HBK1 0-4-0 Chassis Kit
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Station Sign 64” 2 14 Bennet
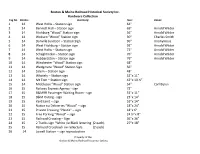
Boston & Maine Railroad Historical Society Inc. Hardware Collection Tag No. File No: Inventory: Size: Donor: 1 14 West Hollis – Station sign 64” 2 14 Bennett Hall – Station sign 69” Arnold Wilder 3 14 Fitchburg “Wood” Station sign 56” Arnold Wilder 4 14 Woburn “Wood” Station sign 30” Charles Smith 5 14 Danville Junction – Station Sign 96” Anonymous 6 14 West Fitchburg – Station sign 92” Arnold Wilder 7 14 West Hollis – Station sign 72” Arnold Wilder 8 14 Scheghticoke – Station sign 76” Arnold Wilder 9 14 Hubbardston – Station sign 76” Arnold Wilder 10 14 Winchester “Wood” Station sign 68” 11 14 Wedgmere “Wood” Station Sign 56” 12 14 Salem – Station sign 48” 13 14 Whately – Station sign 52”x 11” 14 14 Mt Tom – Station sign 42”x 10 ½” 15 14 Middlesex “Wood” Station sign 54” Carl Byron 16 15 Railway Express Agency - sign 72” 17 15 B&MRR Passenger Waiting Room - sign 32”x 11” 18 15 B&M Outing - sign 23”x 14” 19 15 Yard Limit – sign 16”x 14” 20 15 Notice no Deliveries “Wood” – sign 18”x 24” 21 15 Private Crossing “Plastic” – sign 18”x 6” 22 15 Free Parking “Wood” – sign 24 ½”x 8” 23 15 Railroad Crossing – Sign 36”x 36” 24 15 2 Tracks sign “White /w Black lettering (2 each) 27”x 18” 25 15 Railroad Crossbuck /w reflectors (2 each) 26 14 Lowell Station – sign reproduction Property of the Boston & Maine Railroad Historical Society Boston & Maine Railroad Historical Society Inc. Hardware Collection Tag No. File No: Inventory: Size: Donor: 27 15 Hand Held Stop – sign Donald S. -

The Steam Locomotive Table, V1
The Steam Locomotive Table, v1 If you’re reading this; you either like steam trains, or want to know more about them. Hopefully, either way, I can scratch your itch with this; a set of randomizer/dice-roll tables of my own making; as inspired by some similar tables for tanks and aircrafts. Bear with me, I know not everyone knows the things I do, and I sure know I don’t know a lot of things other train enthusiasts do; but hopefully the descriptions and examples will be enough to get anyone through this smoothly. To begin, you’ll either want a bunch of dice or any online dice-rolling/number generating site (or just pick at your own whim); and somewhere or something to keep track of the details. These tables will give details of a presumed (roughly) standard steam locomotive. No sentinels or other engines with vertical boilers; no climax, shay, etc specially driven locomotives; are considered for this listing as they can change many of the fundamental details of an engine. Go in expecting to make the likes of mainline, branchline, dockyard, etc engines; not the likes of experiments like Bulleid’s Leader or specific industry engines like the aforementioned logging shays. Some dice rolls will have uneven distribution, such as “1-4, and 5-6”. Typically this means that the less likely detail is also one that is/was significantly less common in real life, or significantly more complex to depict. For clarity sake examples will be linked, but you’re always encouraged to look up more as you would like or feel necessary. -

