Paper Technology Journal
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Simple Origami for Cub Scouts and Leaders
SIMPLE ORIGAMI FOR CUB SCOUTS AND LEADERS Sakiko Wehrman (408) 296-6376 [email protected] ORIGAMI means paper folding. Although it is best known by this Japanese name, the art of paper folding is found all over Asia. It is generally believed to have originated in China, where paper- making methods were first developed two thousand years ago. All you need is paper (and scissors, sometimes). You can use any kind of paper. Traditional origami patterns use square paper but there are some patterns using rectangular paper, paper strips, or even circle shaped paper. Typing paper works well for all these projects. Also try newspaper, gift-wrap paper, or magazine pages. You may even want to draw a design on the paper before folding it. If you want to buy origami paper, it is available at craft stores and stationary stores (or pick it up at Japan Town or China Town when you go there on a field trip). Teach the boys how to make a square piece from a rectangular sheet. Then they will soon figure out they can keep going, making smaller and smaller squares. Then they will be making small folded trees or cups! Standard origami paper sold at a store is 15cm x 15 cm (6”x6”) but they come as small as 4cm (1.5”) and as large as 24cm (almost 9.5”). They come in different colors either single sided or double sided. They also come in different patterns, varying from traditional Japanese patterns to sparkles. When you make an origami, take your time. -

Technical Handbook Carbonless Papers
www.mitsubishi-paper.com HiTec Paper. Technical Handbook Carbonless Papers Technical Handbook A technical handbook for the printing and processing of Giroform, the carbonless paper from Mitsubishi HiTec Paper Europe GmbH. Published by: Mitsubishi HiTec Paper Europe GmbH Niedernholz 23 33699 Bielefeld | Germany All rights are reserved. This also includes partial extraction, reproduction by photographic means and use of the translations made. Retail Price: EUR 15.00 4 | Technical Handbook Foreword This technical handbook for Giroform is intended to Many of the explanations, recommendations and give help and information to forms manufacturers, our limitations are not only applicable to Giroform, but distributors and to forms users. also to carbonless papers of a similar technical con struction. In addition to explanations of the construction, proper ties and processing of Giroform, we have therefore also Should you require any further information please dealt with questions of forms usage. contact us – our distributors and technical advisers will always be pleased to help. We have endeavoured to compile a detailed product handbook, with which most questions concerning the The information given in the handbook is based on our use and application of Giroform can be answered. many years of experience. It does not, however, relieve | 5 the forms manufacturer or user of his duty of ordinary therefore, reserve the right to modify the product. We care and control. will, however, endeavour to inform our customers as soon as possible of any changes likely to affect the Because the processing and use of Giroform takes pla use of our product. ce beyond our control, no possible product guarantee claims can be derived from the contents of this hand book. -

The Security Printing Practices of Banknotes
The Security Printing Practices of Banknotes A Senior Project presented to the Faculty of the Graphic Communication California Polytechnic State University, San Luis Obispo In Partial Fulfillment of the Requirements for the Degree Graphic Communication; e.g. Bachelor of Science by Corbin Nakamura March, 2010 © 2010 Corbin Nakamura Table of Contents Abstract 3 I - Introduction and Purpose of Study 4 II - Literature Review 7 III - Research Methods 22 IV - Results 28 V - Conclusions 34 2 Abstract Counterfeit goods continue to undermine the value of genuine artifacts. This also applies to counterfeit banknotes, a significant counterfeit problem in today’s rapidly growing world of technology. The following research explores anti-counterfeit printing methods for banknotes from various countries and evaluates which are the most effective for eliminating counterfeit. The research methods used in this study consists primarily of elite and specialized interviewing accompanied with content analysis. Three professionals currently involved in the security- printing industry were interviewed and provided the most current information about banknote security printing. Conclusions were reached that the most effective security printing methods for banknotes rest upon the use of layering features, specifically both overt and covert features. This also includes the use of a watermark, optical variable inks, and the intaglio printing process. It was also found that despite the plethora of anti-counterfeit methods, the reality is that counterfeit will never be eliminated. Unfortunately, counterfeit banknotes will remain apart of our world. The battle against counterfeit banknotes will have to incorporate new tactics, such as improving public education, creating effective law enforcement, and relieving extreme poverty so that counterfeit does not have to take place. -

