Welding Technology (WELD) 1
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Study and Characterization of EN AW 6181/6082-T6 and EN AC
metals Article Study and Characterization of EN AW 6181/6082-T6 and EN AC 42100-T6 Aluminum Alloy Welding of Structural Applications: Metal Inert Gas (MIG), Cold Metal Transfer (CMT), and Fiber Laser-MIG Hybrid Comparison Giovanna Cornacchia * and Silvia Cecchel DIMI, Department of Industrial and Mechanical Engineering, University of Brescia, via Branze 38, 25123 Brescia, Italy; [email protected] * Correspondence: [email protected]; Tel.: +39-030-371-5827; Fax: +39-030-370-2448 Received: 18 February 2020; Accepted: 26 March 2020; Published: 27 March 2020 Abstract: The present research investigates the effects of different welding techniques, namely traditional metal inert gas (MIG), cold metal transfer (CMT), and fiber laser-MIG hybrid, on the microstructural and mechanical properties of joints between extruded EN AW 6181/6082-T6 and cast EN AC 42100-T6 aluminum alloys. These types of weld are very interesting for junctions of Al-alloys parts in the transportation field to promote the lightweight of a large scale chassis. The weld joints were characterized through various metallurgical methods including optical microscopy and hardness measurements to assess their microstructure and to individuate the nature of the intermetallics, their morphology, and distribution. The results allowed for the evaluation of the discrepancies between the welding technologies (MIG, CMT, fiber laser) on different aluminum alloys that represent an exhaustive range of possible joints of a frame. For this reason, both simple bar samples and real junctions of a prototype frame of a sports car were studied and, compared where possible. The study demonstrated the higher quality of innovative CMT and fiber laser-MIG hybrid welding than traditional MIG and the comparison between casting and extrusion techniques provide some inputs for future developments in the automotive field. -

Fundamentals of Joining Processes
Outline ME3072 – MANUFACTURING ENGINEERING II BSc Eng (Hons) in Mechanical Engineering • Introduction to Welding Semester - 4 • Fusion-Welding Processes • Solid-State Welding Processes Fundamentals of Joining • Metallurgy of Welding Processes • Weld Quality • Brazing & Soldering Prepared By : R.K.P.S Ranaweera BSc (Hons) MSc Lecturer - Department of Mechanical Engineering University of Moratuwa 2 (for educational purpose only) Joining Processes Classification of Joining Processes 3 4 1 Introduction to Welding • Attention must be given to the cleanliness of the metal surfaces prior to welding and to possible • Is a process by which two materials, usually metals oxidation or contamination during welding process. are permanently joined together by coalescence, which is induced by a combination of temperature, • Production of high quality weld requires: pressure and metallurgical conditions. Source of satisfactory heat and/or pressure Means of protecting or cleaning the metal • Is extensively used in fabrication as an alternative Caution to avoid harmful metallurgical effects method for casting or forging and as a replacement for bolted and riveted joints. Also used as a repair • Advantages of welding over other joints: medium to reunite metals. Lighter in weight and has a great strength • Types of Welding: High corrosion resistance Fusion welding Fluid tight for tanks and vessels Solid-state (forge) welding Can be altered easily (flexibility) and economically 5 6 • Weldability has been defined as the capacity of • Steps in executing welding: metal to be welded under the fabrication conditions Identification of welds, calculation of weld area by stress imposed into a specific, suitably designed structure analysis, preparation of drawings & to perform satisfactorily in the intended service. -