Glorious Trains Including the Roy Chambers Collection
Neil Thomas Forrester Hugo Marsh Shuttleworth (Director) (Director) (Director) Glorious Trains including The Roy Chambers Collection 30th June & 1st July at 10:00 Viewing on a rota basis by appointment only Special Auction Services Plenty Close Off Hambridge Road NEWBURY RG14 5RL (Sat Nav tip - behind SPX Flow RG14 5TR) Telephone: 01635 580595 Email: [email protected] Bob Leggett Graham Bilbe Dominic Foster Toys, Trains & Trains Toys & Trains www.specialauctionservices.com Figures Due to the nature of the items in this auction, buyers must satisfy themselves concerning their authenticity prior to bidding and returns will not be accepted, subject to our Terms and Conditions. Additional images are available on request. If you are happy with our service, please write a Google review Buyers Premium with SAS & SAS LIVE: 20% plus Value Added Tax making a total of 24% of the Hammer Price the-saleroom.com Premium: 25% plus Value Added Tax making a total of 30% of the Hammer Price ORDER OF AUCTION Day 1 - 30th June 2020 The Roy Chambers Collection Lot 1-101 - Bassett-Lowke & Exley 0 Gauge Lot 102-180 - Leeds, Milbro & Bond’s 0 Gauge Lot 181-198 - Locomotives from the ‘Celebrity Fleets’ of GP Keen, Captain Kelly & Others Lot 199-415 - 0 Gauge Lot 416-434 - Gauge 1 & Larger Various Owners Lot 435-489 - 0 Gauge Day 2 - 1st July 2020 Lot 490-610 - 0 Gauge & Finescale Lot 611-637 - Railway Memorabilia, Artworks & Literature Lot 638-647 - Gauge 1 Lot 648-719 - Garden Railway Lot 720-730 - Larger Gauges Lot 731-737 - Ship Models The Hornby Centenary Sale - 0 Gauge The Roy Chambers Collection Lot 738-848 Various Owners Lot 849-850 The Property of a Collector Lot 851-948 2 www.specialauctionservices.com The Roy Chambers Collection Well-known 0 Gauge train collector and enthusiast Roy Chambers died on the 12th of July 2018 aged 90. -

Tng56 Feb 1971
;_ THI NARROW GAUGI NGRS No. 56 • FEBRUARY 1971 THE NARROW GAUGE RAILWAY SOCIETY Hon. Secretary Hon. Editor Hon. Membership Secretary Mike Swift, Henry Holdsworth, Ralph Martin, 47 Birchington Avenue, 76 Tower Lane, 27 Oakenbank Crescent, Birchencliff, Huddersfield Leeds 12 Huddersfield HOS 8LQ (For renewals & membership enquiries) Subscription Rate £1.50 per year KINDLY NarE NEW SUBSCRIPI'ION RATE IS £1,50 PER YEAR EARLY RENEWAL WOULD HELP RALPH MARTIN, Cover Photo AND'FACING PAGE Two of "Harry's Engines" - See the article by Mr. M, G, Satow, Ex Darjeeling and Himalaya 796 with Bagnall 2134, Photo M.G. Satow. Contents No. 56 • FEBRUARY 1971 Page 2 Harry Is Engine M.G. Satow J;?age 12 Harecraig Quarry (1967) Chris Down Page 19 Mesrail 14 Rodney Weaver Page 20 Further notes on 'I'he Songolole R.G. Pratt Page 25 John Fowler & Co. Ltd. Page 32 D-T's in the Desert Sydney Moir State Northern Railway South West Africa • Page 40 Letters to The Editor ROGER MARSH - HINCKLEY One of the more unpleasant activities of N.G.R.S members is 'dropping in' on people 'to see the railway' without prior enquiry. The fact that people do not go to print to specifical•y state their· disapproval of this sort of invasion does not mean tha~ their's is an 'open house' as some members seem to think. Last week-end two members assailed the homes of some of my friends to the extent of poking about in the back garden before even knocking the front door, These friends have always thought that we in the N,G.R.S. -

MODEL ENGINEERING Subscriptions Only) FREE a FOUNDATION COURSE by Peter Wright BOOK??? Vol
(Print and Print + Digital Subscriptions Only) MODEL ENGINEERINGby Peter Wright 4510 • 12 - 25 June 2015 FREE A FOUNDATION COURSEVol. 214 No. BOOK??? FOR ALL NEW UK SUBSCRIBERS* www.model-engineer.co.uk LBSC Join our online community HONOURED COVER FEATURE Otto The Harrogate Four Stroke Exhibition Engine WORKSHOP PROJECT Improving a Sheet Metal Machine £3.60 ENGINEERING GROUP ENGINEERING A Tour of American Steam Railroads THE ORIGINAL MAGAZINE FOR MODEL ENGINEERS 882 886 Published by MyTimeMedia Ltd. Enterprise House, Enterprise Way, Edenbridge, Kent TN8 6HF Tel: 0844 412 2262 From outside UK: +44 (0)1689 869840 www.model-engineer.co.uk SUBSCRIPTIONS UK - New, Renewals & Enquiries Tel: +44(0)1858 438798 Email: [email protected] USA & CANADA - New, Renewals & Enquiries Tel: (001)-866-647-9191 REST OF WORLD - New, Renewals & Enquiries Tel: +44 (0)1689 869896 Email: [email protected] BACK ISSUES & BINDERS Tel: 0844 848 8822 From outside UK: +44 2476 322234 Vol. 214 No. 4510 12 - 25 June 2015 Email: [email protected] Website: www.myhobbystore.co.uk MODEL ENGINEERING PLANS Tel: 0844 848 8822 858 SMOKE RINGS 882 REFINING A COMBINATION From outside UK: +44 2476 322234 News, views and comment SHEET METALWORK MACHINE Website: www.myhobbystore.co.uk/me-plans on the world of model engineering. Graham Astbury improves a 3 in 1 EDITORIAL combination machine of shear, Editor: Diane Carney Tel: +44 (0)1539 564750 859 MAKING A HOOK press brake and roll. Email: [email protected] GREEN STREET Tehnical Assistant: Stewart Hart Ashley Best details his 886 GALLERY NEW FEATURE PRODUCTION award winning diorama. -