Mountain Pine Beetle-Attacked Lodgepole Pine for Pulp and Papermaking
Operational extractives management from- mountain pine beetle-attacked lodgepole pine for pulp and papermaking Larry Allen and Vic Uloth Mountain Pine Beetle Working Paper 2007-15 Natural Resources Canada, Canadian Forest Service, Pacific Forestry Centre, 506 West Burnside Road, Victoria, BC V8Z 1M5 (250) 363-0600 • cfs.nrcan.gc.ca/regions/pfc Natural Resources Ressources naturelles Canada Canada Canadian Forest Service canadien Service des forêts Operational extractives management from mountain pine beetle-attacked lodgepole pine for pulp and papermaking Larry Allen and Vic Uloth Mountain Pine Beetle Initiative W orking Paper 2007œ15 Paprican 3800 W esbrook Mall Vancouver, B.C. V6S 2L9 Mountain Pine Beetle Initiative PO # 8.43 Natural Resources Canada Canadian Forest Service Pacific Forestry Centre 506 W est Burnside Road Victoria, British Columbia V8Z 1M5 Canada 2007 ≤ Her Majesty the Queen in Right of Canada 2007 Printed in Canada Library and Archives Canada Cataloguing in Publication Allen, Larry Operational extractives m anagem ent from m ountain pine beetle-attached lodgepole pine from pulp and paperm aking / Larry Allen and Vic Uloth. (Mountain Pine Beetle Initiative working paper 2007-15) "Mountain Pine Beetle Initiative, Canadian Forest Service". "MPBI Project # 8.43". "Paprican". Includes bibliographical references: p. Includes abstract in French. ISBN 978-0-662-46480-8 Cat. no.: Fo143-3/2007-15E 1. Pulping--British Colum bia--Quality control. 2. Pulping--Alberta--Quality control. 3. Paper m ills-- Econom ic aspects--British Colum bia. 4. Pulp m ills--Econom ic aspects--Alberta. 5. Lodgepole pine--Diseases and pests–Econom ic aspects. 6. Mountain pine beetle--Econom ic aspects. -

Protection Coat for Banknotes
BANKNOTES “The production of banknote paper is constantly being developed in order to make banknotes more counterfeit-proof, more soil-resistant and more durable.” Wolfgang Neuß, Specialist for banknotes and security paper machines, Voith Paper The way to keep banknotes clean longer Protection coat for banknotes The life of a banknote is sometimes very short. Like the famous Thaler coins, it travels from one hand to another, transforming in the process from a clean note to a wrinkled, dirty scrap of paper. There is a new protection coat that can be used to improve the durability of banknotes and make them more impervious to soil. Some years ago, it was a common of Voith Paper. No other specialty and measures taken, money counter- notion that banknotes would increa- paper captures so much attention in feiters time and again succeed in ma- singly be replaced by electronic cash. the development of new production king duds that consumers are only This has yet to be proven, and the and counterfeit-proofing methods than able to recognize with great difficulty banknote is still a means of payment banknote paper. In addition to paper as counterfeit. In Canada, for examp- as much as it ever was. The banknote mills, banknote producers also include le, 26-year-old criminal Wesley Wayne paper sector has seen a growth rate security paper printers, security inks Weber was able to introduce 67,000 of five percent, thus giving it a top producers as well as security threads counterfeit 100 dollar bills into circu- position in the paper sector. -

Design of Security Paper with Selective Frequency Reflection
sensors Article Design of Security Paper with Selective Frequency Reflection Characteristics Sang-Hwa Lee 1, Min-Sik Kim 2, Jong-Kyu Kim 2 and Ic-Pyo Hong 1,* 1 Department of Information and Communication Engineering, Kongju National University, Gongju 31080, Korea; [email protected] 2 National Security Research Institute, Daejeon 34188, Korea; [email protected] (M.-S.K.); [email protected] (J.-K.K.) * Correspondence: [email protected] Received: 31 May 2018; Accepted: 11 July 2018; Published: 13 July 2018 Abstract: In this research, a security paper based on frequency selective structure technologies was designed and fabricated using selective wave reflection characteristics to prevent the offline leakage of confidential documents. Document leakage detection systems using security papers detect security papers using transceiving antenna gates. For the application of such systems, the structure must be designed with excellent reflection performance and stability at the angle of incidence. For this purpose, a loop and patch-type frequency selective structure based on a four-legged element structure was designed to have X-band frequency reflection characteristics. This design was based on optimized variables and was realized through the screen printing method using silver ink on A4 paper. It was verified that both the design and simulation results matched well. To verify its actual applicability, a detector module operable at 10 GHz was manufactured to observe both the security paper detection range in relation to distance with a signal strength of −10 dBm and the detection area in relation to the number of times that the security paper had been folded. -

