Corrugating Medium Reference
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Mountain Pine Beetle-Attacked Lodgepole Pine for Pulp and Papermaking
Operational extractives management from- mountain pine beetle-attacked lodgepole pine for pulp and papermaking Larry Allen and Vic Uloth Mountain Pine Beetle Working Paper 2007-15 Natural Resources Canada, Canadian Forest Service, Pacific Forestry Centre, 506 West Burnside Road, Victoria, BC V8Z 1M5 (250) 363-0600 • cfs.nrcan.gc.ca/regions/pfc Natural Resources Ressources naturelles Canada Canada Canadian Forest Service canadien Service des forêts Operational extractives management from mountain pine beetle-attacked lodgepole pine for pulp and papermaking Larry Allen and Vic Uloth Mountain Pine Beetle Initiative W orking Paper 2007œ15 Paprican 3800 W esbrook Mall Vancouver, B.C. V6S 2L9 Mountain Pine Beetle Initiative PO # 8.43 Natural Resources Canada Canadian Forest Service Pacific Forestry Centre 506 W est Burnside Road Victoria, British Columbia V8Z 1M5 Canada 2007 ≤ Her Majesty the Queen in Right of Canada 2007 Printed in Canada Library and Archives Canada Cataloguing in Publication Allen, Larry Operational extractives m anagem ent from m ountain pine beetle-attached lodgepole pine from pulp and paperm aking / Larry Allen and Vic Uloth. (Mountain Pine Beetle Initiative working paper 2007-15) "Mountain Pine Beetle Initiative, Canadian Forest Service". "MPBI Project # 8.43". "Paprican". Includes bibliographical references: p. Includes abstract in French. ISBN 978-0-662-46480-8 Cat. no.: Fo143-3/2007-15E 1. Pulping--British Colum bia--Quality control. 2. Pulping--Alberta--Quality control. 3. Paper m ills-- Econom ic aspects--British Colum bia. 4. Pulp m ills--Econom ic aspects--Alberta. 5. Lodgepole pine--Diseases and pests–Econom ic aspects. 6. Mountain pine beetle--Econom ic aspects. -

Corrugated Board Structure: a Review M.C
ISSN: 2395-3594 IJAET International Journal of Application of Engineering and Technology Vol-2 No.-3 Corrugated Board Structure: A Review M.C. Kaushal1, V.K.Sirohiya2 and R.K.Rathore3 1 2 Assistant Prof. Mechanical Engineering Department, Gwalior Institute of Information Technology,Gwalior, Assistant Prof. Mechanical Engineering 3 Departments, Gwalior Engineering College, Gwalior, M. Tech students Maharanapratap College of Technology, Gwalior, [email protected] [email protected] [email protected] ABSTRACT Corrugated board is widely used in the packing industry. The main advantages are lightness, recyclability and low cost. This makes the material the best choice to produce containers devoted to the shipping of goods. Furthermore examples of structure design based on corrugated boards can be found in different fields. Structural analysis of paperboard components is a crucial topic in the design of containers. It is required to investigate their strength properties because they have to protect the goods contained from lateral crushing and compression loads due to stacking. However in this paper complete and detailed information are presented. Keywords: - corrugated boards, recyclability, compression loads. Smaller flutes offer printability advantages as well as I. INTRODUCTION structural advantages for retail packaging. Corrugated board is essentially a paper sandwich consisting of corrugated medium layered between inside II. HISTORY and outside linerboard. On the production side, corrugated In 1856 the first known corrugated material was patented is a sub-category of the paperboard industry, which is a for sweatband lining in top hats. During the following four sub-category of the paper industry, which is a sub-category decades other forms of corrugated material were used as of the forest products industry. -