Trains Galore
Hugo Marsh Neil Thomas Forrester (Director) Shuttleworth (Director) (Director) Trains Galore 11th & 12th December 2018 at 10:00 Viewing: 10th December 2018 10:00-16:00 11th December 2018 10:00- 16:00 16:00-18:00 Mulled Wine, Mince Pies & Nibbles 12th December 2018 Morning of auction from 9:00 Otherwise by appointment Saleroom One 81 Greenham Business Park NEWBURY RG19 6HW Telephone: 01635 580595 Fax: 0871 714 6905 Email: [email protected] www.specialauctionservices.com Bob Leggett Graham Bilbe Dominic Foster Toys, Trains & Trains Toys & Trains Figures Bid Here Without Being Here All you need is your computer and an internet connection and you can make real-time bids in real-world auctions at the-saleroom.com. You don’t have to be a computer whizz. All you have to do is visit www.the-saleroom.com and register to bid - its just like being in the auction room. A live audio feed means you hear the auctioneer at exactly the same time as other bidder. You see the lots on your computer screen as they appear in the auction room, and the auctioneer is aware of your bids the moment you make them. Just register and click to bid! ORDER OF AUCTION DAY ONE : 11th December 2018 N Gauge 1-57 TT Gauge 58-124 HOn3, HOm & On3O Gauge 125-147 Hornby OO Gauge 148-277 Lima OO & HO Gauge 278-300 Bachmann OO Gauge 301-381 Hornby-Dublo 382-452 Hornby-Dublo Catalogues 453-459 Wrenn OO Gauge 460-469 Other OO Gauge 470-522 Kitbuilt OO Gauge 523-584 HO Gauge 585-717 American HO Gauge 718-736 DAY TWO: 12th December 2018 Railwayana 737-806 Railway Pictures, Prints & Books 807-827 Penny Toys, Floor Trains & S Gauge 828-835 Hornby O Gauge 836-909 Bassett-Lowke 910-937 Modern O Gauge 938-989 Finescale O Gauge 990-1099 Other O Gauge 1100-1236 Gauge I 1237-1315 LGB & Other Garden Railway 1316-1332 Wide Gauges & Live Steam 1333-1414 Buyers Premium: 17.5% plus Value Added Tax making a total of 21% of the Hammer Price Internet Buyers Premium: 22.5% plus Value Added Tax making a total of 27% of the Hammer Price 2 www.specialauctionservices.com N GAUGE 14. -
LM5-Valve Gear and Motion
Developing these modules has taken time and expense. We hope you will benefit from the information contained within the modules. If you wish to make a donation to help BESTT recover our costs and promote further modules it would be gratefully appreciated. You can make a donation HERE. Thank You… ©2019 Boiler & Engineering Skills Training Trust Steam Locomotive Repair and Overhaul Module LM5 Steam Locomotive Valve Gear & Motion DISCLAIMER. The Boiler and Engineering Skills Training Trust (BESTT) has used its best endeavours to ensure that the content shown herein is accurate, complete and suitable for its stated purpose. However, it makes no warranties, express or implied that compliance with the contents of this document shall be sufficient to ensure safe systems of work or operation. Accordingly BESTT will not be liable for its content or any subsequent use to which this document may be put. Richard Gibbon & Tony Simons October 2017 – version 1.1 Module BESTT LM5 Steam Locomotive Valve Gear & Motion Aim This unit will give learners an understanding of how Locomotive Valve gear and the associated motion operates and how to examine for wear. The learner will consider: - * Valve Gear * Eccentrics * Expansion Links * Different types of Valve Gear * Setting of valves * Motion * Examination and reporting Learning Outcomes LO1 General Valve gear operation LO2 Stephenson’s Valve Gear LO3 Walschaerts Valve Gear LO4 Other Valve Gear LO5 Valve Setting LO6 Routine Examination for Valve Gear LO7 Locomotive Motion LO8 Locomotive Motion Examination INTRODUCTION Valve Gear is the name we give to the mechanism that imparts movement to the valve of a steam engine whether it be the simple slide valve or more complex piston valve, or even poppet valves. -