Welding, Cutting and Brazing Safety Guidelines
Welding, Cutting and Brazing Safety Guidelines April 2020 Welding, Cutting and Brazing Safety Guidelines Table of Contents I. Purpose II. Responsibilities III. Hazard Identification & Prevention IV. Protection of Personnel V. Health Protection/ Ventilation Requirements VI. Operational Safety VII. Training & Record Keeping Appendix A Filter Shade Selection Guide by Welding Type Welding, Cutting and Brazing Safety Guidelines I. Purpose The purpose of the University of Northern Colorado’s Welding, Cutting and Brazing (WC&B) program is to protect faculty, staff, students and visitors from hazards associated with activities that requires the use of equipment involving open flames, sparks and heat that pose fire and other health hazards. This program establishes minimum requirements for performing work during such activities in a safe and cautious manner. II. Responsibilities The appropriate department shall be responsible for following in accordance with this guideline. A. Environment, Health & Safety (EHS) Department shall: • Review and approve, in coordination with the AVP Facilities Management the designated areas approved for welding and cutting activities. • Maintain a list of designated areas. • Inspect designated areas to be sure that conditions have not become unsafe for welding and/or cutting annually. • Provide training for fire watches. • Suspend welding and cutting work if conditions become unsafe for the work being performed. • Investigate any incidents that may occur during operations. B. Supervisors shall: • Ensure employees who will be performing such operations are properly trained on this procedure before performing work on campus. • Ensure the safe operation of equipment, incorporating information from Material Safety Data Sheets (MSDS) on welding materials used, appropriate Personal Protective Equipment (PPE), evaluation of combustible materials and hazardous areas present or likely to be present in the work location. -

Welder Type: Full Time, Monday-Thursday 7:00A - 4:30P, Friday 7:00A – 11:00A Department: Metal Fabrication Reports To: Metal Fabrication Department Manager
Job Title: Welder Type: Full Time, Monday-Thursday 7:00a - 4:30p, Friday 7:00a – 11:00a Department: Metal Fabrication Reports To: Metal Fabrication Department Manager ABOUT SHUR-CO®: Shur-Co®, LLC, is headquartered in Yankton, South Dakota, and is a leading provider of covering systems, parts and service to the global transportation market. With over 60 years of industry experience, Shur-Co® now manufactures a wide offering of tarp systems and accessories for trucks, trailers, carts and specialty equipment used in the agriculture, construction, waste and flatbed markets. Shur-Co® operates 12 production sites and sales locations in the United States, Canada and the United Kingdom, giving you the opportunity to work with employees and customers all over the world. We are always looking for well-qualified candidates to fill a variety of open positions. Check out all of our opportunities at www.Shur-Co.com/employment. SUMMARY: Lay out, fit, and weld fabricated steel and aluminum components, by performing the following duties. Must be able to efficiently weld small and large gauge metal with high quality. ESSENTIAL DUTIES AND RESPONSIBILITIES: • Select equipment and plan layout, assembly and welding. • Require minimal guidance from Lead in welding area. • Direct setup personnel in layout, and align the fitting of components together. • Set up equipment and weld parts using arc, gas-shielded arc, or gas welding equipment. • Responsible for welding tasks as assigned by Lead and/or Department Manager. • Responsible for the equipment care and proper machine settings to optimize the welding equipment. • Report to the Area Lead any nonconformance of components and/or machine function characteristics. -

