Rail Accident Report
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Rail Lincs 67
Has Grantham event delivered a rail asset? The visit of record breaking steam locomotive, A4 pacific Mallard, to Grantham at the RailRail LincsLincs beginning of September, has been hailed an outstanding success by the organisers. Number 67 = October 2013 = ISSN 1350-0031 LINCOLNSHIRE With major sponsorship from Lincolnshire County Council, South Kesteven District Lincolnshire & South Humberside Branch of the Council and Carillion Rail; good weather and free admission, the event gave Grantham Railway Development Society N e w s l e t t e r high profile media interest, attracting in excess of 15,000 visitors (some five times the original estimate). Branch has a busy weekend at One noticeable achievement has been the reconstruction of a siding resulting in the clearing of an ‘eyesore’ piece of land at Grantham station, which forms a gateway to the Grantham Rail Show town. The success of the weekend has encouraged the idea for a similar heritage event Thank you to everyone who helped us The weekend was also a very in the future. over the Grantham Rail Show weekend. successful fund raising event which has However, when the piece of land was cleared and the Up side siding reinstated, it This year, the Rail Show was held in left our stock of donated items very became apparent that Grantham had, possibly, unintentionally received a valuable association with the Mallard Festival of depleted. If you have any unwanted items commercial railway asset. Here is a siding connected to the national rail network with Speed event at Grantham station, with a that we could sell at future events, we easy road level access only yards from main roads, forming the ideal location for a small free vintage bus service linking the two would like to hear from you. -
MACHINES OR ENGINES, in GENERAL OR of POSITIVE-DISPLACEMENT TYPE, Eg STEAM ENGINES
F01B MACHINES OR ENGINES, IN GENERAL OR OF POSITIVE-DISPLACEMENT TYPE, e.g. STEAM ENGINES (of rotary-piston or oscillating-piston type F01C; of non-positive-displacement type F01D; internal-combustion aspects of reciprocating-piston engines F02B57/00, F02B59/00; crankshafts, crossheads, connecting-rods F16C; flywheels F16F; gearings for interconverting rotary motion and reciprocating motion in general F16H; pistons, piston rods, cylinders, for engines in general F16J) Definition statement This subclass/group covers: Machines or engines, in general or of positive-displacement type References relevant to classification in this subclass This subclass/group does not cover: Rotary-piston or oscillating-piston F01C type Non-positive-displacement type F01D Informative references Attention is drawn to the following places, which may be of interest for search: Internal combustion engines F02B Internal combustion aspects of F02B 57/00; F02B 59/00 reciprocating piston engines Crankshafts, crossheads, F16C connecting-rods Flywheels F16F Gearings for interconverting rotary F16H motion and reciprocating motion in general Pistons, piston rods, cylinders for F16J engines in general 1 Cyclically operating valves for F01L machines or engines Lubrication of machines or engines in F01M general Steam engine plants F01K Glossary of terms In this subclass/group, the following terms (or expressions) are used with the meaning indicated: In patent documents the following abbreviations are often used: Engine a device for continuously converting fluid energy into mechanical power, Thus, this term includes, for example, steam piston engines or steam turbines, per se, or internal-combustion piston engines, but it excludes single-stroke devices. Machine a device which could equally be an engine and a pump, and not a device which is restricted to an engine or one which is restricted to a pump. -
60163 TORNADO New Steam for the Main Line