Fpl 2009 Zhu002.Pdf
Chemical Engineering Science 64 (2009) 474 --485 Contents lists available at ScienceDirect Chemical Engineering Science journal homepage: www.elsevier.com/locate/ces Specific surface to evaluate the efficiencies of milling and pretreatment of wood for ଁ enzymatic saccharification J.Y. Zhu a,c,∗, G.S. Wang b, X.J. Pan c, R. Gleisner a aUS Forest Service, Forest Products Laboratory, Madison, WI, USA bTianjin Key Laboratory of Pulp and Paper, Tianjin University of Science and Technology, Tianjin, China cDepartment of Biological Systems Engineering, University of Wisconsin, Madison, WI, USA ARTICLE INFO ABSTRACT Article history: Sieving methods have been almost exclusively used for feedstock size-reduction characterization in the Received 9 April 2008 biomass refining literature. This study demonstrates a methodology to properly characterize specific sur- Received in revised form 19 September 2008 face of biomass substrates through two dimensional measurement of each fiber of the substrate using a Accepted 21 September 2008 wet imaging technique. The methodology provides more information than sieving methods about biomass Available online 15 October 2008 substrate. The measured dimensions of individual fibers were used to estimate the substrate external sur- Keywords: face based on a cylinder model. The substrate specific surface and mechanical milling energy consumption Specific surface were then correlated to enzymatic hydrolysis glucose yield. Results indicated that the developed method- Bioprocessing ology is effective in differentiating various size-reduction and chemical pretreatment processes in terms Enzymatic saccharification/hydrolysis of cellulose to glucose conversion efficiency and size-reduction energy consumption. Thermomechanical Feedstock processing disk milling (DM-I), exposing cellulose, is more effective than a high pressure thermomechanical disk Size reduction milling (DM-II), exposing lignin, in subsequent enzymatic hydrolysis. -
Paper Machine System Diagram
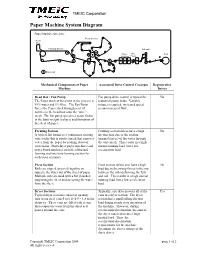
TMEIC Corporation Paper Machine System Diagram Paper Machine One-Line Press Section Head Box Forming Section Calender Dryer Size Reel Sections Press Driven roll Mechanical Components of Paper Associated Drive Control Concepts Regenerative Machine Drives Head Box / Fan Pump Fan pump drive control is typical for No The Paper stock at this point in the process is industrial pump loads. Variable 99% water and 1% fiber. The Fan Pump torque is required, increased speed forces the Paper stock through a set of means increased flow. nozzles in the head box onto the “wire” mesh. The fan pump speed is a major factor in the basis weight (caliper) and formation of the sheet of paper. Forming Section Forming section drives have a high No A typical flat former is a continuous rotating friction load due to the suction wire (today this is plastic) mesh that removes (normal forces) of the water through water from the paper by sucking it out of the wire mesh. This results in a high suspension. Multi-layer paper machines and normal running load, but a low paper board machines include additional acceleration load. forming sections (one forming section for each layer of paper). Press Section Press section drives also have a high No Rolls are nipped (pressed) together to load due to the strong forces in the nip squeeze the water out of the sheet of paper. between the rolls deforming the felts Multiple rolls are used with a felt (blanket) and roll. This results in a high normal supporting the sheet and accepting the water running load, but a low acceleration from the sheet. -

4. Printing and Converting Performance
4. Printing and converting performance Paperboard converting 147 Clean edges and surfaces 155 Handling paperboard 158 Offset lithography 160 UV-offset 161 Waterless offset 162 Hybrid offset 162 Flexography 163 Screen printing 164 Digital printing 165 Gravure printing 166 Hot foil stamping 169 Embossing 171 Die-cutting & creasing 174 Lasercutting 178 Scoring 182 Creasabilty & foldability 186 Gluing 194 Binding in practice - the last link 199 Heat sealing 206 Packaging operation 203 Deep drawing 212 146 Reference Manual | IGGESUND PAPERBOARD Paperboard converting Paperboard converting Paperboard has the ability to achieve or exceed the same The increasing demands in the brand promotion process excellent image reproduction as for the best fine papers. for graphic design and the use of non-print surface enhance- Paperboard offers equal possibilities to achieve new, ment are creating innovative shapes and multi-sensory ex- challenging shapes as competing packaging materials. periences for the consumer or user who hand les the product. However, increasing demands on performance of the An understanding of the interaction between paper- material in various converting processes have become board properties and converting effi ciency is essential for evident when speeds in both printing processes and post- designers and converters, since the ultimate design of the press converting have increased. Additionally, the accept- product together with the choice of paperboard will impact ance level for impurities or slight deviations in quality in the on crucial conversion factors like printability, fl atness, and fi nal product has dropped noticeably as a result of both creasing/folding properties. Considering all the variables, end-user demands and the use of modern quality control it is probably true to say that consistency in the behaviour equipment in the various converting machines. -
Making Paper from Trees
Making Paper from Trees Forest Service U.S. Department of Agriculture FS-2 MAKING PAPER FROM TREES Paper has been a key factor in the progress of civilization, especially during the past 100 years. Paper is indispensable in our daily life for many purposes. It conveys a fantastic variety and volume of messages and information of all kinds via its use in printing and writing-personal and business letters, newspapers, pamphlets, posters, magazines, mail order catalogs, telephone directories, comic books, school books, novels, etc. It is difficult to imagine the modern world without paper. Paper is used to wrap packages. It is also used to make containers for shipping goods ranging from food and drugs to clothing and machinery. We use it as wrappers or containers for milk, ice cream, bread, butter, meat, fruits, cereals, vegetables, potato chips, and candy; to carry our food and department store purchases home in; for paper towels, cellophane, paper handkerchiefs and sanitary tissues; for our notebooks, coloring books, blotting paper, memo pads, holiday greeting and other “special occasion’’ cards, playing cards, library index cards; for the toy hats, crepe paper decorations, paper napkins, paper cups, plates, spoons, and forks for our parties. Paper is used in building our homes and schools-in the form of roofing paper, and as paperboard- heavy, compressed product made from wood pulp-which is used for walls and partitions, and in such products as furniture. Paper is also used in linerboard, “cardboard,” and similar containers. Wood pulp is the principal fibrous raw material from which paper is made, and over half of the wood cut in this country winds up in some form of paper products. -

