 280 300 380 0.018 1/4 1/8 380 4 3500 2800 1/4 5/16 0.093 320 360 470 0.021 1/4 5/32 400 4 4000 3200 5/16 5/16 0.100 370 470 500 0.025 3/8 5/32 520 5 5000 4100 3/8 7/16 0.120 500 600 680 0.031 3/8 3/16 650 5 6000 4800 3/8 1/2 0.130 680 800 930 0.034 3/8 3/16 750 6 7000 5500 7/16 9/16 0.150 800 920 1100 0.040 3/8 3/16 900 6 7800 6300 7/16 5/8 0.160 1000 1270 1400 0.044 3/8 3/16 1000 8 8700 7000 7/16 11/16 0.180 1200 1450 1700 0.050 1/2 1/4 1200 8 9500 7500 1/2 3/4 0.190 1450 1700 2000 0.056 1/2 1/4 1350 10 10300 8300 9/16 7/8 0.210 1700 2000 2450 0.062 1/2 1/4 1500 10 11000 9000 5/8 1 0.220 1950 2400 2900 0.070 5/8 1/4 1700 12 12300 10000 5/8 1-1/8 0.250 2400 2800 3550 0.078 5/8 5/16 1900 14 14000 11000 11/16 1-1/4 0.275 2700 3400 4000 0.094 5/8 5/16 2400 16 15700 12700 3/4 1-1/2 0.290 3550 4200 5300 0.109 3/4 3/8 2800 18 17700 14000 13/16 1-1/2 0.290 4200 5000 6400 0.125 3/4 3/8 3300 20 18000 15500 7/8 2 0.300 5000 6000 7600 NOTES: 1.