Issue 38 • £2.50 Editorial Chairman’S Thoughts – Aug
AUGUST 2018 Issue 38 • £2.50 Editorial Chairman’s Thoughts – Aug. 2018 Contents It was good to meet so many of you who attended Firstly, a big thank you to all those who helped make Members’ Day such a Chairman’s Thoughts 3 Members’ Day in June, as ever you supported us in success. As someone who simply drives up and networks it is all too easy to ignore Treasurer’s Report 4–6 great numbers on what was a glorious day in the the amount of effort and time which goes into such an event. easyfundraising 6-7 Dee Valley. We really do appreciate the support of You will see in Kevin’s Engineering Update them to quote. This is the first time that this has Engineering Update 8-16 the whole membership and this Project wouldn’t be (pages 8–16) that progress on the chassis been attempted in the heritage world and it will Tenner in the Tank Appeal 17 what it is without you. remains slow though we are still confident that allow the three contenders to produce their From the Office 18 Mention must also be made of the volunteers who make it will be pretty well complete when it is quotes in the knowledge that there is a level Sales Report 19 this day possible and run so smoothly, I certainly hope this required by HBSS, our boiler contractors, playing field. Members’ Day 2018 20-25 is how it appears to you. Our thanks go to everyone who gave of their time and worked so hard to make it such a to test fit the boiler which we expect to take ‘The Patriots’ Book 26–27 Elsewhere you will read that fund-raising in the successful day. -

The Balancing of Steam Locomotives
The Balancing of Steam Locomotives: A Dynamical Problem of the Nineteenth and Twentieth Centuries by PETER SIDNEY BARDELL A thesis submitted to the University of London for the award of the degree of Doctor of Philosophy History of Science & Technology Group Imperial College of Science, Technology and Medicine December 1988 2 SUMMARY Following a brief survey of the prehistory of balancing and its emergence as a technique of vibration control early in the nineteenth century, this thesis examines the problem of steam locomotive balancing. From 1845 when the investigations of the Gauge Commission highlighted the importance of the stability of the locomotive at speed the subject occupied the attention of British engineers for over a century. The study examines the reasons for the persistence of the problem over such a prolonged period and the contribution of engineering science to the design of the locomotive. The thesis deals with the identification of the dynamical problem, the development of a theory of balancing and its presentation to engineers. Also considered here are some locomotive examples and proposals emanating from engineers dissatisfied with the inherent instability of the conventional two-cylinder engine. The relationship between locomotive practice and balancing is then traced. Economic aspects of bridge maintenance eventually focused the attention of engineers on the nub of the issue and culminated in the work of the Bridge stress Committee, during the mid-1920s, which clearly exposed the significance of the dynamic interaction between locomotive and track, and led to the introduction of proper balancing parameters in locomotive design. During the 1930s good balancing practice combined with 3 other rationalised design procedures enabled British express passenger locomotive practice to attain the peak of its achievement, although this was accomplished with three- and four-cylinder engines. -

Take the Last Train to Clarksville: Arkansas’S Historic Depots and Railroad History Learning from Local and Statewide Historic Places
Take the Last Train to Clarksville: Arkansas’s Historic Depots and Railroad History Learning from local and statewide historic places Written by Rachel M. Miller, Education Outreach Coordinator Updated by Shelle Stormoe 2016 1000 La Harpe Little Rock, Arkansas 72201 Phone (501) 324-9880 Fax (501) 324-9184 TDD (501) 324-9811 arkansaspreservation.com [email protected] An Agency of the Department of Arkansas Heritage Contents Instructional Information ...........................................................................................................................................3 Grade Levels ...........................................................................................................................................................3 Grade 7–8 Arkansas History ...................................................................................................................................3 Grade 8 Social Studies ............................................................................................................................................3 Grades 9-12 Arkansas History ................................................................................................................................3 Grades 9-12 U.S. History Since 1890 ......................................................................................................................3 Lesson Objective .....................................................................................................................................................3 -