Make Your Own Paper Students Investigate the Papermaking Process by Trying It Themselves
Make Your Own Paper Students investigate the papermaking process by trying it themselves. Students are Activity thrilled to find that they can make paper and that their product is practical, as well as beautiful. See the PLT website, www.plt.org, to watch a video of the paper-making 51 process used in this activity. Levels OBJECTIVE ASSESSMENT OPPORTUNITIES Grades 1-8 Subjects n Students will describe the steps of the paper- n Ask younger students to write the directions Science, Social Studies, making process and identify the elements and for making paper on the piece of recycled paper Language Arts, Visual Arts outputs of the process. that they made. n Concepts Have students use concept mapping, graphics software, or write a script for a n By reducing waste and recy- video that explains the papermaking process. cling materials, individuals and societies can extend the value and utility of resources and can promote environ- mental quality. (2.7) The process begins when trees, grown BACKGROUND Skills especially for papermaking, are harvested Observing, Organizing and transported to a paper mill. At the Information, Comparing and Paper is a simple material. It is essentially mill, large machines strip away bark and Contrasting a mat held together by a fiber’s rough- shred the logs into millions of chips the ness, and can be made from almost any size of breakfast cereal. The wood chips fibrous material such as cotton, hemp, travel on conveyors to gigantic “pulp Higher Order Thinking, Paired/ flax, wood or recycled paper. And yet, this Cooperative Learning, Realia/ cookers,” where chemicals and steam are Hands-on Learning simple product has a tremendous effect added. -

Simply the Best!
LAMINATION AND MORE SINCE 1975! SIMPLY THE BEST! We Accept CUSTOMER SERVICE FREE LIFETIME 30-Day MONEY PURCHASE ORDERS M-F 8AM to 6PM Eastern TECH SUPPORT BACK GUARANTEE 27" Roll Laminator Kit Premium Roll Laminating Film Pro 27" $ 95 3 MIL 250' 1,499 $4795 25" 3 MIL 250' $4450 Mounting boards, 3D printers, binding BEST SELLERS! Pro supplies, custom displays & more! Heavy Duty Pouch Laminator Premium Laminating Pouches $ 95 as low as 289 $1510 NEW WEBSITE: usi-laminate.com Many great products, many ways to order! T: (800) 282-9290 | F: (203) 245-8619 | [email protected] Online 24/7/365 | Phone M-F 8AM-6M Eastern | POs: Online, Fax, Email, Mail PURCHASE ORDERS: FAX 1-203-245-7337 | EMAIL: [email protected] Directory NEW! INDUSTRY BEST! Roll Laminators & Kits 4-11, 13 Enhanced Warranty Roll Laminating Film 12-17 & Protection Plan Pouch Laminators & Kits 18-21 Laminating Pouches 22-24 Enjoy more coverage for FREE on USI's best- Mounting & Pouch Boards 25-27 selling CSL 27", ARL 27" and ARL 40" roll ID & Badge Solutions 28-31 laminators! Binding Machines & Supplies 32-35 Classroom, Office Products & Storage 36-37 USI's top-selling CSL and ARL 2700 27” roll laminators (#7759, #7764, #7765) and the ARL 4000 40" roll laminator (#8901) and related kits Makerbot 3D Printers & Supplies 38-40 now are offered with a FREE 2-year Standard Manufacturer Warranty AND 2-year Enhanced Warranty and Protection Plan (EWPP), both Custom Signs, Banners & Displays 41-51 from date of shipment. Enjoy the best warranty and protection plan in the industry when you purchase a USI CSL 2700, ARL 2700 or Panasonic Network Document Scanners 51 ARL 4000! • Unlimited email, phone and web-based support • Replacement parts and equipment • Return shipping due to normal wear & tear and NEW WEBSITE accidental damage usi-laminate.com Complete details are available in the product manuals of the CSL 2700, ARL 2700 and ARL 4000 located on our website. -