Guidelines for the Welded Fabrication of Nickel-Containing Stainless Steels for Corrosion Resistant Services
NiDl Nickel Development Institute Guidelines for the welded fabrication of nickel-containing stainless steels for corrosion resistant services A Nickel Development Institute Reference Book, Series No 11 007 Table of Contents Introduction ........................................................................................................ i PART I – For the welder ...................................................................................... 1 Physical properties of austenitic steels .......................................................... 2 Factors affecting corrosion resistance of stainless steel welds ....................... 2 Full penetration welds .............................................................................. 2 Seal welding crevices .............................................................................. 2 Embedded iron ........................................................................................ 2 Avoid surface oxides from welding ........................................................... 3 Other welding related defects ................................................................... 3 Welding qualifications ................................................................................... 3 Welder training ............................................................................................. 4 Preparation for welding ................................................................................. 4 Cutting and joint preparation ................................................................... -
Keyhole Gas Tungsten Arc Welding: a New Process Variant Brian Laurence Jarvis University of Wollongong
University of Wollongong Research Online University of Wollongong Thesis Collection University of Wollongong Thesis Collections 2001 Keyhole gas tungsten arc welding: a new process variant Brian Laurence Jarvis University of Wollongong Recommended Citation Jarvis, Brian Laurence, Keyhole gas tungsten arc welding: a new process variant, Doctor of Philosophy thesis, Faculty of Engineering, University of Wollongong, 2001. http://ro.uow.edu.au/theses/1833 Research Online is the open access institutional repository for the University of Wollongong. For further information contact the UOW Library: [email protected] Keyhole Gas Tungsten Arc Welding: a new process variant. tSS!1' This photograph is an end-on view of keyhole GTAW on 8mm wall-thickness stainless steel pipe. Certification I, Brian Laurence (Laurie) Jarvis, declare that this thesis, submitted in fulfilment of the requirements for the award of Doctor of Philosophy, in the Department of Mechanical Engineering, University of Wollongong, is wholly my own work unless otherwise referenced or acknowledged. The document has not been submitted for qualifications at any other academic institution. Brian Laurence Jarvis 15m July 2001. Keyhole Gas Tungsten Arc Welding: a new process variant By Brian Laurence Jarvis B.Sc. (Hons) Flinders University, 1975 Thesis Submitted in fulfilment of the requirements for the degree of Doctor of Philosophy in Mechanical Engineering, Faculty of Engineering, University of Wollongong June 2001. Wollongong, New South Wales 1 Dedication To my Mother and Father Acknowledgements I wish to thank my adviser and supervisor, Professor Michael West, for his support and direction during this investigation. Special thanks are also due to my co-supervisor, colleague and friend, Dr Nasir Ahmed for laying the foundations for this work, and for his continued encouragement and support. -

Welding and Joining Guidelines
Welding and Joining Guidelines The HASTELLOY® and HAYNES® alloys are known for their good weldability, which is defined as the ability of a material to be welded and to perform satisfactorily in the imposed service environment. The service performance of the welded component should be given the utmost importance when determining a suitable weld process or procedure. If proper welding techniques and procedures are followed, high-quality welds can be produced with conventional arc welding processes. However, please be aware of the proper techniques for welding these types of alloys and the differences compared to the more common carbon and stainless steels. The following information should provide a basis for properly welding the HASTELLOY® and HAYNES® alloys. For further information, please consult the references listed throughout each section. It is also important to review any alloy- specific welding considerations prior to determining a suitable welding procedure. The most common welding processes used to weld the HASTELLOY® and HAYNES® alloys are the gas tungsten arc welding (GTAW / “TIG”), gas metal arc welding (GMAW / “MIG”), and shielded metal arc welding (SMAW / “Stick”) processes. In addition to these common arc welding processes, other welding processes such plasma arc welding (PAW), resistance spot welding (RSW), laser beam welding (LBW), and electron beam welding (EBW) are used. Submerged arc welding (SAW) is generally discouraged as this process is characterized by high heat input to the base metal, which promotes distortion, hot cracking, and precipitation of secondary phases that can be detrimental to material properties and performance. The introduction of flux elements to the weld also makes it difficult to achieve a proper chemical composition in the weld deposit. -

Welding on the Farm: Selecting a Welding Unit for the Farm Or Ranch
Welding on the Farm: Selecting a Welding Unit for the Farm or Ranch Farms encounter a wide variety of welding repairs and projects – having the right welder depends on a lot of factors. Do you have to bring the welder to the work or can you take the work to the welder? Which process (MIG, Stick, or TIG) fits your needs? This article examines all these issues and more. The weather finally cleared, and Wisconsin dairy farmer Al Hoffmann has 385 acres of haylage to cut and store when the chopper blower band for the silo snaps in half. Part of the 3/16 in. steel band has worn paper thin and snapped, and on this Saturday, the nearest replacement band is two days away. Using a 200 amp Millermatic® wire welder, Al saves the band by tack welding it together and then welding on a back-up strip of steel. The repaired chopper blower moves more than 800 tons of haylage in the next few days... ...It's evening milking time. Al is half done with his 185 cows when a hinge breaks on the air gate in the milking parlor. Al resumes milking a few minutes later, after he repairs the gate with a portable Millermatic wire welder that runs off his 115 V household current. "This farm has a lot of old iron, but welders keep my machinery running," Al says. In addition to the two wire welders, Al also uses a 175 amp Stick (shielded metal arc) welder, primarily for hardfacing the bucket on his skid loader or repairing his manure spreader. -