60163 TORNADO New Steam for the Main Line Thursday 28th April 2011 Dear fellow covenantor Changes to Tornado’s 2011 tours diary and Brunswick Green unveiling at the National Railway Museum There have been a number of developments since the enclosed edition of The Communication Cord went to press that the Trustees of The A1 Steam Locomotive Trust need to share with you. We regret that it has not been possible to reach an acceptable working arrangement with Train Operating Company West Coast Railways in spite of many attempts over the past three years. Tornado will continue to be operated on the Network Rail main line by DB Schenker, which has worked successfully with the Trust since the locomotive’s completion in 2008. This change is unrelated to the recently completed repairs to Tornado’s boiler which took place at DB Meiningen. Unfortunately, this late change will result in a significant re-working of Tornado’s tours diary for the early part of the summer. As a consequence of not being able to work with West Coast Railways, Tornado will not now be hauling ‘The Cathedrals Express’ on Thursday 26th May (London to Bath & Bristol and return), Saturday 4th June (London King's Cross to York and return) and Saturday 11th June (London to Shrewsbury and return) promoted by Steam Dreams. The promoter will be in contact separately with those of you who originally booked on ‘The White Rose’ and transferred to ‘The Cathedrals Express on 4th June. Although Tornado will be ready for traffic for 26th May, her first main line train in her new Brunswick Green livery will now be ‘The Canterbury Tornado’ on Saturday 18th June from Poole (Tornado from Willesden) to Canterbury and return promoted by Pathfinder. -
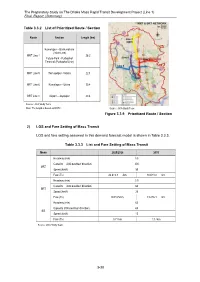
Table 3.3.2 List of Prioritized Route / Section
The Preparatory Study on The Dhaka Mass Rapid Transit Development Project (Line 1) Final Report (Summary) Table 3.3.2 List of Prioritized Route / Section Route Section Length (km) Kamalapur – Bashundhara ( Main Line) MRT Line 1 28.2 Future Park - Purbachal Terminal (Purbachal Line) MRT Line 5 Hemayetpur- Vatara 22.4 MRT Line 6 Kamalapur – Uttara 20.4 BRT Line 3 Airport – Joydepur 20.4 Source:JICA Study Team Note: The length is based on RSTP. Source: JICA Study Team Figure 3.3.9 Prioritized Route / Section 2) LOS and Fare Setting of Mass Transit LOS and fare setting assumed in this demand forecast model is shown in Table 3.3.3. Table 3.3.3 List and Fare Setting of Mass Transit Mode 2025/2028 2035 Headway (min) 3.5 Capacity (000 pax/day/ direction) 200 MRT Speed (km/h) 35 Fare (Tk) 22.6+2.8 /km 30.6+3.8 /km Headway (min) 3.0 Capacity (000 pax/day/ direction) 64 BRT Speed (km/h) 23 Fare (Tk) 9.9+4.5/km 13.4+6.1 /km Headway (min) 60 Capacity (000 pax/day/ direction) 64 BR Speed (km/h) 15 Fare (Tk) 0.7 / km 1.0 / km Source: JICA Study Team 3-38 The Preparatory Study on The Dhaka Mass Rapid Transit Development Project (Line 1) Final Report (Summary) Daily Passenger Demand Result Table 3.3.4 shows the estimated railway performance indicators of MRT Line 1. PPHPD (Passenger Per Hour Per Direction) will be 26,500 pax in 20251, 48,000 in 2035 and 58,500 in 2055. -
Framework Capacity Statement
Framework Capacity Statement Network Rail December 2016 Network Rail Framework Capacity Statement December 2016 1 Contents 1. Purpose 1.1 Purpose 4 2. National overview 2.1 Infrastructure covered by this statement 6 2.2 Framework agreements in Great Britain 7 2.3 Capacity allocation in Great Britain 9 2.4 National capacity overview – who operates where 10 2.5 National capacity overview – who operates when 16 3. Network Rail’s Routes 3.1 Anglia Route 19 3.2 London North East & East Midlands Route 20 3.3 London North Western Route 22 3.4 Scotland Route 24 3.5 South East Route 25 3.6 Wales Routes 27 3.7 Wessex Route 28 3.8 Western Route 29 4. Sub-route and cross-route data 4.1 Strategic Routes / Strategic Route Sections 31 4.2 Constant Traffic Sections 36 Annex: consultation on alternative approaches A.1 Questions of interpretation of the requirement 39 A.2 Potential solutions 40 A.3 Questions for stakeholders 40 Network Rail Framework Capacity Statement December 2016 2 1. Purpose Network Rail Framework Capacity Statement December 2016 3 1.1 Purpose the form in which data may be presented. The contracts containing the access rights are publicly available elsewhere, and links are provided in This statement is published alongside Network Rail’s Network Statement section 2.2. However, the way in which the rights are described when in order to meet the requirements of European Commission Implementing combined on the geography of the railway network, and over time, to meet Regulation (EU) 2016/545 of 7 April 2016 on procedures and criteria the requirements of the regulation, is open to some interpretation. -