Pulp & Paper News
Pulp & Paper 21 Perspectives in Liquid Process Analytics News INGOLD Leading Process Analytics Streamline Your Processes with the New iSense Software Intelligent Sensor Management (ISM®) technology is helping pulp and paper mills the world over to increase process reliability, reduce sensor lifecycle costs, and simplify sensor handling. With the new iSense software for ISM sensors, realizing the benefits of digital sensor technology is easier than ever. Significant benefits lytical equipment the more efficient will Analytical measurements are going digi- be your processes. tal. The advantages offered by the latest, cutting-edge in-line sensors and transmit- iSense, the accompanying software for ters, such as greater process quality and ISM, streamlines all your sensor activities. yield, reduced sensor maintenance, and It provides highly valuable features such simplified sensor handling, are hard to as sensor calibration away from the pro- ignore. cess, electronic documentation, instant evaluation of a sensorʼs “health”, and ISM, METTLER TOLEDOʼs digital sensor predictive information on when mainte- technology, has transformed the way ana- nance will be required. The latest version lytical sensors are handled and main- of iSense enables seamless management tained from first installation to end of life. of ISM sensors and delivers exceptional ISM offers a level of performance and usability. convenience that is not available with other systems. It is easier with iSense Spending hours learning new software is Convenience is the key a costly use of operator time, so we have Whether in production or in the lab, the made iSense extremely intuitive to greater the convenience provided by ana- operate. For a new sensor, just connect the Blue- tooth® communicator supplied with the software. -

Paper History
Volume 14, Year 2010, Issue 1 PAPER HISTORY Journal of the International Association of Paper Historians Zeitschrift der Internationalen Arbeitsgemeinschaft der Papierhistoriker Revue de l’Association Internationale des Historiens du Papier ISSN 0250-8338 www.paperhistory.org PAPER HISTORY, Volume 14, Year 2010, Issue 1 International Association of Paper Historians Contents / Inhalt / Contenu Internationale Arbeitsgemeinschaft der Papierhistoriker Letter from the President May 2010 3 Lettre de la présidente de l’IPH – may 2010 3 Association Internationale des Historiens du Papier Brief der IPH-Präsidentin, Mai 2010 4 Important plan for the reco-very of several papermills on the Amalfi Coast 5 Pulp and Paper on Stamps 8 Le congrès à Angoulême 16 IPH Assemblée générale, Angoulême (France), 9 octobre, 2010 17 Information from delegates 20 General information 23 Orbituaries 24 Guidelines for authors 26 Editor Anna-Grethe Rischel Complete your paper historical library now! Denmark Ergänzen Sie jetzt Ihre papierhistorische Co-editors IPH-Delegates Bibliothek! Maria Del Carmen Hidalgo Brinquis Completez aujourd’hui votre bibliothèque de Spain l’Histoire du papier! 27 Dr. Claire Bustarret France Prof. Dr. Alan Crocker United Kingdom Dr. Józef Dąbrowski Poland Jos De Gelas Belgium Deadline for contributions each year 15. March and 15. September Elaine Koretsky USA Paola Munafò Italy President Anna-Grethe Rischel Dr. Henk J. Porck Präsident Stenhøjgaardsvej 57 The Netherlands President DK - 3460 Birkerød Prof. Dr. Gottfried Schweizer Denmark Austria tel + 45 45 816803 [email protected] Prof. Dr. Tomas Stohr Venezuela Secretary Dr. Sabine Schachtner Göran Wohlfahrt Sekretariat LVR-Industriemuseum Sweden Secrétaire Papiermühle Alte Dombach Lay-out Karen Borchersen D- 51465 Bergisch Gladbach The School of Conservation Germany Esplanaden 34 tel + 49 2202 936880 DK – 1263 Copenhagen K [email protected] Denmark [email protected] Treasurer Alphonse Radermecker Printer Prinfo Paritas Printcenter Kassier Hochstr. -