Job Opening: Tig Welder Millwright
Job Opening: Tig Welder Millwright Position Overview The role of Journeyman Tig Welder Millwright is to compliment our current team of technicians and assist Knack’s food and beverage customer base with advanced welding, fabrication, and industrial support, to maintain and improve their processing operations. The scope ranges anywhere from day to day maintenance or welding repairs, up to the plant project scale. This takes place on the customer job site or at our shop. Required Personal Responsibilities: • Display Initiative and ability to work self-sufficiently with minimal supervision. Journeyman level experience. • Ability to be resourceful and independently creative to get the job done under pressure or tight timelines. • Work within a team environment and maintain a positive attitude. • Professional, informative, and responsive communication to the manager, staff and customers. • Interacts with customers to understand their requests or concerns. • Interacts with customers to provide feedback on job completion or the necessary performance of tasks. • Must be able to respond to plant emergencies as directed outside of normal working hours. • Operation, maintenance and repair of responsible tools and equipment. • High level of integrity. Required Technical Skills: • Understand, install, troubleshoot and maintain various types of food processing equipment including but not limited to: pumps, conveyors, agitators, tanks, exchangers, valving, etc. • Advanced Journeyman level sanitary stainless steel tig welding experience. • Journeyman ability to design, fabricate and build basic and/or complex structures, supports or framework. • Ability to perform oxy fuel and plasma cutting processes. • Perform safe rigging procedures for lifting or installing various equipment. • Perform demolition of equipment/systems and the ability to properly isolate, rig and remove safely and in proper sequence. -
Boilermaker B2
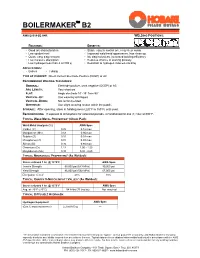
BOILERMAKER B2 AWS E8018-B2 H4R WELDING POSITIONS: FEATURES: BENEFITS: • Good arc characteristics • Stable easy to control arc, x-ray clear welds • Low spatter level • Improved weld bead appearance, less clean-up • Quick, easy slag removal • No slag inclusions, increased welding efficiency • Low moisture absorption • Reduces chance of starting porosity • Low hydrogen less than 4 ml/100 g • Resistant to hydrogen induced cracking APPLICATIONS: • Boilers • Tubing TYPE OF CURRENT: Direct Current Electrode Positive (DCEP) or AC RECOMMENDED WELDING TECHNIQUES: ENERAL Electrode positive, work negative (DCEP) or AC G : RC ENGTH Very short arc A L : LAT Angle electrode 10°-15° from 90° F : ERTICAL P Use weaving techniques V -U : ERTICAL OWN Not recommended V -D : OVERHEAD: Use slight weaving motion within the puddle STORAGE: After opening, store in holding oven (220°F to 350°F) until used. RECONDITIONING If exposed to atmosphere for extended periods, reconditioned for one (1) hour at 600°F. TYPICAL WELD METAL PROPERTIES* (Chem Pad): Weld Metal Analysis (%) AWS Spec Carbon (C) 0.05 0.12 max Manganese (Mn) 0.68 0.90 max Sulphur (S) 0.01 0.03 max Phosphorus (P) 0.01 0.03 max Silicon (Si) 0.36 0.80 max Chromium (Cr) 1.12 1.00 - 1.50 Molybdenum (Mo) 0.40 0.40 - 0.65 TYPICAL MECHANICAL PROPERTIES* (As Welded): Stress relieved 1 hr. @ 1275°F AWS Spec Tensile Strength 98,000 psi (673 MPa) 80,000 psi Yield Strength 86,000 psi (592 MPa) 67,000 psi Elongation % in 2” 23% 19% TYPICAL CHARPY V-NOTCH IMPACT VALUES* (As Welded): Stress relieved 1 hr. -