Assessing Steam Locomotive Dynamics and Running Safety by Computer Simulation
TRANSPORT PROBLEMS 2015 PROBLEMY TRANSPORTU Volume 10 Special Edition steam locomotive; balancing; reciprocating; hammer blow; rolling stock and track interaction Dāvis BUŠS Institute of Transportation, Riga Technical University Indriķa iela 8a, Rīga, LV-1004, Latvia Corresponding author. E-mail: [email protected] ASSESSING STEAM LOCOMOTIVE DYNAMICS AND RUNNING SAFETY BY COMPUTER SIMULATION Summary. Steam locomotives are preserved on heritage railways and also occasionally used on mainline heritage trips, but since they are only partially balanced reciprocating piston engines, damage is made to the railway track by dynamic impact, also known as hammer blow. While causing a faster deterioration to the track on heritage railways, the steam locomotive may also cause deterioration to busy mainline tracks or tracks used by high speed trains. This raises the question whether heritage operations on mainline can be done safely and without influencing the operation of the railways. If the details of the dynamic interaction of the steam locomotive's components are examined with computerised calculations they show differences with the previous theories as the smaller components cannot be disregarded in some vibration modes. A particular narrow gauge steam locomotive Gr-319 was analyzed and it was found, that the locomotive exhibits large dynamic forces on the track, much larger than those given by design data, and the safety of the ride is impaired. Large unbalanced vibrations were found, affecting not only the fatigue resistance of the locomotive, but also influencing the crew and passengers in the train consist. Developed model and simulations were used to check several possible parameter variations of the locomotive, but the problems were found to be in the original design such that no serious improvements can be done in the space available for the running gear and therefore the running speed of the locomotive should be limited to reduce its impact upon the track. -

Optimum Connecting Rod Design for Diesel Engines
SCIENTIFIC PROCEEDINGS XXIV INTERNATIONAL SCIENTIFIC-TECHNICAL CONFERENCE "trans & MOTAUTO ’16" ISSN 1310-3946 OPTIMUM CONNECTING ROD DESIGN FOR DIESEL ENGINES M.Sc. Kaya T. 1, Asist. Prof. Temiz V. PhD.2, Asist. Prof. Parlar Z. PhD.2 Siemens Turkey1 Faculty of Mechanical Engineering – Istanbul Technical University, Turkey 2 [email protected] Abstract: One of the most critical components of an engine in particular, the connecting rod, has been analyzed. Being one of the most integral parts in an engine’s design, the connecting rod must be able to withstand tremendous loads and transmit a great deal of power. This study includes general properties about the connecting rod, research about forces upon crank angle with corresponding to its working dependencies in a structural mentality, study on the stress analysis upon to this forces gained from calculations and optimization with the data that gained from the analysis. In conclusion, the connecting rod can be designed and optimized under a given load range comprising tensile load corresponding to 360o crank angle at the maximum engine speed as one extreme load, and compressive load corresponding to the peak gas pressure as the other extreme load. Keywords: CONNECTING ROD, OPTIMIZATION, DIESEL ENGINE 1. Introduction rod. Force caused by pressure inside the cylinder reaches its maximum value around the top dead center. Inertia forces results During the design of a connecting rod, optimized dimensions from the acceleration of moving elements. Numerical values of allowing the motion of rod during operation should be taken into these forces are dependent on the type, rated power and rotational account in the calculation of variable loads induced in the system speed of engine. -

Modernizing the Opposed-Piston, Two-Stroke Engine For