Services.Pdf
852 Derwent Way Delta, British Columbia, Canada V3M 5R1 T: 604.526.4221 TF: 800.463.5700 F: 604.526.1898 E: [email protected] W: econotech.com the measure of quality Our History Our Mission Since its inception in 1972, Econotech Services has been recognized as a leading laboratory in pulp and paper Although industrial and testing technology has evolved since our company was formed, our mission has testing services. Within our facility, located just outside of Vancouver, we can perform a full range of analytical tests remained consistent. For over 40 years, our mission has been to provide our clients with independent and timely testing results that meet stringent quality standards. from specialized chemical analysis of pulp (wood and non-woods), pulping liquors and other process chemicals (smelt, ash, condensates, lime), to physical and optical testing of pulp or paper, species analysis, contamination Values identification (scale and plastics), as well as pulping and bleaching studies. Integrity. In all our business activities, integrity is at the core. We are honest and ethical in our interactions with employees, clients and vendors. Our Reputation Reliability. We value long-term relationships that are built through trust. We consistently deliver on Accurate, rapid and reliable results performed by professionals with extensive experience in industry specific our commitments and our clients know they can rely on us. methodologies and matrices has been key to our growth and longevity. We have a reputation for producing high quality results for our clients. We have earned this reputation by: Customer Service Excellence. We take pride in the quality of work we produce and the service we provide. -

EPM Central Coast Pty Ltd (In Liquidation)
EPM Central Coast Pty Ltd (In Liquidation) AUCTION SALE TO BE HELD LIVE ONLINE ONLY AUCTION DATE: WEDNESDAY 15TH APRIL 2020 at 10AM AEST Hymans Website Reflects Australian Eastern Standard Time (AEST) UNDER INSTRUCTIONS FROM: IN THE MATTER OF: EPM CENTRAL COAST PTY LTD (IN LIQUDATION) INSPECTION: BY APPOINTMENT ONLY DURING THE FOLLOWING TIMES - TUESDAY 14TH APRIL 2020 9:00AM TO 5:00PM AEST, AND DAY OF SALE 8:00AM - 10:00AM, CONTACT ANGUS TO BOOK 0405 342 340 ENQUIRIES: VIN BOURKE 0416 865 549 NOTES: A BUYERS PREMIUM OF 13.5% + GST WILL APPLY TO ALL LOTS SOLD HAMMER PRICE IS GST EXCLUSIVE SOME LOTS MAY BE SUBJECT TO REDEMPTION TO BID YOU MUST REGISTER AT simulcast.hymans.com.au ALL LOTS MUST BE REMOVED WITHIN 4 DAYS FROM THE CONCLUSION OF THE AUCTION EVERYTHING MUST BE SOLD! RISK LOT QTY DESCRIPTION CODE Allowance For Furniture To Reception Area - Comprising: 2 x Guests Chairs 1 1 7 1 x Coffee Table 1 x Office Chair 1A 1 Water Cooler 2, 7 1B 1 1 x Dell Optiplex 780, Intel Core 2 Quad CPU 2, 7 2 1 Hewlett Packard Procurve Switch 1800-24G J9028B 2, 7 2A 1 7 x Hewlett Packard Proliant DL380G6 Intel Xeon Computer Servers 2, 7 2B 1 Hewlett Packard 12 Bay Hot Swappable Drive Rack SATA Connection, 1TB Capacity Per Bay 2, 7 2C 1 D-Link Gigabit Switch, DGS-1024D 2, 7 2D 1 KVM Switch Aten CS-84A 2, 7 2E 1 Annke, DN6+R Digital Video Recording 2, 7 2F 1 Diamond Digital(Mitsubishi) 17" LCD Screen 2, 7 2G 1 3 Drawer Filing Cabinet 7 2H 1 4 Drawer Filing Cabinet 7 2I 1 Office Desk 7 2J 1 Apple iMac, All in One Computer, Silver, No Details Sighted, Unknown