Welder / Mechanic Job Code: 2340 Department: General Services Date: 2/08 Reports To: Shop Supervisor
Welder/Mechanic Page 1 of 2 CITY OF CONCORD CLASS SPECIFICATION CLASS TITLE: WELDER / MECHANIC JOB CODE: 2340 DEPARTMENT: GENERAL SERVICES DATE: 2/08 REPORTS TO: SHOP SUPERVISOR JOB SUMMARY: Performs skilled acetylene and electric arc welding work in the fabrication, repair, and reinforcement of metal parts and equipment. Also performs extensive heavy-duty mechanical repairs. ESSENTIAL JOB FUNCTIONS: Performs cutting and welding operations on machinery and equipment; repairs parts for machinery and equipment. Determines appropriate welding techniques and equipment to use; works from sketches, blueprints, and instructions given both orally and in writing. Performs designing, layout and fabrication of various metal items used by the city. Performs on location welding operations on city structures and equipment. Operates air arc machine to cut heavy material. Fabricates metal articles such as brackets, pipe hangers, braces, sanders, rakes, teeth, and plow blades. Maintains and makes repairs on welding equipment; sharpens and tempers tools. Mounts bodies on new cabs and chassis. Welds and repairs tractor trucks and trailers. Performs general repair and maintenance of city vehicles. Performs inspections of city vehicles. Responds to call for roadside assistance. Operates hydraulic hose equipment. Diagnoses and repairs hydraulic and electrical equipment. Performs other related duties as assigned. MATERIAL AND EQUIPMENT USED: Wirer Feed-Mik Welder Cutting Torches Placemat Cutter Mechanical Hand Tools Gas Welder Arc Welder MINIMUM QUALIFICATIONS REQUIRED: Education and Experience: High School diploma or GED; and, additional training in welding apprenticeship; and, four years of experience as journeyman welder; or, any combination of education, training and experience, which provides the knowledge, skills, and abilities required for the job. -

Welding Core: Gas Tungsten Arc Welding (GTAW) Course Outcome Summary
Welding Core: Gas Tungsten Arc Welding (GTAW) Course Outcome Summary Course Information Description Through classroom and/or lab/shop learning and assessment activities, students in this course will: explain the gas tungsten arc welding process (GTAW); demonstrate the safe and correct set up of the GTAW workstation; relate GTAW electrode and filler metal classifications with base metals and joint criteria; build proper electrode and filler metal selection and use based on metal types and thicknesses; build pads of weld beads with selected electrodes and filler material in the flat position; build pads of weld beads with selected electrodes and filler material in the horizontal position; perform basic GTAW welds on selected weld joints; and perform visual inspection of GTAW welds. Types of Instruction Instruction Type Credits 3 Competencies 1. Explain the gas tungsten arc welding process (GTAW) Properties Domain: Cognitive Level: Synthesis You will demonstrate your competence: o through an instructor-provided written or oral evaluation tool Your performance will be successful when: o you differentiate between types and uses of current o you identify the advantages and disadvantages of GTAW o you identify types of welding power sources o you identify different components of a GTAW workstation o you describe basic electrical safety 2. Demonstrate the safe and correct set up of the GTAW workstation Properties Domain: Cognitive Level: Application You will demonstrate your competence: o in a lab or shop setting o using a GTAW workstation Your performance will be successful when: o you demonstrate proper inspection of equipment o you demonstrate proper use of PPE o you demonstrate proper placement of workpiece connection o you check for proper setup of equipment o you inspect area for potential hazards/safety issues o you troubleshoot GTAW equipment and perform minor maintenance 3.