Corrugated Board Structure: a Review M.C
ISSN: 2395-3594 IJAET International Journal of Application of Engineering and Technology Vol-2 No.-3 Corrugated Board Structure: A Review M.C. Kaushal1, V.K.Sirohiya2 and R.K.Rathore3 1 2 Assistant Prof. Mechanical Engineering Department, Gwalior Institute of Information Technology,Gwalior, Assistant Prof. Mechanical Engineering 3 Departments, Gwalior Engineering College, Gwalior, M. Tech students Maharanapratap College of Technology, Gwalior, [email protected] [email protected] [email protected] ABSTRACT Corrugated board is widely used in the packing industry. The main advantages are lightness, recyclability and low cost. This makes the material the best choice to produce containers devoted to the shipping of goods. Furthermore examples of structure design based on corrugated boards can be found in different fields. Structural analysis of paperboard components is a crucial topic in the design of containers. It is required to investigate their strength properties because they have to protect the goods contained from lateral crushing and compression loads due to stacking. However in this paper complete and detailed information are presented. Keywords: - corrugated boards, recyclability, compression loads. Smaller flutes offer printability advantages as well as I. INTRODUCTION structural advantages for retail packaging. Corrugated board is essentially a paper sandwich consisting of corrugated medium layered between inside II. HISTORY and outside linerboard. On the production side, corrugated In 1856 the first known corrugated material was patented is a sub-category of the paperboard industry, which is a for sweatband lining in top hats. During the following four sub-category of the paper industry, which is a sub-category decades other forms of corrugated material were used as of the forest products industry. -
Specifications Guide ES9466 MFP/ES9476
MULTIFUNCTIONAL DIGITAL COLOR SYSTEMS Specifications Guide ES9466 MFP/ES9476 MFP ©2016 Oki Data Corporation All rights reserved Under the copyright laws, this manual cannot be reproduced in any form without prior written permission of Oki Data. Preface Thank you for purchasing OKI Multifunctional Digital Systems or Multifunctional Digital Color Systems. This manual describes about the specifications of this equipment and the information of the options. Read this manual before using this equipment. Some models provide the scanning/printing function as an option. How to read this manual Symbols in this manual In this manual, some important items are described with the symbols shown below. Be sure to read these items before using this equipment. Indicates a potentially hazardous situation which, if not avoided, could result in death, serious injury, or serious damage, or fire in the equipment or surrounding assets. Indicates a potentially hazardous situation which, if not avoided, may result in minor or moderate injury, partial damage to the equipment or surrounding assets, or loss of data. Indicates information to which you should pay attention when operating the equipment. Describes handy information that is useful to know when operating the equipment. Pages describing items related to what you are currently doing. See these pages as required. Description of original/paper direction Paper or originals of A4, B5 or LT size can be placed either in a portrait direction or in a landscape direction. In this manual, “-R” is added to this paper size when this size of paper or original is placed in a landscape direction. e.g.) A4 size original on the original glass Placed in a portrait direction: A4 Placed in a landscape direction: A4-R Paper or originals of A3, B4, LD or LG can only be placed in a landscape direction, therefore “-R” is not added to these sizes. -

Fpl 2009 Zhu002.Pdf
Chemical Engineering Science 64 (2009) 474 --485 Contents lists available at ScienceDirect Chemical Engineering Science journal homepage: www.elsevier.com/locate/ces Specific surface to evaluate the efficiencies of milling and pretreatment of wood for ଁ enzymatic saccharification J.Y. Zhu a,c,∗, G.S. Wang b, X.J. Pan c, R. Gleisner a aUS Forest Service, Forest Products Laboratory, Madison, WI, USA bTianjin Key Laboratory of Pulp and Paper, Tianjin University of Science and Technology, Tianjin, China cDepartment of Biological Systems Engineering, University of Wisconsin, Madison, WI, USA ARTICLE INFO ABSTRACT Article history: Sieving methods have been almost exclusively used for feedstock size-reduction characterization in the Received 9 April 2008 biomass refining literature. This study demonstrates a methodology to properly characterize specific sur- Received in revised form 19 September 2008 face of biomass substrates through two dimensional measurement of each fiber of the substrate using a Accepted 21 September 2008 wet imaging technique. The methodology provides more information than sieving methods about biomass Available online 15 October 2008 substrate. The measured dimensions of individual fibers were used to estimate the substrate external sur- Keywords: face based on a cylinder model. The substrate specific surface and mechanical milling energy consumption Specific surface were then correlated to enzymatic hydrolysis glucose yield. Results indicated that the developed method- Bioprocessing ology is effective in differentiating various size-reduction and chemical pretreatment processes in terms Enzymatic saccharification/hydrolysis of cellulose to glucose conversion efficiency and size-reduction energy consumption. Thermomechanical Feedstock processing disk milling (DM-I), exposing cellulose, is more effective than a high pressure thermomechanical disk Size reduction milling (DM-II), exposing lignin, in subsequent enzymatic hydrolysis. -
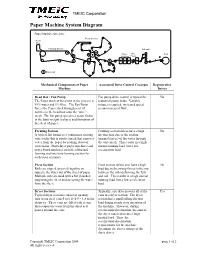
Paper Machine System Diagram
TMEIC Corporation Paper Machine System Diagram Paper Machine One-Line Press Section Head Box Forming Section Calender Dryer Size Reel Sections Press Driven roll Mechanical Components of Paper Associated Drive Control Concepts Regenerative Machine Drives Head Box / Fan Pump Fan pump drive control is typical for No The Paper stock at this point in the process is industrial pump loads. Variable 99% water and 1% fiber. The Fan Pump torque is required, increased speed forces the Paper stock through a set of means increased flow. nozzles in the head box onto the “wire” mesh. The fan pump speed is a major factor in the basis weight (caliper) and formation of the sheet of paper. Forming Section Forming section drives have a high No A typical flat former is a continuous rotating friction load due to the suction wire (today this is plastic) mesh that removes (normal forces) of the water through water from the paper by sucking it out of the wire mesh. This results in a high suspension. Multi-layer paper machines and normal running load, but a low paper board machines include additional acceleration load. forming sections (one forming section for each layer of paper). Press Section Press section drives also have a high No Rolls are nipped (pressed) together to load due to the strong forces in the nip squeeze the water out of the sheet of paper. between the rolls deforming the felts Multiple rolls are used with a felt (blanket) and roll. This results in a high normal supporting the sheet and accepting the water running load, but a low acceleration from the sheet. -