Modernizing the Opposed-Piston, Two-Stroke Engine 2013-26-0114 for Clean, Efficient Transportation Published on 9th -12 th January 2013, SIAT, India Dr. Gerhard Regner, Laurence Fromm, David Johnson, John Kosz ewnik, Eric Dion, Fabien Redon Achates Power, Inc. Copyright © 2013 SAE International and Copyright@ 2013 SIAT, India ABSTRACT Opposed-piston (OP) engines were once widely used in Over the last eight years, Achates Power has perfected the OP ground and aviation applications and continue to be used engine architecture, demonstrating substantial breakthroughs today on ships. Offering both fuel efficiency and cost benefits in combustion and thermal efficiency after more than 3,300 over conventional, four-stroke engines, the OP architecture hours of dynamometer testing. While these breakthroughs also features size and weight advantages. Despite these will initially benefit the commercial and passenger vehicle advantages, however, historical OP engines have struggled markets—the focus of the company’s current development with emissions and oil consumption. Using modern efforts—the Achates Power OP engine is also a good fit for technology, science and engineering, Achates Power has other applications due to its high thermal efficiency, high overcome these challenges. The result: an opposed-piston, specific power and low heat rejection. two-stroke diesel engine design that provides a step-function improvement in brake thermal efficiency compared to conventional engines while meeting the most stringent, DESIGN ATTRIBUTES mandated emissions -

Four-Stroke Cycle Trunk Piston Type Diesel Engine Diesel-Viertaktmotor Moteur Diesel a Quatre Temps
Europaisches Patentamt (19) European Patent Office Office europeenpeen des brevets EP 0 529 935 B1 (12) EUROPEAN PATENT SPECIFICATION (45) Date of publication and mention (51) intci.6: F16C 5/00, F02B 75/32 of the grant of the patent: 15.05.1996 Bulletin 1996/20 (21) Application number: 92307594.9 (22) Date of filing: 19.08.1992 (54) Four-stroke cycle trunk piston type diesel engine Diesel-Viertaktmotor Moteur Diesel a quatre temps (84) Designated Contracting States: (56) References cited: CH DE DK GB LI DE-A-2 620 910 DE-C- 577 389 DE-U- 9 003 721 US-A-2 057 158 (30) Priority: 29.08.1991 JP 218587/91 US-A-2 410 565 (43) Date of publication of application: • "Bau und Berechnung von 03.03.1993 Bulletin 1993/09 Verbrennungsmotoren" 1983 • "Verbrennungsmotoren Band 1" 1990 (73) Proprietor: THE HANSHIN DIESEL WORKS, LTD. • "Krafte, Momente und deren Ausgleich in der Kobe, Hyogo 650 (JP) Verbrennungskraftmaschine" 1981 • "Motoren Technik Praxis Geschichte" 1982 (72) Inventor: Nakano, Hideaki • "Gestaltungen und Hauptabmessungen der Okubo-cho, Akashi, Hyogo 674 (JP) Verbrennunskraftmaschine" 1979 • Forscher Bericht VDI "Entwicklungsaspekte bei (74) Representative: Rackham, Anthony Charles Grossdieselmotoren" 1985 Lloyd Wise, Tregear & Co., • "The Motor Ship" Feb 1993 Commonwealth House, 1-19 New Oxford Street London WC1A 1LW (GB) DO lO CO O) O) CM LO Note: Within nine months from the publication of the mention of the grant of the European patent, any person may give notice the Patent Office of the Notice of shall be filed in o to European opposition to European patent granted. -
![[Thesis Title Goes Here]](https://docslib.b-cdn.net/cover/3925/thesis-title-goes-here-423925.webp)
[Thesis Title Goes Here]
DETAILED STUDY OF THE TRANSIENT ROD PNEUMATIC SYSTEM ON THE ANNULAR CORE RESEARCH REACTOR A Thesis Presented to The Academic Faculty by Brandon M. Fehr In Partial Fulfillment of the Requirements for the Degree Master of Science in Nuclear Engineering in the School of Nuclear and Radiological Engineering and Medical Physics Program, George W. Woodruff School of Mechanical Engineering Georgia Institute of Technology May 2016 COPYRIGHT © 2016 BY BRANDON M. FEHR iv DETAILED STUDY OF THE TRANSIENT ROD PNEUMATIC SYSTEM ON THE ANNULAR CORE RESEARCH REACTOR Approved by: Dr. Farzad Rahnema, Advisor Mr. Michael Black School of Nuclear and Radiological R&D S&E Mechanical Engineering Engineering Sandia National Laboratories Georgia Institute of Technology Dr. Tristan Utschig School of Nuclear and Radiological Engineering Georgia