“The Steam Locomotive: a Machine of Precision” by K
No. 228. SWINDON ENGINEERING SOCIETY (B.R.-W.R.) TRANSACTIONS, 1955-57 ORDINARY MEETING — OCTOBER 25th, 1955 Chairman: Mr. R. A. SMEDDLE, M.I.Mech.E., M.I.Loco.E. “The Steam Locomotive: A Machine of Precision” by K. J. COOK, O.B.E., M.I.Mech.E., M.I.Loco.E. (Hon. Member and Past President) Chief Mechanical and Electrical Engineer, British Railways—E. & N.E. Region, Doncaster. Originally delivered by Mr. K. J. Cook before the Institution of Locomotive Engineers as his Presidential Address in September 1955. Reproduced by the kind per mission of the Council of the Institution. Following in a line of illustrious Presidents the choice of a title for a Presidential Address worthy of those which have preceded is by no means easy. One might call to mind Mr. Cyril Williams’ “ The Changing Scene,” Mr. Bond’s “ Years of Transition,” or my immediate predecessor’s “ Growing Up.” Some might think that the most appropriate title at the present time would be “ Senile Decay.” But the technique of constructing and maintaining steam locomotives on British Railways is now at the summit of accuracy, and if and when the steam locomotive fades away in this country, it will not be on account of any decline in the excellency of its mechanism and therefore I propose to work from the title “ The Steam Locomotive—a Machine of Precision.” A number of factors have combined to bring a point in the history of this country at which the steam locomotive must decline. In the decade which was closing in 1939, there is no doubt that the British steam locomotive was in its ascendancy, and able to hold its own generally against other forms of prime movers on economic as well as mechanical grounds. -
Ffestiniog Action in a Small Place
GARDENJANUARY 2018 ISSUEMARCH 281 2016 ISSUE 105 A cavalcade of steam at the Midland Rail Railway Centre CROWD PLEASING! Ffestiniog action in a small place MAKE PLASTIC SHEET LOOK LIKE WOOD www.garden-rail.co.uk 01 9 770969 952085 > JANUARY 2018 | £4.75 ALL THE LATEST NEWS FOR THE GARDEN RAILWAY ENTHUSIAST GardenRail 281 cover.indd 1 05/12/2017 12:40 2 Garden Rail 281 | January 2018 p002_GRJan18.indd 2 05/12/2017 11:20 GARDENJANUARY 2018 ISSUEMARCH 281 2016 ISSUE 105 A cavalcade of steam at Contents the Midland IN SHOP • DIGITAL • MOBILE • APP GARDEN Rail Railway Centre 4 VIEw frOM THE END Of CROWD PLEASING! the PLATfOrM Ffestiniog action in a small place 6 ffuGLEN STATION Chris MacKenzie Rail 15 VIcTIOrIAN SPLENDOr fOr Incorporating GARDEN RAILWAY WORLD gArDEN rAILS MAKE PLASTIC Issue 281 • January 2018 SHEET LOOK LIKE WOOD John Bell Publisher: Steve Cole www.garden-rail.co.uk 01 9 770969 952085 > [email protected] 24 AuTuMN GOLD JANUARY 2018 | £4.75 Editor: Phil Parker ALL THE LATEST NEWS FOR THE GARDEN RAILWAY ENTHUSIAST [email protected] Douglas Roberts GardenRail 281 cover.indd 1 05/12/2017 12:40 T: 07879 664 383 Design: Neil Sayer 26 SEEN at THE MIDLANDS MODEL Garden rail: Published monthly Advertising: Bev Machin by warners Group Publications [email protected] T: 01778 392055 engineerING ExHIBITION Allison Mould Next Issue: 282 [email protected] T: 01778 395002 31 TwO MOrE THOrOuGHBrEDS On sale: 18 January 2018 Production: Pat Price Mark Thatcher Email [email protected] T: 01778 391115 Advertising Designer: Amie Carter Email [email protected] 36 wELSH HIGHLAND toastrAck Marketing Manager: Carly Dadge cOAcHES Email [email protected] David Rhodes Columnists: John Bell, Si Harris, Adrian Foster, Chris MacKenzie, David Rhodes, Douglas Roberts, John Rogers, Mark Thatcher 39 PIPE BrIDGE 15 John Rogers www.warnersgroup.co.uk 42 LArGEr ScALE SHOw PrEVIEw ©Warners Group Publications plc 2018 46 AN INTrODucTION to wOrkING All rights reserved.