A Quest for the Golden Fleece
A Quest for the Golden Fleece Donald Farnsworth Copyright © 2017 Donald Farnsworth, all rights reserved. Any person is hereby authorized to view, copy, print and distribute this document for informational and non-commercial purposes only. Any copy of this document or portion thereof must include this copyright notice. Note that any product or technology described in the document may be the subject of other intellectual property rights reserved by Don- ald Farnsworth and Magnolia Editions or other entities. 2 A Quest for the Golden Fleece Rarely have I encountered an entangled mat of cellulose fibers I didn’t appreciate in one way or another. Whether textured or smooth, pre- cious or disposable, these hardy amalgams of hydrogen-bonded fibers have changed the world many times over. For centuries, human history has been both literally written on the surface of paper and embedded deep within its structure. In folded and bound form, mats of cellulose fibers ushered in the Enlightenment; by enabling multiple iterations and revisions of an idea to span generations, they have facilitated the design of airships and skyscrapers, or the blueprints and calculations that made possible the first human footsteps on the moon. Generally speaking, we continue to recognize paper by a few basic characteristics: it is most often thin, portable, flexible, and readily ac- cepting of ink or inscription. There is, however, a particular sheet that is superlatively impressive, exhibiting an unintentional and unpreten- tious type of beauty. At first glance and in direct light, it may trick you into thinking it is merely ordinary paper; when backlit, the care- ful viewer may detect subtle hints of its historical pedigree via telltale watermarks or chain and laid lines. -
WASHI TRANSFORMED New Expressions in Japanese Paper 2 WASHI TRANSFORMED INTRODUCTION
WASHI TRANSFORMED New Expressions in Japanese Paper 2 WASHI TRANSFORMED INTRODUCTION nique for its strong natural fibers and its Despite the increased mechanization of papermaking U painstaking production techniques, which in Japan over the last century, contemporary Japanese have been passed down from one generation to artists have turned to this supple yet sturdy paper the next, washi stands out as a nexus of tradition to express their artistic visions. The thirty-seven and innovation. Its continuing, and ever-evolving, artworks and installations in Washi Transformed: importance as an artistic medium is due primarily to New Expressions in Japanese Paper epitomize the the ingenuity of Japanese contemporary artists, who potential of this traditional medium in the hands of have pushed washi beyond its historic uses to create these innovative artists, who have made washi their highly textured two-dimensional works, expressive own. Using a range of techniques—layering, weaving, sculptures, and dramatic installations. Washi, which and dyeing to shredding, folding, and cutting—nine translates to “Japanese paper,” has been integral to artists embrace the seemingly infinite possibilities of Japanese culture for over a thousand years, and the washi. Bringing their own idiosyncratic techniques to strength, translucency, and malleability of this one- the material, their extraordinary creations—abstract of-a-kind paper have made it extraordinarily versatile paper sculptures, lyrical folding screens, highly as well as ubiquitous. Historically, washi has been textured wall pieces, and other dramatic installations— used as a base for Japanese calligraphy, painting, demonstrate the resilience and versatility of washi as and printmaking; but when oiled, lacquered, or a medium, as well as the unique stature this ancient otherwise altered, it has other fascinating applications art form has earned in the realm of international in architecture, religious ritual, fashion, and art.