Institute of Technology Dr. Bojan Petrovic School of Nuclear and Radiological Engineering Georgia Institute of Technology Date Approved: April 11, 2016 v ACKNOWLEDGEMENTS I would like to give the utmost appreciation to my colleagues at Sandia National Laboratories for their support, with special thanks to Michael Black, James Arnold, and Paul Helmick for their technical guidance. I would also like to thank Dulce Barrera and Elliott Pelfrey for their encouragement and support, and Bennett Lee for his help with proofreading and formatting. Special thanks to Dr. Farzad Rahnema for his guidance and contract support, as well as, Dr. Bojan Petrovic and Dr. Tris Utschig for serving on my committee. Lastly, I would like to thank my parents for their support and encouragement during the whole journey. This research was funded by Weapons Science & Technology (WS&T), Readiness in Technical Base and Facilities (RTBF). -
Station Sign 64” 2 14 Bennet
Boston & Maine Railroad Historical Society Inc. Hardware Collection Tag No. File No: Inventory: Size: Donor: 1 14 West Hollis – Station sign 64” 2 14 Bennett Hall – Station sign 69” Arnold Wilder 3 14 Fitchburg “Wood” Station sign 56” Arnold Wilder 4 14 Woburn “Wood” Station sign 30” Charles Smith 5 14 Danville Junction – Station Sign 96” Anonymous 6 14 West Fitchburg – Station sign 92” Arnold Wilder 7 14 West Hollis – Station sign 72” Arnold Wilder 8 14 Scheghticoke – Station sign 76” Arnold Wilder 9 14 Hubbardston – Station sign 76” Arnold Wilder 10 14 Winchester “Wood” Station sign 68” 11 14 Wedgmere “Wood” Station Sign 56” 12 14 Salem – Station sign 48” 13 14 Whately – Station sign 52”x 11” 14 14 Mt Tom – Station sign 42”x 10 ½” 15 14 Middlesex “Wood” Station sign 54” Carl Byron 16 15 Railway Express Agency - sign 72” 17 15 B&MRR Passenger Waiting Room - sign 32”x 11” 18 15 B&M Outing - sign 23”x 14” 19 15 Yard Limit – sign 16”x 14” 20 15 Notice no Deliveries “Wood” – sign 18”x 24” 21 15 Private Crossing “Plastic” – sign 18”x 6” 22 15 Free Parking “Wood” – sign 24 ½”x 8” 23 15 Railroad Crossing – Sign 36”x 36” 24 15 2 Tracks sign “White /w Black lettering (2 each) 27”x 18” 25 15 Railroad Crossbuck /w reflectors (2 each) 26 14 Lowell Station – sign reproduction Property of the Boston & Maine Railroad Historical Society Boston & Maine Railroad Historical Society Inc. Hardware Collection Tag No. File No: Inventory: Size: Donor: 27 15 Hand Held Stop – sign Donald S. -

Crosshead Bearing Design Meets New Challenges
Royal Belgian Institute of Marine Engineers Crosshead bearing design meets new challenges Proposed improvements to crosshead bearings rely on new materials and processes by Doug Woodyard ew approaches to bearing materials, bearing design and production methods for low speed engines are driven by N higher firing pressures. Bearings need to be engineered to balance load capability with the tribological requirements of the application. The crankshaft of a two-stroke, low speed engine is connected to the piston via a connecting rod, crosshead and piston rod. Crosshead bearing movement is solely oscillating and the load vector is always directed downward; reliable hydrodynamic lubrication and oil supply thus become difficult to ensure. One solution is for hydrostatic lubrication with an oil pressure of around 12 bar in specially created oil pockets. The crosshead pin is thereby raised briefly at each revolution to ensure the oil supply. Two different crosshead bearing designs and lining materials are currently used: either a single lower bearing shell or a divided lower bearing shell, depending on the engine size. The common lining materials are aluminium-based A1Sn40 and whitemetal-based HM07. Future crosshead bearing designs must be robust and combine a high safety margin with high performance, Austrian bearing specialist Miba advises, requiring bearing designs based on A1Sn40 linings to be further improved. Extra wide lower crosshead shells rather than divided designs are proposed for long-stroke engines with a minimum bore of 400mm. Miba's new lower crosshead bearing design, termed a Patch-Work-Bearing, is based on a tri-metal configuration of steel-aluminium-tin 40-Synthec for Tier II engine platforms.